一种预防二氧化碳气保焊飞溅的保护套
2018-04-24李财洲殷荣幸
李财洲 殷荣幸

摘 要:二氧化碳气体保护焊在焊接存在飞溅较多的缺点,易造成焊接喷嘴被堵塞,不容易清理。为了解决焊接飞溅的问题,设计了成本很低,易于推广的保护套。研究结论为二氧化碳气保焊的推广打下基础。
关键词:二氧化碳气体保护焊;飞溅;成本低;保护套
1 前言
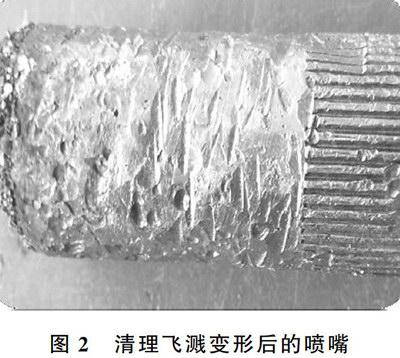
随着中国装备制造业的快速发展,高效的机械加工方法及焊接方法在制造业中得到广泛的应用。二氧化碳气体保护焊是一种熔化极的气体保护焊,是一种高效率的焊接方法,应用非常广泛,特别是在机器人焊接上用得更多。但在应用过程中,由于二氧化碳气体保护焊焊接时飞溅较多,容易堵塞喷嘴,焊接时需要及时清理喷嘴,所以会影响二氧化碳气体保护焊焊接时的生产效率。同时,在清理喷嘴时,会造成喷嘴的变形,影响到使用。如图1为被飞溅物堵塞的喷嘴;如图2为清理飞溅物变形后的喷嘴。
防飞溅保护套解决了二氧化碳气体保护焊飞溅堵塞喷嘴的问题,大大提高了二氧化碳气体保护焊的效率,也使得二氧化碳气体保护焊的应用更为广泛。
2 二氧化碳气体保护焊产生飞溅的原因及危害
二氧化碳气体保护焊产生飞溅的原因主要与保护气体的纯度、熔滴的过渡方式及焊接工艺的合理性有关。气体的纯度越高,焊接时飞溅就越少;短路过渡时飞溅稍大一些;焊接工艺越合理,焊接飞溅越少。
二氧化碳气体保护焊焊接时产生的飞溅不仅堵塞喷嘴,而且会破坏工件表面质量,给随后的清理带来很大的困难,特别是一些对表面质量要求高的产品。同时,会影响焊接的生产效率,增加产品的成本。
3 常规清理飞溅物的方法
一般二氧气体保护焊在焊接时为了防止飞溅粘在焊枪喷嘴内壁,焊接前用焊枪喷嘴蘸上防堵膏。用这种方法在小电流的时候效果还可以,但电流稍大,这种效果就很差。电流大时,焊接时就会产生高温的飞溅物,它与喷嘴内壁金属就牢牢粘在一起,手工操作时就必须采用机械工具来清理,清理完以后的结果是会造成喷嘴变形,如图2所示。如果要减小因清理造成喷嘴造成的变形,那么就要购买机器人专用的清理飞溅物单元,成本比较高,一般手工焊接作业时很少采用。
4 防飞溅保护套的原理
由于焊接飞溅物的温度较高,所以防飞溅保护套的材料散热性要好,否则易把保护套烧透,起不到保护作用。经过我们多次实验,采用0.5~1mm厚的铝铂材料加工成成15~20mm左右长,外径与喷嘴内径相同的套筒,以过盈的方式与喷嘴相结合,并把喷嘴头部保护住。根据实验效果,这种材料的成本比较低,每个不超过0.1元,但效果非常理想。(鉴于该保护套正在申请专利,材料成分及简图就不提供了)
5 优点和效果
与常规防飞溅方式进行比较,这种防飞溅保护套是一次性的,成本很低,加工方便,安装容易,易于推广使用。
参考文献
[1] 傅积和.焊接数据资料手册[M].北京:机械工业出版社,1999.
[2] 马淑秋.半自动CO2气体保护焊在生产中的应用研究[J]. 沈阳工程学院学报(自然科学版),2011,(01).
[3] 霍晓敏,唐清山.二氧化碳气体保护焊在薄板焊接中的应用[J]. 四川建筑科学研究,2009,(06).
[4] 柯鼎华.二氧化碳氣体保护焊在供水管道上的应用[J]. 科技创新导报,2008,(13).
[5] 刘会波.焊接机器人技术在160km/h快捷货车转向架中的应用[A]. 中国铁道学会车辆委员会快捷货车转向架技术交流会论文集,2015.
