汽车生产线方向盘对中方案探讨
2018-04-11张海源黄巨成古红晓朱钊
张海源,黄巨成,古红晓,朱钊
(奇瑞商用车(安徽)有限公司,安徽 芜湖 241006)
前言
方向盘通过花键与转向轴连接,其功能是将驾驶员作用到转向盘边缘上的力转变为转矩后传递给转向轴,用来控制车辆的行驶方向[1]。
当今在轿车的生产线装配方向盘时,装配者需要对方向盘进行对中定位操作,以确保方向盘相对于转向轮左转极限与右转极限的角度相同,保证方向盘在中间位置时,车辆能够保持直线行驶。如果方向盘装配不居中,会导致车辆在直行过程中,方向盘向一侧偏转一定的角度,会引起驾驶员刻意去修正方向盘的角度进而引起车辆跑偏[2],引起客户抱怨。
生产线上装配方向盘时,如果装配工操作不熟练,不仅装配工时较长,装配精度也会相应降低。所以本文针对方向盘的装配方法进行探讨。
1 人工对中
人工对中装配包括手工对中和辅具方向盘对中。
1.1 手工对中
人工对中应用工位在车辆已经从装配线上驶下,在做四轮定位前。
手工对中即操作工将方向盘分别向左、向右打死,观察方向盘分别在转向机行程内的左右极限位置处于组合开关的相对位置,是否左右一致。如果不一致将方向盘从转向管柱拆掉重新装配,重复上述调整方法。
此种装配方法精度差,误差在±10°;工时长,生产节拍约 60s。为此,生产线为提高精度与缩短生产节拍,增加了辅具方向盘。
1.2 辅具方向盘对中
辅具方向盘对中需要在生产线上增加一个辅具方向盘。提前用辅具方向盘调整方向盘与车轮的相对位置。与上述手工调节不同的是,辅具方向盘上面有刻线等明显标志。
例如某车型的(方向盘总圈数为3圈)调整方法:
(1)使用方向盘调整辅具(图 1),将方向盘向左打到底,调整方向盘辅具的起点位于仪表的正前方,如图2;
(2)反方向打方向盘约1.5圈,使辅具的终点线第二次与辅具方向盘的基点线相重合;
(3)拔出方向盘辅具,水平方向装配商品化方向盘于转向管柱上。

图1 方向盘调整辅具

图2 标记点调整位置
两种人工对中方法是初期生产线装配方向盘时采用的,主要是利用人工肉眼观察对中装配。由于主观因素起决定性作用,所以装配误差一般比较大,±10°。返工率高,生产线耗时较长,生产节拍约为60s。如果此处为新装配工的话,耗时会更长。
2 设备对中
方向盘对中设备是应用在车辆生产线中,方向盘装配工位位于装配轮胎之前。

图3 方向盘对中设备(伺服电机)

图4 方向盘对中设备(支撑支架)
方向盘对中设备的工作原理是:用一个花键套筒与转向柱的输入轴上端的花键连接,通过伺服电机驱动套筒转动转向管柱,先左转至极限位置,然后再右转至极限位置,通过伺服电机脉冲计算旋转的角度,然后设备中心计算出总角度的中间角度,得出居中位置后,设备枪头内置“撞针”动作在转向管柱输入轴上端面标刻记号,下一工位根据此记号安装方向盘,同时需要方向盘花键处有刻线标记(或者缺少一齿)。如此即可保证方向盘左、右旋转极限角度相等。[2]
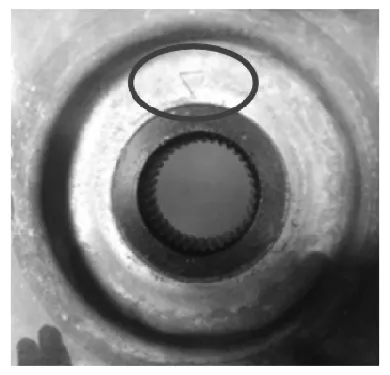
图5 方向盘标记
方向盘标记或者缺齿位置位于花键的齿顶处,有利于保证装配的精度。
此种对中设备缺点:
(1)当设备在转向管柱上端面刻线时,刻线位于花键齿顶处,此时装配方向盘时则会出现最大误差5°;
(2)加装设备枪头及定位支撑杆机构时容易与车身干涉,造成车辆面漆划伤;
(3)定位支撑杆的相对尺寸较大,不利于操作人员使用。
(4)方向盘对中设备使用的工位具有特殊性,必须在轮胎装配之前使用。此时需要的设备伺服电机功率较小,重量较小,较轻便。
此种类型的方向盘对中设备,在各大主机厂的生产车间应用广泛。鉴于上述缺陷,设计开发一种通过转向系统各零部件之间的配合来保证方向盘居中的装配方法-刻线标记。
3 刻线标记
鉴于设备对中方案中存在设备沉重、易刮擦车漆。选取一种在转向管柱与方向盘做标记对中,取消方向盘对中设备。具体实施方案如下:
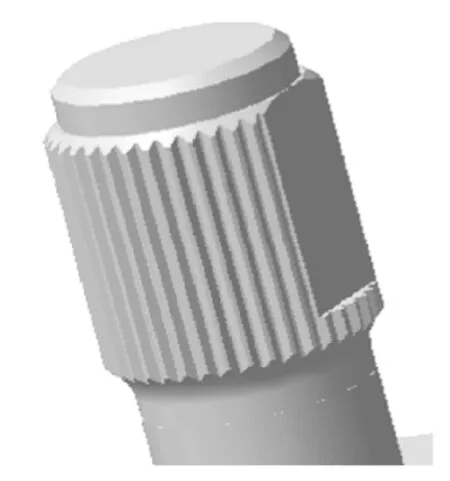
图6 转向机输入轴
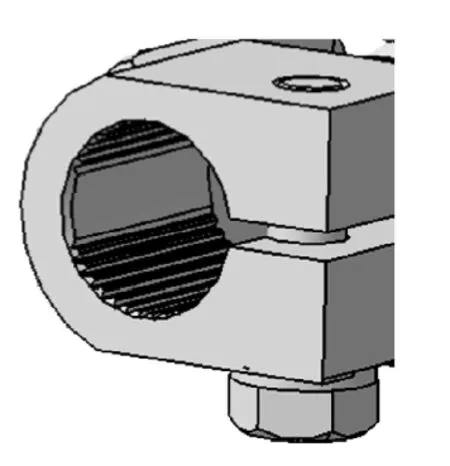
图7 转向管柱下节叉
(1)转向机输入轴外花键做盲齿处理(图 6),转向管柱下节叉内花键做盲齿配合转向机输入轴(图7)。
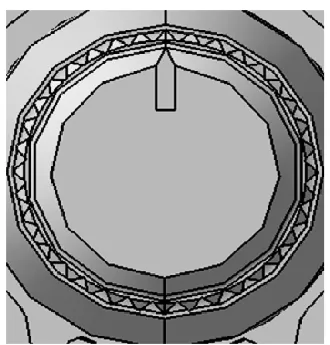
图8 转向管柱输入轴刻线标记
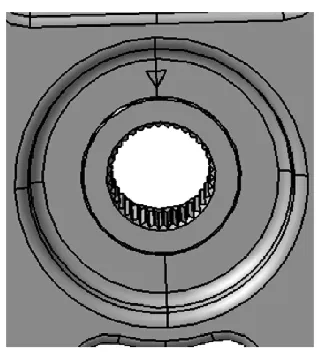
图9 方向盘刻线标记
(2)转向管柱输入轴中间位置刻线(图 8),方向盘花键标记(图9)。
(3)转向管柱刻线与下节叉盲齿角度要求,精度为±5°(图10)。
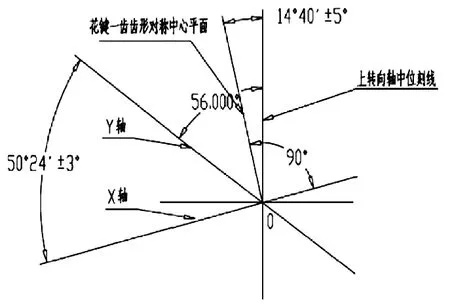
图10 转向管柱刻线与下节叉盲齿中心线夹角示意图
定位原理:当转向管柱与转向机输入轴装配固定时,因为此处配合花键有盲齿,所以管柱与转向机的固定位置具有唯一性。即车轮摆正时,转向管柱的位置已经固定了,此时转向管柱输入轴上端面的刻线应该与车辆的Y轴平行并指向车辆前进方向。然后将方向盘与转向管柱装配,将方向盘标记与管柱输入轴对正,装配完成后,方向盘位于中间位置,车辆保持直线行驶。[3]
我处某款七座SUV车型的方向盘对中采用刻线标记。有效缩短了工时,有效缩短 EHPV(设计单车工时)[4];降低了方向盘对中的误差。
此方案的缺陷为管柱输入轴上端面刻线设备的精度要求非常高,设备的刻线精度不能大于5°。如果大于5°刻线对中的作用就失效了,需要人工进行对中矫正。误差与生产节拍都不能保证。
4 总结
针对上述三种装配方向盘方法的陈述,人工装配消耗工时时长最多。设备对中要求方向盘装配工位必须在轮胎装配工位之前。虽然提高了装配精度,但是存在设备沉重且存在易刮擦车漆的风险。刻线标记的对中方式,操作简便,操作工位灵活。但是对管柱刻线设备的精度要求过高,需要转向管柱生产厂家花费大量资金购入精度较高的刻线设备。
综上所述,刻线标记的方向盘对中方案的精度最高、操作最方便。达到提高生产效率,缩短工时,提高方向盘对中效率与精度。减少因为方向盘不正导致车辆跑偏的售后抱怨。
[1] 刘涛,汽车设计[M].北京,北京大学出版社,2008.
[2] 杨东伟,李梦奇.方向柱对中技术[J],2012.
[3] 陈家瑞等. 汽车构造[M].北京,机械工业出版社,2011.
[4] 余志生,汽车理论[M].北京,机械工业出版社,2009.
