SLM打印钴铬合金基底冠精度及密合性研究
2018-04-12戴宜君董研彭伟何传鑫袁喜根
戴宜君 董研 彭伟 何传鑫 袁喜根
SLM技术是3D打印技术的一种,在口腔修复领域被用于制作金属冠、金属支架、种植体等,为修复体成型提供了更为简单、准确的制作方法[1]。SLM技术制备的钴铬合金试件机械性能良好,其拉伸强度、屈服强度均大于或等于铸造钴铬合金[2-3]。SLM钴铬合金的金瓷结合力同样不逊色于铸造钴铬合金[4-5]。
密合性是评价固定修复体是否成功的重要指标,良好的密合性能减少微渗漏,降低继发龋的发生。修复体的密合性指修复体和预备后的基牙接触面的密合程度,包括边缘密合性和内部适合性[6]。关于SLM打印基底冠与铸造基底冠密合性的研究结果不尽相同,国内学者认为SLM基底冠边缘密合性优于铸造基底冠[7-8],而国外研究者发现两者的边缘密合性及内部适合性无明显差异[9-10],甚至 CAD/CAM基底冠边缘密合性高于SLM基底冠[11];此外,对于密合性的测量及评价方法目前尚未统一。3D打印金属冠的设计直接影响打印成品的成型质量,设定不同的预留间隙冠就位后会获得不同的间隙距离。本研究在寻找最佳预留间隙的基础上,采用2种测量方法,对比SLM技术与CAD/CAM-铸造法制作的钴铬合金基底冠的密合性及两者的尺寸精度,为口腔固定修复体的制作、评价及临床应用提供参考依据。
1 材料与方法
1.1 主要材料和设备
三维扫描仪(3Shape D700,丹麦);SLM成型设备AM250、打印钴铬合金粉末(RENISHAW,英国),材料成分见表1;AFFINIA5切削机(重庆卓田齿克科技有限公司);玻璃离子(GC-Fuji I,日本);万能材料试验机(深圳瑞格尔3010);扫描电子显微镜(Hitachi TM-1000,日本)。
1.2 金属基底冠预留间隙的选择
利用3Shape D700三维扫描仪激光扫描上颌第一磨牙全冠牙体制备标准树脂代型,获取基牙数据。基牙与金属基底冠之间的预留间隙分别设为30、40、50、60、70、80μm。在3Shape Dental System 2015软件中设计6组基底冠模型。
根据基底冠模型数据,实验组样本利用AM250制造,对照组利用AFFINIA5切削机制作基底冠蜡型,常规失蜡铸造6组基底冠,每组各2个。由同1名修复科专业医师对6组基底冠试戴,选择能够顺利就位的最小预留间隙。
1.3 金属基底冠的制备与分组

表1 打印钴铬合金粉末成分(平均粒度为16.58μm)Tab 1 Composition of cobalt chromium alloy powder(The average granularity is 16.58μm)
根据基牙数据,预留间隙为50μm,厚度为0.5 mm设计基底冠,采用2种方法制作钴铬合金基底冠,实验组及对照组每组各10个,打印参数见表2。
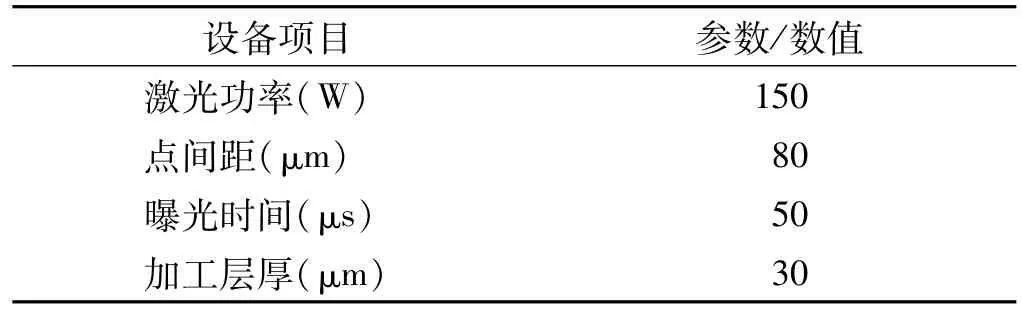
表2 SLM成形设备打印参数Tab 2 Printing parameter of SLM equipment
1.4 金属基底冠的“虚拟就位”
1.4.1 试戴与样本扫描 对2组基底冠进行编号(1-10)并试戴,每个基底冠随机对应一个标准树脂代型。分别扫描两组基牙、基底冠和冠就位后的整体模型,各获得3类数据。
1.4.2 样本“虚拟就位”及测量 将上述3类数据在3Shape Dental System 2015软件中“虚拟就位”(图1),以STL格式输出数据,导入Magics19.01软件,提取基牙表面及基底冠组织面边缘线。分别获取模型的近远中向截面及颊舌向截面,每个截面中对7个位点进行测量(图2),得到冠边缘和代型边缘之间的垂直距离,以反映边缘(1、7两点)及轴面(2、6两点)、面间隙距离(3、4、5三点)。
1.5 金属基底冠的粘接,间隙距离及冠厚度的测量

图1 “虚拟就位”过程Fig 1 Process of“virtual seating”
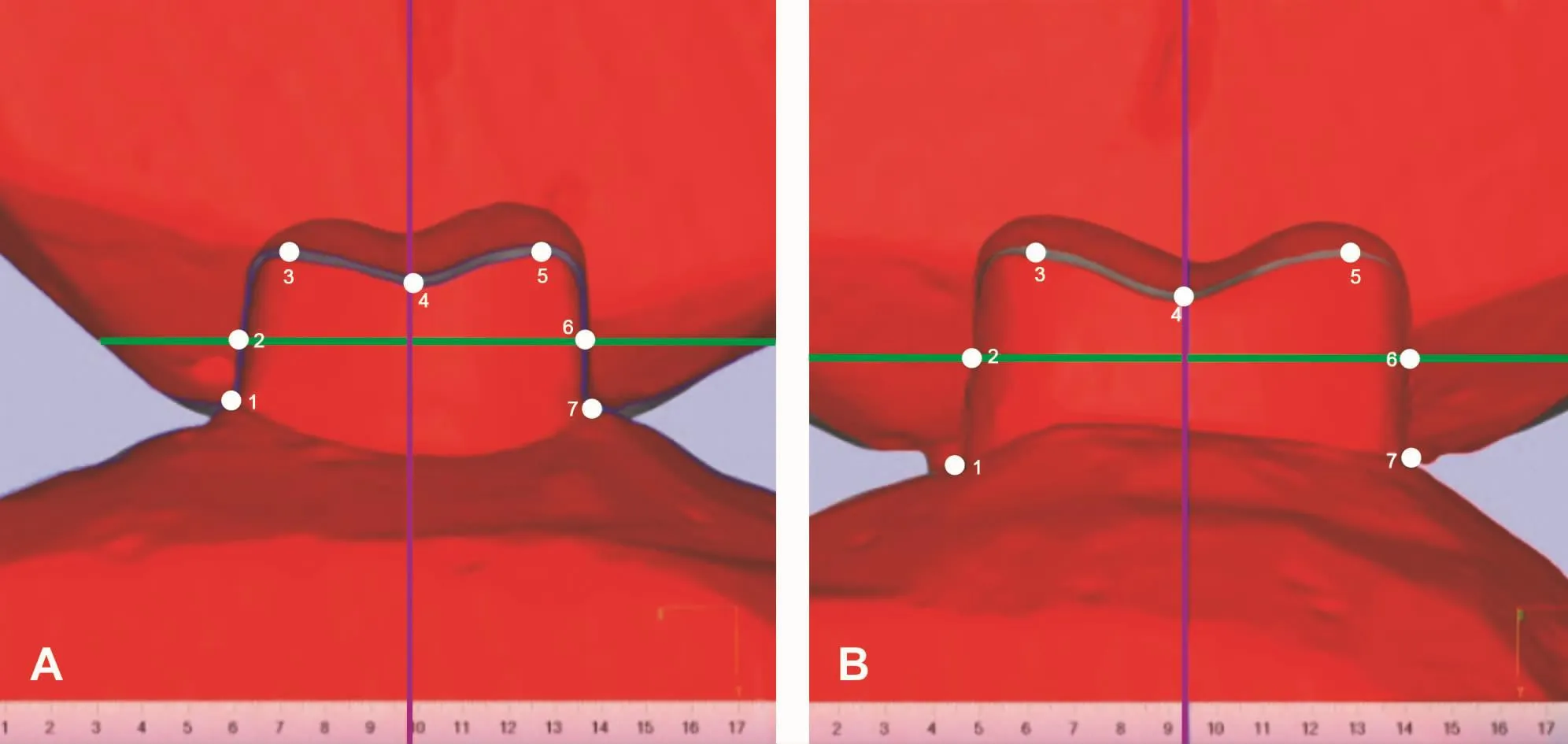
图2 金属基底冠“虚拟就位”后截面图Fig 2 Sections of the crowns after“virtual seating”
将树脂代型及基底冠放入准备好的尼龙底座中。玻璃离子粘接,手压使其就位于对应的基牙上,放置于万能材料试验机上,以F=50 N的力持续加压5 min(图3),去除多余材料。
过基牙近远中中点,沿着牙长轴进行切割,每个截面选取7个位点(图4),在SEM下测量该位点的粘接剂厚度,及轴、面金属基底冠厚度。
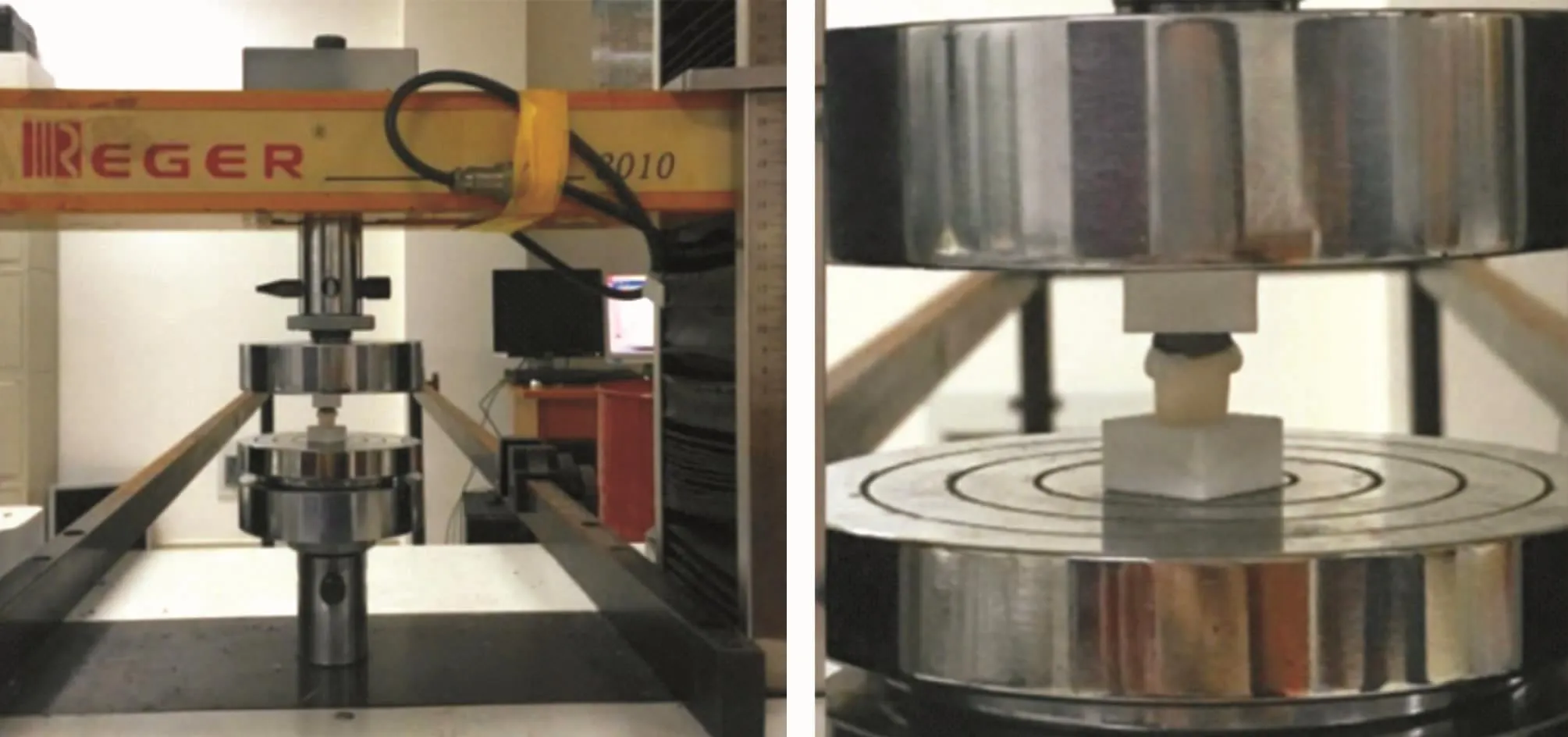
图3 金属基底冠的粘接Fig 3 Adhesive process of the crowns to the base
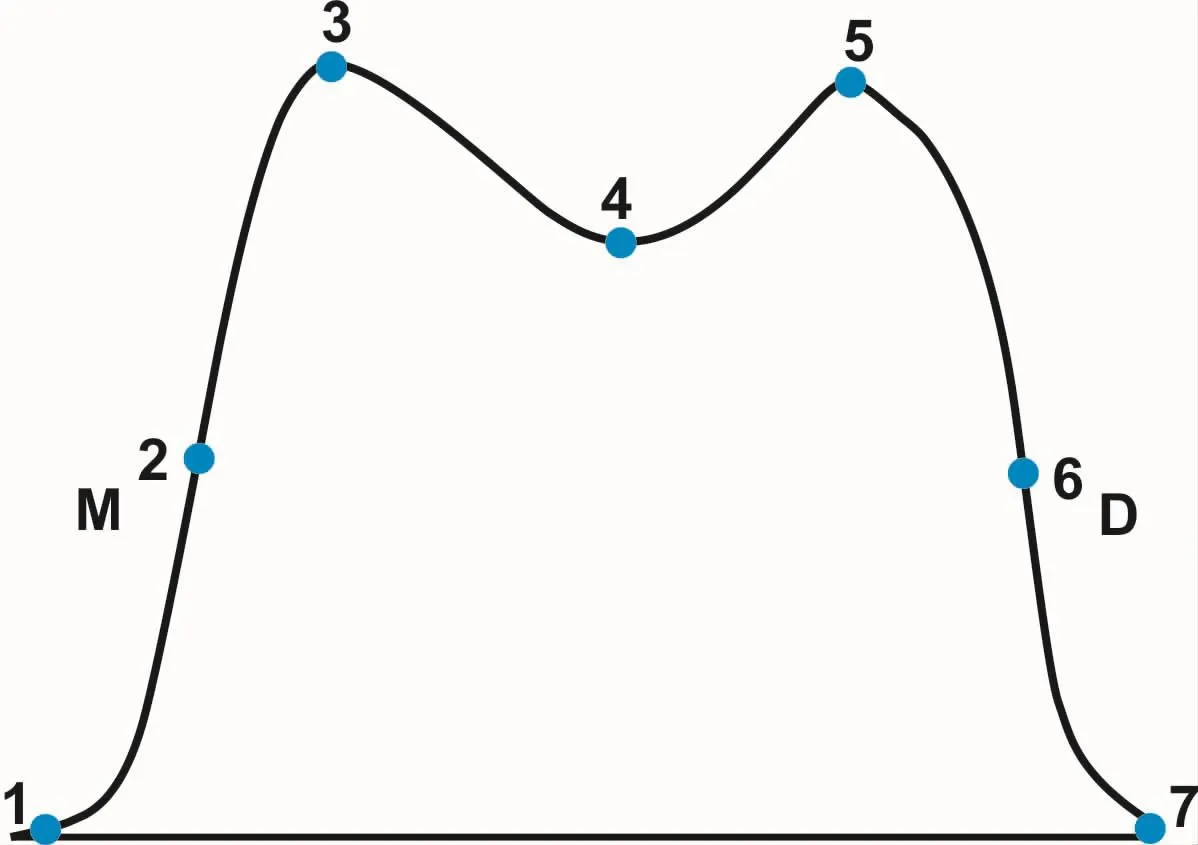
图4 切割截面Fig 4 Cutting section
1.6 统计学处理
采用SPSS 17.0统计软件对所得数据进行统计学分析,分别对7个测量位点2组样本的间隙距离及轴、面冠厚度进行独立样本T检验;同时,比较2种测量方法在同一样本同测量位点获得的间隙距离,进行独立样本T检验,P<0.05为显著性差异。
2 结 果
2.1 金属基底冠的预留间隙
试戴2种方法制作的不同预留间隙组的基底冠均发现:30μm组不能顺利就位;40μm组就位稍有困难,冠取下后可见基牙表面有磨损;50~80μm组均能够顺利就位,但80μm组探针检查边缘密合性较差,其余各组边缘密合性良好。因此将预留间隙设为50μm进行间隙距离的测量。
2.2 “虚拟就位”后基底冠与基牙之间的间隙距离
近远中向截面及颊舌向截面各测量点2组数据均无显著性差异(P>0.05),但2个截面各测量点数据分布离散程度较大,标准差最大为34.10μm(图5)。
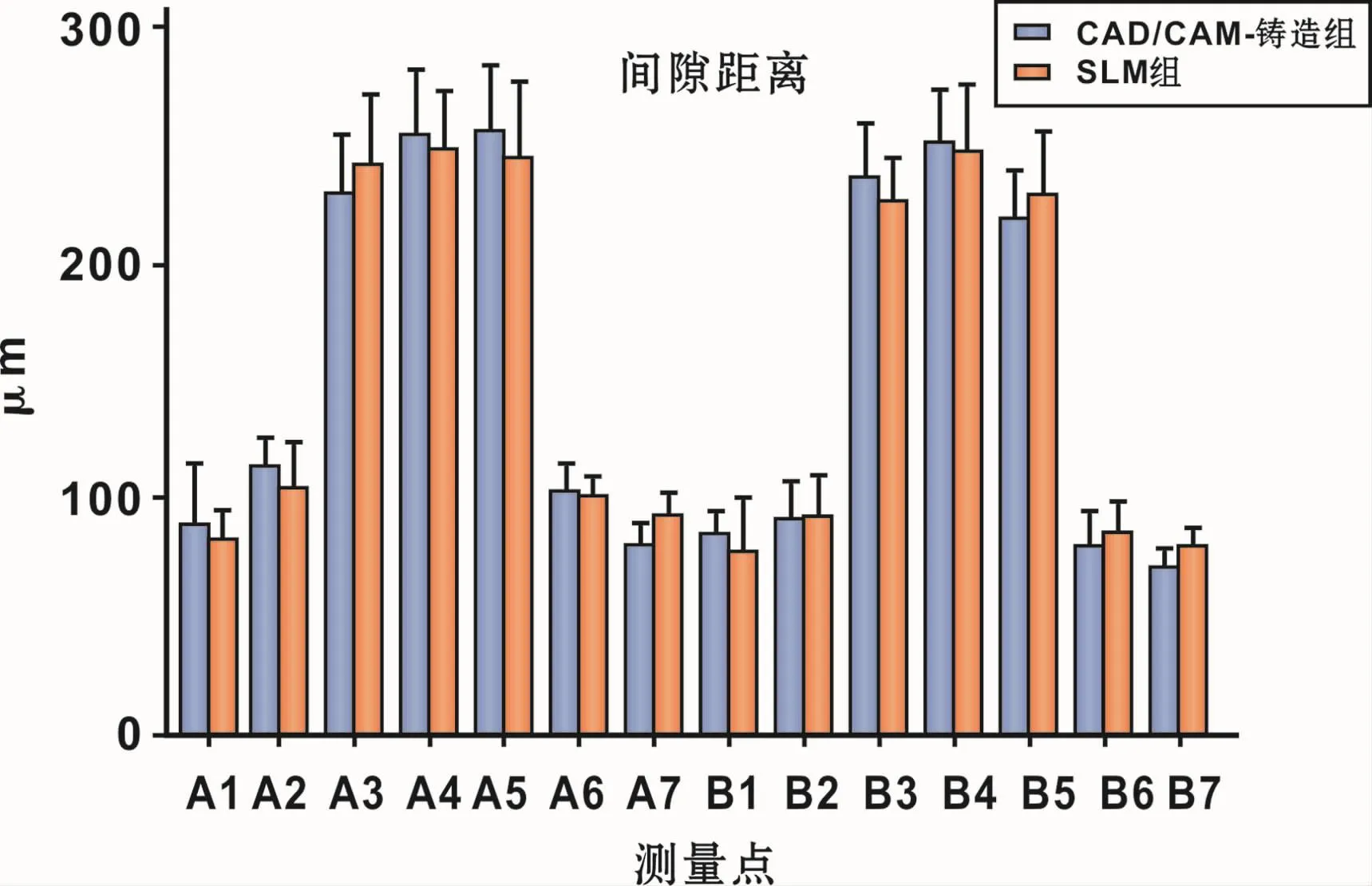
图5 “虚拟就位”后金属基底冠与基牙之间的间隙距离Fig 5 Gap distances of crowns and abutment teeth after“virtual seating”
2.3 冠厚度,粘接后金属基底冠与基牙之间的间隙距离

图6 SEM表面成像(×200)Fig 6 SEM surfaceview (×200)
SEM可观察到基底冠内表面并不光滑(图6),基底冠厚度测量结果见表3。2组基底冠厚度无明显差异,但SLM组误差相对较小。SLM组轴面尺寸精度高于CAD/CAM-铸造组,但面尺寸精度稍差。如图7所示,7个不同测量位点上,两组间隙距离均无显著性差异(P>0.05)。将“虚拟就位”法与粘接切割法获得的间隙距离进行比较,发现无论是CAM/CAD-铸造组还是SLM组,同一样本的同一测量位点,两种方法获得的数据无显著性差异(P>0.05)。

表3 金属基底冠厚度(n=10)Tab 3 Thickness ofmetal based crowns (n=10)

图7 粘接后金属基底冠与基牙之间的间隙距离比较Fig 7 Gap distances of crowns and abutment teeth after adhesion
3 讨 论
3.1 不同加工制造方法对全冠尺寸精度的影响
SLM技术是一种“增材制造”技术,与传统铸造法相比,省去了蜡型制作、安插铸道、蜡型包埋、铸造及切割铸件等多个环节,减少了加工时间和耗材,还将人为因素造成的误差降到最低。研究结果显示两种制备方法制得基底冠厚度无明显差异,SLM组尺寸精确度略高于CAD/CAM-铸造组,尤其是在轴面上,但面尺寸精度稍差。设计时的零件摆放方式造成轴面与面尺寸精度存在较大差异,Z轴方向精度误差稍大。SLM技术成型金属零件的最终成型质量,除外设计因素,还受多方面因素影响,如粉末粒度、铺粉厚度、激光功率、扫描速度及扫描间距等加工参数。在X-Y平面上激光能量密度会影响熔化道宽度,造成测量尺寸偏差。而在Z轴方向上,还受到铺粉厚度及粉末松装密度等影响,因此面尺寸误差相对较大。本研究在激光功率150W、加工层厚30μm、曝光时间50μs的条件下,得到的试件成型效果最佳。Khan等[12]比较不同扫描间距SLM成型黄金单冠的表面质量,发现扫描间距为75μm时得到的金属冠表面比50μm时更粗糙,且层与层之间有空隙生成。Hong等[13]学者发现在激光功率200 W、扫描速度128.6 mm/s条件下,扫描间距为100μm时得到的钴铬合金试件表面粗糙度较低。赵进炎等[14]发现增加小颗粒粉末比重,减小粉层厚度,加大激光能量都能降低金属表面粗糙度,提高致密度。改变SLM成型过程中的任一加工参数,都会影响最终成型的致密度、表面粗糙度、尺寸精度及机械性能等。而对于同一种材料,不同设备的最佳加工参数也不尽相同,不可一概而论。
CAD/CAM制造是一种“减材制造”技术,相对浪费材料。在金属修复体制作中可分为两类,切削蜡型再铸造或直接切割硬质金属,后者在切割过程对钻头磨损较大,需要不断更换钻头,提高了加工成本,故而应用较少。本研究采用CAD/CAM-铸造法,一次性完成多个修复体的蜡型制作,较传统铸造法缩短了加工时间,一定程度上避免了人工误差造成的蜡型制作不佳。CAD/CAM-铸造法避免了制作蜡型时人为因素造成的误差,但蜡型的变形、收缩,包埋材料的选择,铸道的设计等仍会影响金属基底冠尺寸精度。
SLM技术制备金属基底冠的尺寸精度能够满足临床要求,且较CAD/CAM-铸造法更稳定、精确。
3.2 2种修复体密合性评价方法的比较
一个合适的修复体对牙体及牙周组织的健康至关重要。美国牙科医学会标准规定,临床上可接受的边缘差异为25~40μm,但一般铸造修复体很难达到这一要求[15],在临床上可接受的边缘差异的上限为80~150μm[16-17]。本研究中两种方法制作的金属基底冠的边缘密合性均满足该标准。从本研究的实验结果可知,面间隙距离较边缘及轴面间隙距离明显增大。这可能是由于标准牙体预备树脂代型轴面聚合度小,影响了粘接剂的排溢,从而造成粘接剂在面的堆积。而在“虚拟就位”过程中,由于存在配准偏差,有时会出现不同程度轴面重叠的情况,无法进行间隙距离的测量,从而不能真正模拟基底冠完全就位的状态。因此该方法获得的实验结果,尤其是面间隙距离均值及标准差偏大。
评价修复体密合性尤其是边缘密合性的方法很多,目前尚未找到最佳方法。截面间隙测量法可模拟实际临床情况,测量数据准确性较高。但需要破坏模型,不易重复,切割过程中有可能造成修复体与代型之间的分离[18]。近年来,少数学者利用数字化辅助方法得到代型与修复体的三维数据,“虚拟就位”后通过逆向工程软件提取两者的边缘线,二维截面上进行距离测量获得最终数据[19]。该方法不破坏模型且能够多次重复,但依赖于高精度的扫描设备,在配准“虚拟就位”的过程中存在一定误差,并且要求操作者能熟练应用相关软件,具有一定局限性。本研究将上述后2种方法相结合并进行比较,数字化“虚拟就位”法测得的数据虽与粘接切割截面测量法无明显差异,但数据分散,误差较大,不能精确反映出间隙距离。这可能是由于扫描设备精度欠佳、“虚拟就位”时配准存在较大误差,并不能完全模拟基底冠就位的真实情况,从而不能精确反映各样本的间隙厚度。虽然本研究中“虚拟就位”法测得的数据欠精确,但为评价修复体密合性提供了更加便捷的数字化定量评价方法。在今后的研究中还需提高设备扫描精度,精确配准点,寻找准确度更高的设计软件。
3.3 预留间隙的选择
选择合适的预留间隙可补偿金属收缩造成的临床修复体就位困难,也是设计基底冠的基础。间隙过小,直接影响基底冠的就位和粘接剂的排溢;间隙过大,易发生粘接剂的溶解及微渗漏等一系列现象而造成修复失败[20]。扫描石膏模型获得数字化模型数据之后,需在相应软件中进行基底冠的设计,CAD/CAM铸造基底冠设计时不仅需要预留出粘接剂的厚度,还需要考虑到在失蜡铸造的过程中,金属会发生不同程度的收缩。本研究中SLM钴铬合金基底冠的预留间隙恰好与CAD/CAM-铸造基底冠一致,均从50μm组开始能够顺利就位。但值得注意的是金属原料、加工设备及工艺不同,该间隙距离可能会发生改变,仍需要重新寻找合适的预留间隙。
4 结 论
SLM技术制备金属基底冠的密合性在临床可接受范围内,且该技术较CAD/CAM-铸造法制备的金属基底冠更加精确、稳定。“虚拟就位”法测量间隙距离为数字化评价修复体密合性奠定了基础,但测量精度尚有待提高。
[1]董研,姜献峰,袁喜根,等.3D打印赝复体可摘局部义齿支架的初步研究和临床应用[C].中华口腔医学会第九次全国口腔修复学学术会议论文汇编.北京:2016.
[2]Jevremovic D,Puskar T,Kosec B,et al.The analysis of themechanical properties of F75 Co-Cr alloy for use in selective lasermelting(SLM)manufacturing of removable partial dentures(RPD)[J].Metalurgija,2012,51(2):171-174.
[3]Wu L,Zhu H,Gai X,et al.Evaluation of themechanical properties and porcelain bond strength of cobalt-chromium dental alloy fabricated by selective lasermelting[J].JProsthet Dent,2014,111(1):51-55.
[4]Zhang S,Li Y,Hao L,et al.Metal-ceramic bond mechanism of the Co-Cr alloy denture with original rough surface produced by selective lasermelting[J].Chin JMech Eng,2014,27(1):69-78.
[5]Xiang N,Xin XZ,Chen J,et al.Metal-ceramic bond strength of Co-Cr alloy fabricated by selective laser melting[J].JDent,2012,40(6):453-457.
[6]Kokubo Y,Ohkubo C,Tsumita M,et al.Clinicalmarginal and internal gaps of Procera All Ceram crowns[J].JOral Rehabil,2005,32(7):526-530.
[7]党玉琪,张春宝,王伟娜,等.选择性激光熔覆(SLM)制作钴铬合金冠的适合性研究[J].实用口腔医学杂志,2015,31(3):313-317.
[8]毛菁红,陈克南,高勃.电子束熔融(EBM)技术3D打印纯钛冠的适合性研究[J].实用口腔医学杂志,2016,32(2):173-177.
[9]Quante K,Ludwig K,Kern M.Marginal and internal fit of metal-ceramic crowns fabricated with a new laser melting technology[J].DentMater,2008,24(10):1311-1315.
[10]Ucar Y,Akova T,AkyilMS,etal.Internal fitevaluation of crowns prepared using a new dental crown fabrication technique:Laser-sintered Co-Cr crowns[J].JProsthet Dent,2009,102(4):253-259.
[11]Kim EH,Lee DH,Kwon SM,et al.A microcomputed tomography evaluation of themarginal fitof cobalt-chromium alloy copings fabricated by new manufacturing techniques and alloy systems[J].J Prosthet Dent,2017,117(3):393-399.
[12]Khan M,Dickens P.Selective lasermelting(SLM)of pure gold formanufacturing dental crowns[J].Rapid Prototyping J,2014,20(6):471-479.
[13]Hong MH,Min BK,Kwon TY.The influence of process parameters on the surface roughness of a 3D-Printed Co-Cr dental alloy produced via selective laser melting[J].Applied Sciences-Basel,2016,6(12):401-411.
[14]赵进炎,仇毅,刘富荣,等.SLM成型医用钴铬合金的表面粗糙度与致密度研究[J].应用激光,2014,34(6):524-527.
[15]Amin BM,Aras MA,Chitre V.A comparative evaluation of themarginal accuracy of crowns fabricated from four commercially available provisional materials:Anin vitrostudy[J].Contemp Clin Dent,2015,6(2):161-165.
[16]Fransson B,Øilo G,Gjeitanger R.The fitofmetal-ceramic crowns,a clinical study[J].Dent Mater,1985,1(5):197-199.
[17]McLean JW,von Fraunhofer JA.The estimation of cement film thickness by anin vivotechnique[J].Br Dent J,1971,131(3):107-111.
[18]Nawafleh NA,Mack F,Evans J,etal.Accuracy and reliability of methods to measure marginal adaptation of crowns and FDPs:A literature review[J].JProsthodont,2013,22(5):419-428.
[19]陈永刚,吕培军,王勇,等.全冠修复体边缘密合性的数字化辅助评价方法[J].口腔医学,2011,31(6):321-323.
[20]Hoang LN,Thompson GA,Cho SH,et al.Die spacer thickness reproduction for central incisor crown fabrication with combined computer-aided design and 3D printing technology:Anin vitrostudy[J]J Prosthet Dent,2015,113(5):398-404.
