聚磷酸铵改性及对木塑复合材料阻燃和力学性能研究
2018-03-27周煜程潘国栋姜洪丽
周煜程 牛 兵 潘国栋 姜洪丽
(泰山医学院化学与制药工程学院,山东 泰安 271016)
木塑复合材料是指采用木质纤维和热塑性塑料,经混炼加工制成的新型绿色环保材料,它既保持了原材料的特点,又使各组分之间相互协同,形成了优于原有材料的特性。在进行木材高技术新材料的研究方面,木塑复合材料是最具潜力的一种新型结构用材,这是因为木材是一种大量可再生的且价格较为低廉的材料,而与之复合的高分子聚合材料通常是具有广泛用途的工业材料,因此价格亦较低廉,将这两种价格低廉、来源丰富的材料粘合在一起生产出新型的复合材料,它即能克服木材的强度低和变异性大等使用局限性,又具有比单一高分子材料较好的力学性能。木塑复合材料对保护森林资源和生态环境,充分回收、利用废旧材料,化废为宝,消除白色污染也有着显著的经济和社会效益,开发前景广阔[1-3]。然而木材和塑料都具有易燃的特点,且燃烧时还会释放出大量的浓烟和有毒气体,因此对复合材料进行阻燃成为了制备性能优良的木塑复合材料的关键[4-5]。国内外对木塑复合材料的阻燃研究主要集中于添加低烟、无卤的磷系阻燃剂,尤其以聚磷酸铵(APP)的应用研究最为引人注目。但是由于APP本身具有较强的吸湿性,高温或者遇潮时,APP粒子易发生离析,使阻燃性能下降,同时APP高温易分解,在有机物中分散能力差,相容性低,对材料加工和力学性能产生影响[6]。本研究采用乙烯基三甲氧基硅烷(A171)对聚磷酸铵(APP)进行改性,制备改性聚磷酸铵(M-APP),以改善APP在木塑复合材料中相容性差、力学性能低的缺点,以HDPE、木粉为主要原料,以改性聚磷酸铵(M-APP) 为阻燃剂,通过双辊混炼机熔融共混制备HDPE/木粉复合材料,并对复合材料的力学性能、阻燃性能进行了研究。
1 实验部分
1.1主要原料
高密度聚乙烯(HDPE),5000S,大庆石化公司;木粉(直径178μm),自制;聚磷酸铵,n>1000,山东世安化工有限公司;乙烯基三甲氧基硅烷,A171,济南润泉化工有限公司;马来酸酐接枝PE(MAPE),CMG9804,上海日之升新技术公司;抗氧剂1010,扬子石化公司。
1.2主要仪器设备
鼓风干燥箱,401A型,江都市明珠实验机械厂;双辊混炼机,SK-100型,哈尔滨特种塑料制品有限公司;平板硫化压机,SL-3型,哈尔滨特种塑料制品有限公司;氧指数仪,JF-3型,江宁县分析仪器厂;万能力学试验机,RG-20型,深圳瑞格尔仪器有限公司;冲击强度实验机,XJC-25D型,承德精密试验机厂。
1.3改性聚磷酸铵(M-APP)的制备
将100 g聚磷酸铵、2.5 ml A171和120 ml无水乙醇放入三口瓶,60 ℃下震荡反应1.5 h,搅拌子转速100 r/min。反应结束后,将反应产物过滤、洗涤,放入烘箱中烘干。
1.4实验材料的制备
将木粉在120 ℃下鼓风干燥箱中烘干24 h脱水;将M-APP在微型粉碎机中粉碎成末。将木粉、HDPE、MAPE、M-APP、抗氧剂按比例混合均匀,将混合物在双辊开炼机上混炼15 min,混炼温度为165 ℃。然后在热压片机上模压3 min成复合材料片材,制样。
1.5性能测试
力学性能测试:弯曲强度和弯曲模量参照GB9341-88测试;悬臂梁冲击强度参照GB/T9341-88测试。极限氧指数测试(LOI):参照GB2046-80测试。
2 结果与讨论
2.1阻燃性能分析
在本实验中,HDPE/木粉复合体系中均含有固定比例的MAPE(5%MAPE)。表1给出了采用M-APP阻燃的各种不同HDPE/木粉配比的木塑复合材料极限氧指数(LOI)实验数据。从表1中可知, HDPE和木粉配比为70∶30的复合材料氧指数为18.6,而配比为50∶50的材料氧指数为19.2,说明以易燃的HDPE和木粉为原料获得的HDPE/木粉复合材料也是易燃材料。通过研究不同M-APP添加量对复合材料的LOI的影响可知,随着M-APP添加量的增加,复合体系的极限氧指数也随之增加。比如在HDPE∶木粉=70∶30体系中,当M-APP的添加量为5%时,材料的极限氧指数为22.7%,而M-APP的添加量为25%时,其极限氧指数为27.3%,极限氧指数提高了20.3%,说明M-APP的加入,能明显改善复合材料的阻燃性能。这是由于M-APP高温分解产生聚磷酸催化木粉中的聚糖发生脱水反应,生成的气态水对复合材料热解后产生的挥发物有稀释作用。在M-APP体系填充量不变的情况下,随着木粉含量的增加,材料的氧指数也有一定的增加。如:在填充15%M-APP体系时,HDPE∶木粉=70∶30的体系中氧指数为25.2%,HDPE∶木粉=50∶50体系中则为26.1%,这说明木粉的添加有利于复合材料的阻燃,这可能是因为材料燃烧时,木粉形成炭层覆盖在表面,起了成炭剂的作用。
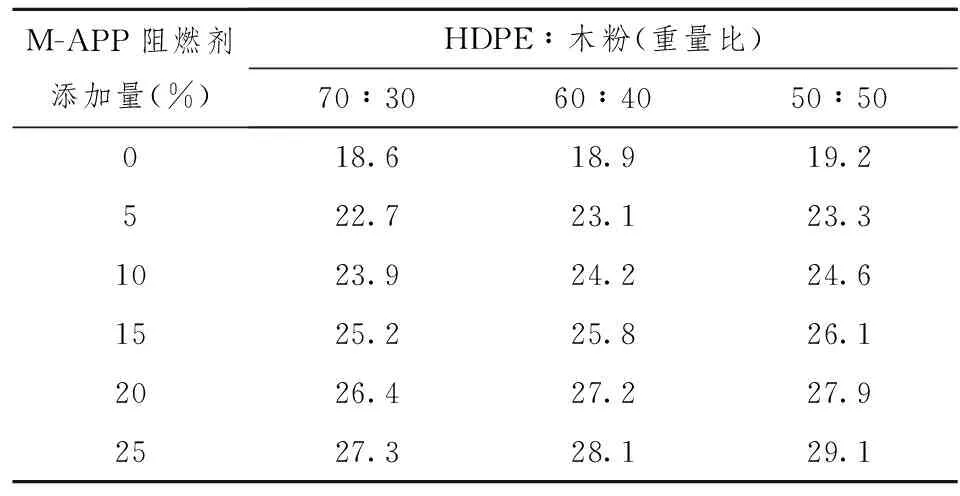
表1 不同HDPE/木粉配比下的极限氧指数(%)
注:每组HDPE/木粉复合材料中含有固定比例的MAPE(5%MAPE)
2.2力学性能分析
不同HDPE/木粉配比下木塑复合材料拉伸强度和弯曲强度的实验结果分别见图1和图2。图1中的三条曲线分别表示三种不同HDPE/木粉比例体系复合材料的拉伸强度随M-APP添加量的变化。由图可知,随着木粉含量的增加,复合材料的拉伸强度增大,说明木粉对材料的拉伸性能有增强作用,特别是HDPE∶木粉=50∶50体系,在无添加M-APP下,材料的拉伸强度达32.7 MPa;随着M-APP添加量的增加,材料的拉伸强度随之下降,尤其是M-APP添加量大于15%后,拉伸强度下降明显。比如HDPE∶木粉=60∶40体系中,拉伸强度由29.6MPa(15%M-APP添加量)降低到27.5MPa(25%M-APP添加量),降低了7.1%。
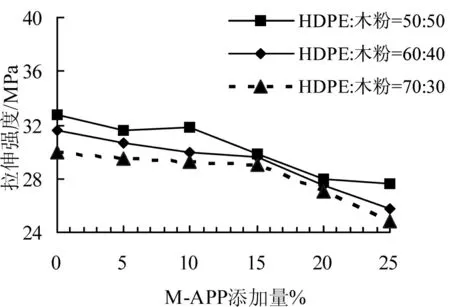
图1 IFR添加量和木粉含量对HDPE/木粉复合材料拉伸强度的影响
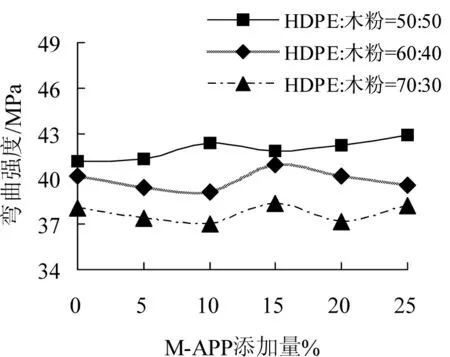
图2 IFR添加量和木粉含量对HDPE/木粉复合材料弯曲强度的影响
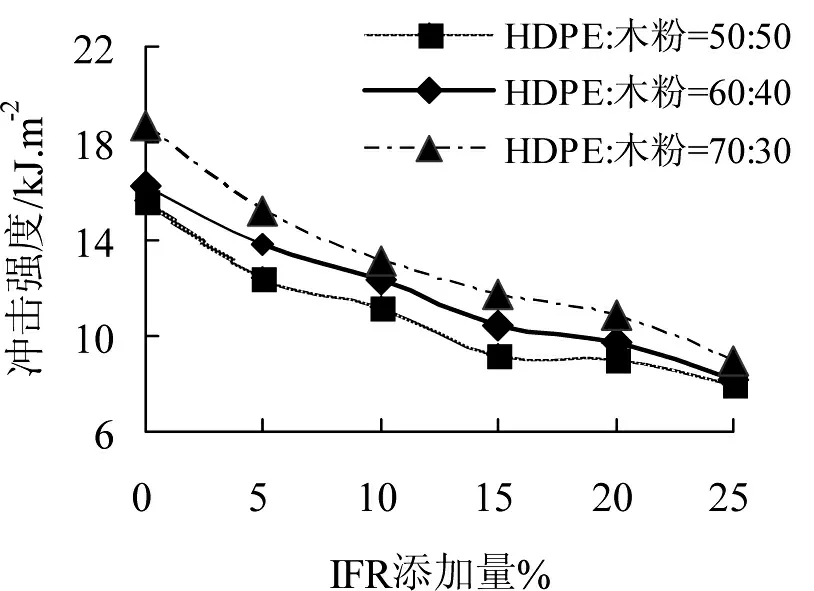
图3 IFR添加量和木粉含量对HDPE/木粉复合材料冲击强度的影响
从图2中实验数据上看,与拉伸强度一样,随木粉添加量的增加,复合材料的弯曲强度有明显增加,则说明木粉增加了材料的刚性。在相同HDPE/木粉比例体系中,随M-APP添加量增加,M-APP的添加对复合材料的弯曲强度影响不大。
图3给出了材料悬臂梁非缺口冲击强度的实验数据。冲击强度是评价材料韧性的重要指标。与弯曲强度和拉伸强度的变化相反,随着木粉添加量的增加,材料的冲击强度下降。在相同HDPE/木粉比例体系中,随M-APP添加量增加,材料的冲击强度也明显地降低。在HDPE∶木粉=50∶50体系中,冲击强度由18.7 KJ·m-2降低到8.9 KJ·m-2,降低了52%。在M-APP添加量达到25%时,三个体系的冲击强度数值接近。
3 结 论
(1) 氧指数实验结果表明随着木粉含量的增加,材料的极限氧指数提高;在HDE/木粉配比相同条件下,材料的阻燃性随M-APP添加量的增加而增大,M-APP的加入使复合材料具有良好的阻燃性能。 (2) 力学性能测试表明随着木粉添加量的增加, HDPE/木粉复合材料拉伸强度和弯曲强度增加,而冲击强度降低,但随着M-APP添加量的增加,材料的拉伸强度和冲击强度有明显降低,弯曲强度变化不大。
[1] John ZL, WU QL, Harold S. Chemical Coupling in Wood Fiber and Polymer Composites: A Review of Coupling Agents and Treatments [J]. Wood Science and Teachnlogy, 2000,32(1):88-926.
[2] 贺金梅,李斌. 热塑性聚合物/木纤维复合材料料界面相容性、热稳定性和阻燃性的研究进展[J]. 高分子材料科学与工程,2004,20(1): 27-30.
[3] Wu Jingshen, Yu Demei, Chan Chiming, et al. Effect of Fiber Pretreatment Condition on The Interfacial Strength and Mechanical Properties of Wood Fiber/PP Composites[J]. Application of Polymer Science, 2000, 76(7): 1000-1010.
[4] 周林, 李丽萍. 硅烷改性聚磷酸铵对木粉/聚丙烯复合材料阻燃性能的影响[J]. 燃烧科学与技术,2012,18(1):62-66.
[5] 董吉, 李斌. 膨胀型阻燃剂对聚丙烯-木粉复合材料阻燃及力学性能的影响[J]. 化学与黏合,2007,29(4):269-283.
[6] 曹垒,王开立, 姚臻. 聚磷酸铵的改性及其对聚丙烯阻燃特性的研究[J]. 高分子材料科学与工程,2007,23(4):136-139.
