快插式转向管柱伸缩轴工装的开发与使用
2022-11-02赵晓杰
赵晓杰
(北京奔驰汽车有限公司,北京 100176)
转向系统是车辆底盘的重要系统之一,其中转向管柱是转向系统的重要部件,使驾驶员作用在转向盘上的力矩通过转向管柱、转向机、转向横拉杆等部件转化为车轮的运动,实现车辆转向的目的。随着安全性要求的逐步提升,转向管柱还要承担二次碰撞中能量吸收的作用,以保护驾驶员的安全。
在汽车制造企业,转向管柱的开发已经非常成熟,功能与安全性都已经很完善。对于车辆制造商来说,会更加关注转向管柱与转向联接轴的装配,因为装配的操作直接影响车辆的装配速度与工人操作的劳动强度。
传统转向管柱伸缩轴与联接轴之间的联接方式大多为螺栓联接。为提高转向管柱伸缩轴与联接轴之间的联接速度,联接方式趋于采用快插式联接。快插式的联接操作简单、省时省力。工人只需将转向管柱的下伸缩轴插入转向联接轴的孔洞中,卡入到位即可,无需打紧螺栓。很多车辆制造商为保证伸缩轴在车辆装配过程中处于正确位置,使用绑带捆绑的方式,但这种方式不仅耗费更多的工时,并且操作不方便,可靠性低,伸缩轴可能在车辆生产制造时不会处于恰当的位置,从而影响生产的节拍。本文介绍的应用于快插式转向管柱联接轴的工装,只需要工人具备相应的操作经验,装配简单、可靠,生产稳定性高。 其转向系统结构如图1所示。

图1 转向系统结构图
1 转向管柱伸缩轴及联接轴设计
1.1 传统转向管柱伸缩轴与新型伸缩轴的端部联接处设计对比
在整车上,转向管柱的伸缩轴要与转向联接轴相联接或直接与转向机的输入轴联接。对于长轴距车,因座舱与前桥上转向机的距离较远,需要通过转向联接轴将转向管柱伸缩轴与转向机输入轴联接起来。对于短轴距车,转向管柱的伸缩轴可与转向机的输入轴直接联接。本文讨论的是长轴距车转向管柱伸缩轴与转向联接轴相联接时工装的使用。
从图2可以看出,传统的转向管柱伸缩轴下部设计较为简单,有一个通孔使螺栓穿过通孔后与转向联接轴上的焊接螺母打紧。拧紧螺栓的操作需要在发动机舱内零部件都完成装配后进行。螺栓联接式转向管柱伸缩轴与联接轴的优点在于设计简单、成本较低,但同时存在因螺栓打紧扭矩不足时导致联接不可靠及噪音的风险。另外,因为此处打紧扭矩较大,通常为30 Nm+90°转角,对操作工人很有挑战,而反冲力臂的使用又受到装配空间的限制,在大多情况下难以应用。这也是车辆装配厂一直以来难以解决的问题。因此快插式转向管柱伸缩轴得到了越来越多的应用。
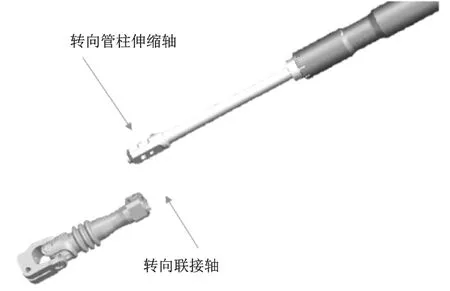
图2 传统的转向管柱伸缩轴(螺栓联接)
如图3所示,快插式转向管柱伸缩轴的联接端设计及制造均比螺栓联接式复杂,但具有操作简单、劳动强度低、装配速度快的优点,操作工人只需将花键式结构端插入联接轴即可。

图3 新的转向管柱伸缩轴(快插式)
在装配要求方面,需要柱销弹出,并且弹出的长度需要达到1 mm。如图4 、图5所示。

图4 快插式联接轴柱销装配初始状态
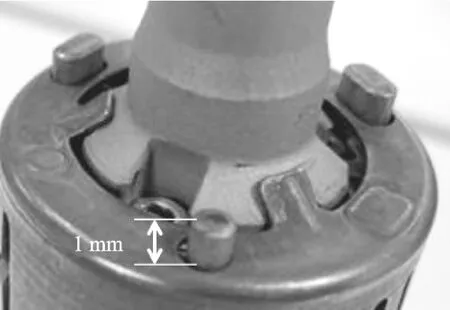
图5 快插式联接轴柱销装配后状态
1.2 转向管柱伸缩轴以及工装使用的必要性
转向管柱的伸缩轴是转向管柱的重要组成部分,位于转向管柱的下部,用来联接转向管柱的上端与转向联接轴,或直接与转向机相联。伸缩式转向轴的结构如图6(a)所示,转向轴的上、下两个联轴节之间通过花键轴和套筒连接,或者是“D”型管轴式连接,如图6(b)所示。花键轴的花键齿外周注塑一层塑料,形成一种可压塑料过盈配合,以消除花键配合的间隙。当汽车发生正撞时,通过花键轴套相对滑动来消除碰撞力产生的转向器齿轮轴向后的位移,达到隔绝首次碰撞力的目的。
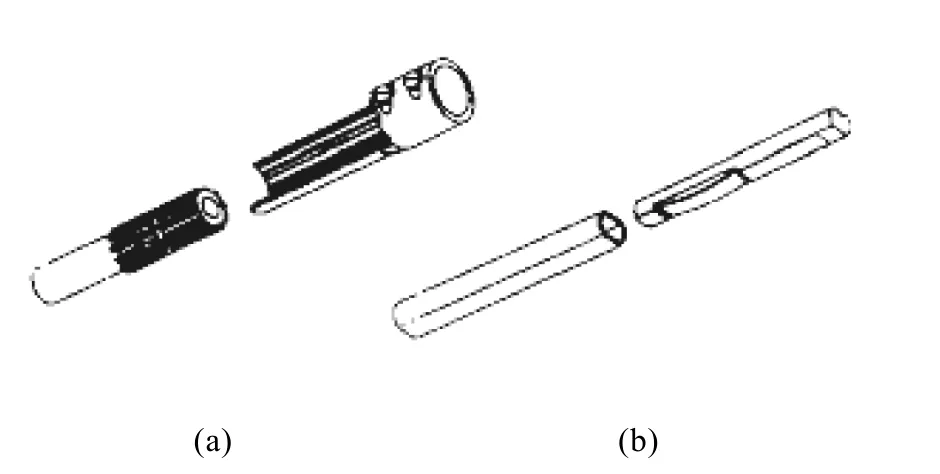
图6 伸缩式转向轴的结构
此外,伸缩轴长度可调整的设计也可以使同一转向管柱应用于同一平台不同轴距的车辆,降低产品的开发成本。
从装配角度,因伸缩轴的外套与内套之间可以相对移动,长度可调整,因此在整车厂进行仪表板总成的安装时,操作人员可以方便地将伸缩轴从座舱与发动机舱的前围板孔洞伸入发动机舱,再与转向联接轴或转向机的输入轴联接。
在装配过程中除了需要保证伸缩轴可以无任何障碍地从前围板伸入发动机舱,并且需要使伸缩轴的外套与内套保持固定的位置,靠近前围板,不能干涉发动舱内其他零部件的装配,在发动机舱内的零部件完成装配后,操作人员可以比较轻松地将内轴拉长与转向联接轴或与转向机输入轴相联,因此需要针对转向管柱伸缩轴与转向联接轴的联接方式采用不同的工装。
2 转向管柱伸缩轴在整车装配时的控制
2.1 转向管柱出厂时伸缩轴状态
转向管柱在出厂时,按照图纸的要求,伸缩轴将处于标称的位置,并且通过转向轴内外套筒之间的摩擦力保证转向轴不会随意伸长或压缩。
2.2 转向管柱伸缩轴在装配线上的状态
车辆生产商越来越多地使用模块化生产。转向管柱通常先装在仪表板模块上,再随着仪表板模块装配到整车。转向管柱伸缩轴从整车前围板防火墙的孔洞伸到发动机舱再与转向联接轴进行联接。为了不影响发动机舱内零件的装配,需要将转向伸缩轴推到最短的位置,并进行固定,待发动机舱内零件组装完成后,在底盘线释放转向轴,将其伸长后再与转向联接轴进行联接。
因此,需要一个工装固定转向轴将其临时固定在最短的位置,防止对发动机舱内零件组装造成干涉,并在底盘线将其取下,进行循环使用。图7(a)为在整车装配时转向管柱伸缩轴与转向联接轴联接前的状态,图7(b)为联接后的状态。

图7 转向管柱伸缩轴与转向联接轴联接前后状态
2.3 传统工装与新工装的使用
对于传统螺栓联接的转向管柱下伸缩轴,使用图8所示的塑料帽即可。塑料帽设计简单,只需保证与端部有足够的摩擦力不易脱落,且在与联接轴联接时操作工人容易将其拔出即可。

图8 传统螺栓联接时使用的工装
图9为快插式转向管柱下伸缩轴应用的工装。设计较为复杂,在工作面的尺寸控制方面要求较高。需要保证塑料片易塞入下伸缩轴的内外套之间,并且达到足够的摩擦力,使内外套之间在整车装配过程中不会发生位置的相对移动,并且在与联接轴快插联接时易拔出,不能断裂在内外套中,否则会造成转向管柱下伸缩轴与联接轴无法装配,车辆不能正常下线的情况。

图9 快插式转向管柱下伸缩轴应用的工装
2.4 快插式转向管柱伸缩轴工装的操作注意事项
快插式转向管柱下伸缩轴与转向联接轴,虽然联接操作方便,但对塑料工装的使用操作要求较高。操作工序如图10所示。
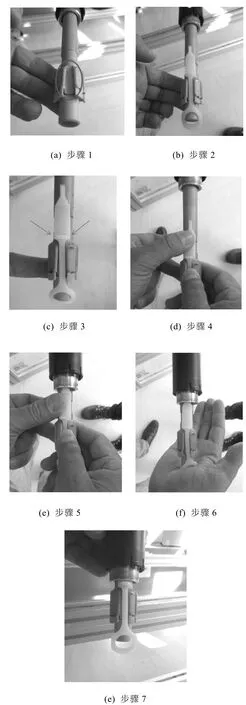
图10 快插式转向管柱伸缩轴工装使用操作示意图
(1)塑料工装需正确插入转向管柱下伸缩轴端部的孔槽中,通常会有防错措施,保证只有一个孔槽可以与塑料工装配合完好。工装的正确插入可以保证转向管柱下伸缩轴与转向联接轴联接时,工装处于面向车头的方向,易于操作工人拔出工装,并且不需要调整下伸缩轴的方向即可直接与转向联接轴相联接。
(2)需保证工装与转向管柱下伸缩轴贴合完好,工装卡槽边缘与下伸缩轴边缘贴合,如操作图片中的步骤3所示。此注意事项的目的是保证工装插入到内外套之间的合适位置,不易脱落,且易拔出,方便后续操作工人联接转向管柱下伸缩轴与联接轴的联接。
3 优化后工装对护套脱落问题的改善
新的快插式转向管柱在汽车厂进行试装时,曾多次出现护套脱落的问题,并且脱落后的护套被操作人员以错误的方向安装在转向管柱上。此错误通常直至仪表板总成安装到整车后才被发现,返修措施是从仪表板拆卸掉转向管柱,复原护套至正确位置后,再将管柱重新安装到仪表板。返修需要1小时工时。
在使用了工装后,通过适当增加工装的厚度,在解决生产装配问题的同时,可以避免管柱护套的脱落,以及由此造成的整车返修。
4 结论
为提高整车的装配速度,快插式转向管柱伸缩轴的应用越来越广泛。为满足生产要求,在将转向管柱总成随仪表板模块装到整车前,需要使用工装将转向管柱伸缩轴固定为一定的长度,并 确保伸缩轴内外套之间不会产生相对移动,便于将伸缩轴伸入到发动机舱内,并且不妨碍发动机舱内的零件装配。在发动机舱内零件完成装配后,由操作工人将工装取下,拉出伸缩轴内套至合适位置,与转向联接轴或转向机相联,完成转向系统零件的安装。本文介绍的工装,是针对快插式转向管柱伸缩轴的结构特点开发和使用的,既保证了转向管柱装配过程中的生产稳定性、操作方便性,又能够减少工人的操作工时,具有很高的实用性。
