不锈钢端底架制造组装工艺
2018-05-07张国龙
张国龙
(中车唐山机车车辆有限公司,河北 唐山063035)
端底架组成在车辆运行中要承受整车的载重、牵引力和制动力,是地铁车体钢结构组成中的重要组成部分[1],因此,端底架组对后的尺寸直接决定着车体钢结构的尺寸,进而影响整车的质量以及与转向架连接时的情况[2],要想保证端底架组对后的尺寸,不仅要控制端底架的组装尺寸还要控制端底架组成中的边梁、端梁、牵引梁和枕梁的整体尺寸,再加上后期调修,并注意关键因素的控制、保证关键因素的尺寸[3]。这些因素对端底架组装后整体尺寸控制起重要作用。因此本文车辆端底架组成如何控制其组成部件制造尺寸、组装尺寸以及关键尺寸和关键因素的控制进行了总结,对今后同类底架组装问题其指导性作用。
1 端底架组装工艺
1.1 端底架结构及技术要求
如图1所示,端底架组成采用的是由枕梁、牵引梁、端梁再合成工艺[4],在应力集中处增加补强角铁,其中,枕梁、牵引梁焊接精度,端底架整体平面度应严格保证。底架枕梁中心到不锈钢端梁侧面距离为3 197 mm,公差(+2,+4)mm;端梁、端枕中间、枕中、主横梁等 11处半宽为 1 389 mm,公差(0,+1)mm;端底架组成对角线公差≤3 mm;底架整体及碳钢边梁上下平面平面度≤2 mm;碳钢边梁侧翼面及碳钢边梁侧翼面与上下翼面的垂直度≤2 mm.底架检测尺寸如图2所示。
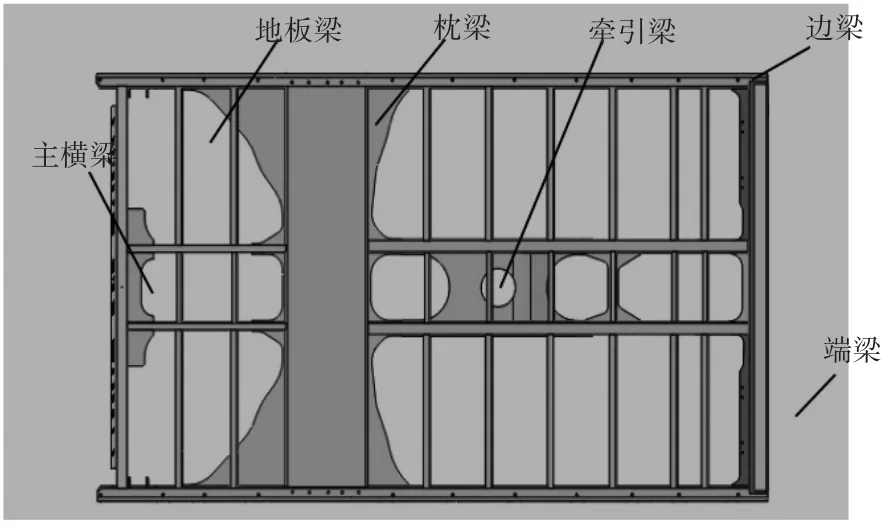
图1 端底架组成
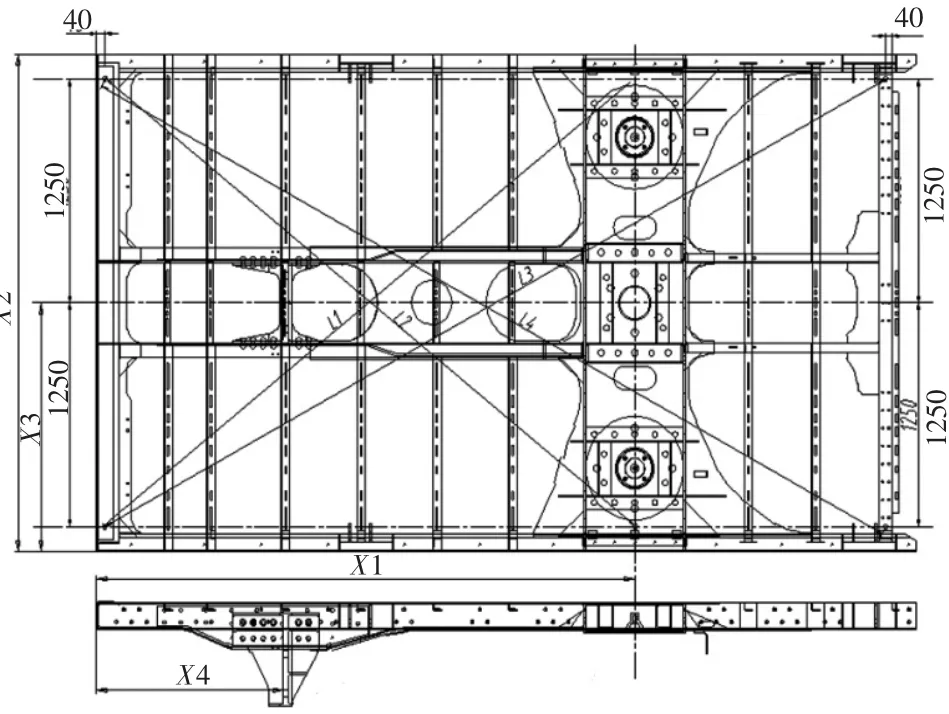
图2 底架检测尺寸
1.2 端底架组装工艺流程
端底架采用反装工艺,组焊工装为6 370 mm×3 640 mm框架式翻转工装,胎上有端梁、牵引梁、地板梁、边梁可插拔定位装置及各种压紧装置,并有明显的枕梁横向、纵向及牵引梁纵向中心线和尺规定位装置,便于调整与定位。
(1)如图3所示,首先将端梁与牵引梁套装在一起,整体吊入工装,反置于胎位,使端梁与胎位纵向中心定位对齐,压紧。调整牵引梁中心与端底架组焊工装中心对齐,如图2所示,并保证X4距离为1 107 mm;夹紧定位。

图3 端梁与牵引梁组装
(2)将左右边梁装入枕梁接口处,整体吊入胎位,使其分别与胎位上的横向中心线和纵向中心线对齐;如图4所示,测量端底架组成宽度、长度、对角线是否满足要求,不满足要求的进行调整,满足要求后,夹紧、定位;点固枕梁、端梁组成、边梁组成、牵引梁组成接口。

图4 枕梁与边梁组装
(3)安装枕外地板梁,反置在胎位上,与定位靠严,使其与边梁、牵引梁垂直并点固,如图5所示。

图5 地板梁安装
(4)安装枕外纵梁、横梁、立板等,并点固。要求主横梁与定位块密贴,中心线与端底架组焊工装中心线偏差小于0.5 mm,如图6所示。

图6 枕外纵梁、横梁安装
(5)用工艺支撑代替主横梁,与纵梁、边梁点固焊接,要求工艺支撑能保证底架尺寸要求,如图7所示。

图7 工艺支撑安装
(6)按照底架前端焊接计划在翻转胎上完成端底架组成内侧的焊缝,焊接时采用对称焊接,先焊立面焊缝,这样可使焊接产生的应力释放到反变形处。
(7)将端底架组成吊入马凳,组对各补板等附件,并对端底架正面焊缝进行焊接。
(8)将端底架组成吊入端底架组成立焊架,对端底架组成中的立焊缝进行焊接。
(9)全部焊接完后将端底架调入一次调修胎,一次调修完成后卸掉工艺支撑,吊装主横梁,并在距主横梁翼面40 mm,中心对称1 250 mm,处,磕打2个样冲眼,便于后续测量尺寸。
2 端底架组装难点控制
不锈钢端底架与碳钢及铝合金端部底架结构上的典型区别为不锈钢端底架有边梁,这也是端底架制造的难点[2]。其难点在于:底架整体及碳钢边梁上下平面平面度;碳钢边梁侧翼面及碳钢边梁侧翼面与上下翼面的垂直度问题。
端底架组装难点解决方法:
(1)边梁侧平面与底架组装时,为保证边梁质量采取了以下措施:
1)采用可插拔边梁外侧定位块,并使用压紧装置从上下两端向外压紧边梁;同时内侧焊眼处用螺栓拉紧及垂向压紧;
2)由于不锈钢地板梁在焊接完成收缩使得端底架边梁在焊接完成后出现上大下小的喇叭口变形,增加调修困难,解决方法是将可插拔式定位板加工出斜面,在除枕梁连接处对边梁施加1 mm反变形。

图8 定位块安装
(2)使牵引梁中心与底架胎位中心重合,高度方向上以枕梁空气簧座、车钩座下平面、牵引梁下盖板两端为定位基准,拉紧。
(3)在压紧状态下完成底架正面焊缝,底架宽度放量按(+4 mm)调整。
(4)枕梁位置设置压紧紧装置,确保枕梁与胎位定位面密贴,减小变形量。
3 结束语
通过采用工艺放量、预制反变形、提高焊工操作方法、制定合理的焊接顺序和调修工艺,有效地控制了端底架焊接变形量,减少了端底架一次调修工作量,提高了端底架制造工艺水平[4-5]。通过改进焊接工艺和焊接方法,控制和减少了端底架焊接变形过大的问题,但是焊接变形在端底架组装过程中是不可避免的[6]。为了改善端底架焊接后的平面度,提高车体枕梁的强度和形位尺寸,需要对焊接后的端底架进行调修处理,以保证底架下平面装配位置尺寸要求。总之,精确控制生产过程和后期调修配合才能保证整体钢结构的精准。
参考文献:
[1]李希勇,刘东军,栾晓东.不锈钢地铁车辆端底架组成制造工艺[J].轨道交通装备与技术,2015(3):26-28.
[2]聂丽丽,高 婧.地铁牵枕缓焊接工艺及质量控制[J].汽车与轨道交通,2013(6):52-54.
[3]陶宗泽.钢材变形火焰校正方法[J].新技术研究与推广,2008(11):44-45.
[4]李世涛.轨道车辆不锈钢枕梁加工难点解析[J].机车车辆工艺,2014(4):19-20.
[5]李晓明,孙德伟.焊接结构件焊接变形的控制[J].铁道车辆,2010,48(5):10-16.
[6]窦学利.火焰调修对不锈钢材料耐腐蚀性影响的研究[J].焊接工艺,2013,43(1):49-51.
