自动化生产线搬运机械手设计研究*
2018-04-20梁礼群
梁礼群
(广西机电职业技术学院 电气工程系,南宁 530007)
0 引言
在流水线生产中自动化机械手具有稳定性高、操作简单、以及高效率特点,很好的适应在特殊场合和工作环境中,广泛应用在工业、食品、医疗等领域[2-3]。
目前,我国在工业生产中关于机械手的研究取得了很大突破,很多专家学者对其做出了具体研究。王士川[1]基于STM32的小型机械手的设计与控制方法,并阐述了机械手的基本组成、机构运动特性、以及其工作原理;马纲,王之栎,韩松元等[4]。一种新型码垛搬运机械手的设计,介绍了该机械手臂的结构和工作原理,并且利用PLC技术和气压传动技术很好的控制机械手动作,取得了良好的效果;王从宏等[5]对板材下料自动拾取机器人结构进行的设计,利用Simulink对机器人结构进行了分析和仿真。
本文设计的自动生产搬运码垛机械手是一种直角坐标式机械手,执行装置是伺服电机和气缸。机械手末端的夹取通过气缸的伸缩来完成,而X、Y、Z三个方向的运动通过伺服电机的旋转来带动滚珠丝杠旋转,从而实现前后、左右、上下运动。码垛搬运机械手创新点和优点在于:①X、Y、Z三个方向的运动通过伺服电机带动滚珠丝杠旋转,运动过程中负载能力强,满足了企业批量生产;②设计的结构简单,占地面积小,降低了企业的生产成本,符合现代化生产需求。
1 自动化生产线流水线分析
自动化生产线码垛机械手整体流水作业图如图1、图2所示。主要由左、右机械手和检测柜组成。机械手主要安装在传输线两侧,左侧作用是将传输线上产品抓取并放入检测柜的每一层中,右侧机械手平台主要是将检测完成的产品取出并放入传输线。其次,产品检测柜平台,主要组成有多层架构、产品检测仪。其作用是将传输线上传送过来的待检产品进行检测。而多层架构可以实现快速摆放并进行检测,提高检测和抓取效率。
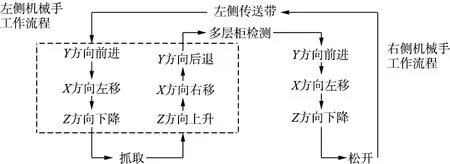
图1 码垛机械手作业流程图

图2 码垛机械手作业流程3D图
2 机械手整体设计
2.1 机械手整体结构设计
设计的码垛机械手是一种直角坐标式机械手,主要作用是将待检测的产品从传输线上抓取、升起、移动、下降、松开,然后放入另一条传输线上并进行下一个工位。
直角坐标式机械手主要由支架、Y方向的移动臂、Z方向的升降臂、末端吸盘以及电机组成。其3D设计图如图3所示。
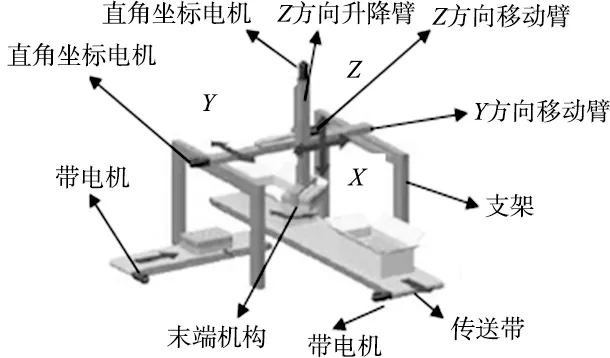
图3 码垛机械手三维图
Y方向移动是靠导轨系统(图3所示)完成的,双侧龙门式支架两侧安装有导轨,导轨、齿条与龙门式支架的底座固定,滑块与码垛机械手相固定,而减速器及齿轮固定在机械手Y方向移动臂上,通过伺服电机转动带动齿轮齿条机构在滑块上运行,从而完成Y方向前进后退动作,伺服电机精确控制滑块移动行程,以此来实现精确定位和移动。同理,在X、Z方向上移动是靠滚珠丝杠实现传动,伺服电机精确控制滚珠丝杠的行程,从而完成X、Z方向前后、升降动作的精确定位和移动。
导轨即滑轨,通常为线性的,设计中主要应用于机构的直线运动中,主要作用是带动机械手本体在辊道与堆放支架之间的直线运动。该运行过程具有承载能力强、运行平稳无抖动、运行频率高、定位精度高等特点,相比直线轴承,导轨能承载更高的载荷,并且能分担一部分的扭矩,在高负载且对精度要求较高的直线运动中有无可比拟的优势[6-7]。
机械手末端吸盘臂的作用是将码垛产品有效的吸附,吸盘臂制作材料采用铝合金,利用铝合金材料的特性,既保证了吸盘臂的刚度,同时又可以降低吸盘臂的自身重量。考虑到成本及技术成熟问题,吸盘臂抬起采用气缸驱动,采用的气压传动好处在于控制系统快速做出反应,能量损失小,性价比高。气缸缸径为50mm,最大行程为200mm[8-9]。
2.2 气缸的选型
机械手整体装置参数设计至关重要,首先气缸作为气动控制回路系统中的重要执行元件,本文设计中采用直线运动类型气缸[6]。根据码垛产品平均的尺寸和重量,计算气缸参数如下:气缸采用类型为:SC32X25,缸径75mm,最大行程300mm。
2.3 气动元器件的选型
本文设计码垛搬运机械手所选用末端执行装置气动回路中其他主要相关元器件型号分别如表1、表2所示。
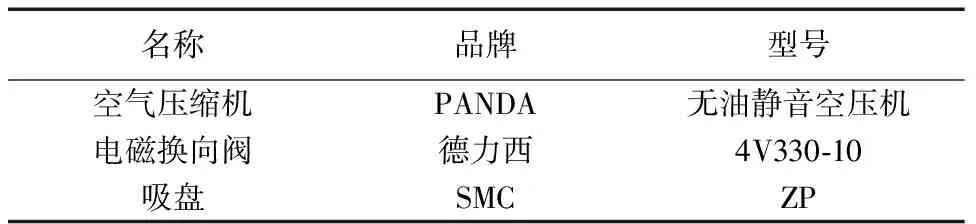
表1 气动主要元器件列表
2.4 电器元件的选型
根据搬运机械手各个部位及传输所需要的实际扭矩大小来确定电器元件详细参数,数据如表2所示。
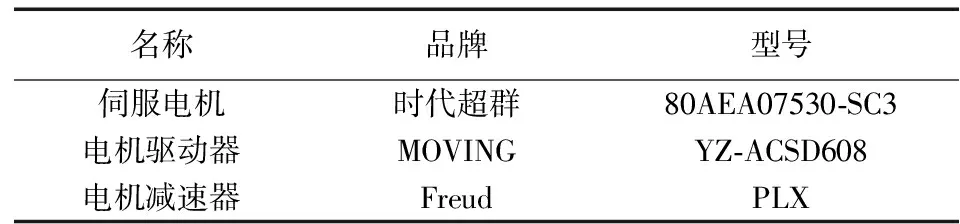
表2 电器元件列表
2.5 末端吸盘力计算
如图3所示,末端执行机构吸盘臂上安装1个吸盘,吸盘直径为:
(1)
式中,G是码垛重量,单位N;t是安全系数,当水平吸附码垛时t≥4;n为洗盘的个数,此时n=1;P为吸盘真空度,单位为MPa;R是吸盘直径,单位mm。
试验中,一块码垛的平均重力G=200N,单个吸盘直径R=160mm,因此在水平吸附吸附下,吸盘的真空度分别为:
(2)
吸盘臂上的吸盘真空度P应该取最大真空度pmax(即真空泵)的40%~60%之间,既保证了吸盘能够吸附光伏玻璃,又能随时控制吸盘松开。
3 控制系统设计
3.1 机械手流程控制要求
将待检码垛产品经左侧传输带传输到检测柜处,左侧搬运机械手将产品依次码放在检测柜的各层之间,待检测完成后,右侧码垛机械手依次抓取存放在右侧传输带中进入下一道工序继续加工处理。码垛机械手机抓取工步顺序如图1所示,具体要求如下:
分拣工步要求:
(1)X、Y方向水平移动情况:X方向移动是靠导滚珠丝杠完成的,而Y方向移动是靠导轨系统完成的,两者都是由PLC脉冲输出位置控制功能驱动伺服放大器控制伺服电机精确定位。
(2)变频调速:控制过程中采用变频器进行调速,提供准确的速度控制,便于控制机械臂前后、左右、上下运动。
(3)整个码垛搬运过程可以由两种操作方式完成搬运动作:
①自动循环操作:按下启动按钮,码垛机械手按照人为设定的控制程序连续完成码垛搬运工作,直到按下停止按钮,否则搬运工作一直进行;
②手动操作:在设计过程中,机械臂末端吸盘吸附和松开、X方向的机械臂前后移动、Y方向的机械臂左右移动、Z机械臂升降等8个动作步设置8个按钮,分别控制码垛搬运机械手运动。
(4)机械臂末端吸盘吸附和松开、X方向的机械臂前后移动、Y方向的机械臂左右移动、Z机械臂升降等运动都能实现精确定位,且每个动作相互之间必须有互锁作用;
(5)机械手末端吸盘的吸附、松开动作所用的真空吸盘必须气密性良好;
(6)步骤①、②动作的完成时间分别为8s,12s;在码垛机械手控制设计过程中,控制系统的主控器采用西门子S7-200CN标准型PLC。西门子S7-200CN的PLC具有丰富的CPU单元(8/14/16/24/40点型),为了以后的扩展功能,我们选择40点型;具有一个独特的逆变器的简单定位功能;程序的最高容量为5千步,数据容量高达18千字;脉冲输出70kHz×2轴;最大2个串行通讯接口(RS232/RS485任选);标准配置USB编程接口,支持FB和ST编程,液晶显示选项板支持丰富的显示/控制功能。变频器采用FR-E700系列多功能通用变频器,选用的变频器型号为FR-E540-2.5K-CHT,容量范围为三相400V;变频器功率为2.2kW;用磁通矢量控制;实现1Hz运行150%转矩输出;内置RWM,实现更低噪音运行;内置RS485通信口;输出频率:0.2~400Hz 精度0.01%;高应答电流限制机能,大幅减少过电流产生之跳机;全容量可连接直流电抗器,达到抑制高谐波的功能;通讯设备采用台达RS-485通信扩展板,型号为VFD-E。
3.2 机械手主控电机电路设计
主电路设计图如图4所示。

图4 码垛机械手伺服电机设计图
(1)电机SM101 为机械手Y方向上的臂控制电机,外接伺服放大器MR-J3-200A,利用电机的正反转来实现在导轨的直线运动,控制过程中采用伺服控制、变频器进行调速,提供准确的速度控制,便于控制机械臂X方向运动。
(2)电机SM102 为机械手X方向上的臂控制电机,外接伺服放大器MR-J3-350A,利用伺服电机的正反转带动滚珠丝杠传动,从而实现机械臂在X方向上直线运动,控制过程中采用伺服控制、变频器进行调速,提供准确的速度控制,便于控制机械臂X方向运动。
(3)同理,电机SM103Z方向(垂直方向)传输电机,它的主要作用就是带动滚珠丝杠转动,从而实现机械臂在垂直方向的直线运动,控制过程中采用伺服控制、变频器进行调速,提供准确的速度控制,便于控制机械臂垂直方向运动。
(4)电机SM104为左右两侧传输线动力源,用PLC直接控制接触器接通或断开电机传动,不同之处在于,它采用变频器多速段控制模式,由变频器RH、RM、RL三个端子分别接入PLC端口,然后分别设定高速,中速和低速。当辊道上有产品传送时,采用高速模式,快速将待检产品传送到工位;当玻产品定位的时候采用中速模式,方便传感器定位;当辊道上产品取完时,采用低速模式,降低辊道机械磨损,提高设备使用寿命。
4 结论
结合现有的多自由度坐标系机器人,设计一种新型的码垛搬运机械手,为企业自动化生产打下良好的基础。实际生产测试表明:利用PLC技术和伺服控制技术来控制码垛搬运机械手,使得机械手很好的抓取且平稳码放在检测柜的每一层中,最终实现快速有效生产,降低了生产成本,提高了生产效率,达到企业生产要求。
[参考文献]
[1] 刘士川,邓甲昊,占银玉,等.基于STM32的小型机械手的设计与控制方法[J].探测与控制学报,2017,39(2) :19-23.
[2] 姚猛,韩宝玲.工业码垛机器人机构设计与运动分析[J].组合机床与自动化加工技术,2015(5):47-50.
[3] 李成伟,贠超.码垛机器人机构设计与运动学研究[J].机械设计与制造,2014(6):181-183.
[4] 马纲,王之栎,韩松元.一种新型码垛搬运机械手的设计[J].机械设计与制造,2010 (4):26-27.
[5] 王从宏,万熠,王桂森.板材下料自动拾取机器人控制系统设计[J].实验室研究与探索,2017(4):64-65.
[6] 张强.料桶提升加料机构的研究与设计[D].南京:南京理工大学,2012.
[7] 席文清,周传俊,王志东.一种利用直线型气缸代替摆动型气缸的机构[J].金属加工,2015(4):40-41.
[8] 李攀,昌希武,颜高彦.基板上片机的机电一体化控制系统[J].中国高新技术企业,2013(17):64-65.
[9] 陈建明.自动控制理论[M].哈尔滨:电子工业出版社,2009.
[10] 付铁,李金泉,陈恳,等.一种新型高速码垛机械手的设计与实现[J].北京理工大学学报,2007,27(1):17-18.