挤压参数对单螺杆挤压机单位功耗影响研究
2018-03-24于双双白兴达吴春艳张琪陈善峰
于双双,白兴达,吴春艳,张琪,陈善峰
(山东理工大学农业工程与食品科学学院,山东淄博255049)
挤压加工技术是集输送、混合、粉碎、剪切、增压和泵出等功能于一体的新型加工技术,具有应用范围广,原料利用率高和能源节约等诸多优点而被广泛应用于谷物食品加工、酿造以及制油领域中[1-4]。以半湿法玉米胚为原料,运用单螺杆挤压机挤压浸油简化了制油工艺,省去了蒸炒、轧胚、筛分、预榨等操作工艺,节约了生产成本,同时提高了原料利用率[5-6]。单螺杆挤压机与双螺杆及多螺杆挤压机相比具有价格低、工艺简单、操作流程短等优点,同时挤压所得玉米原油质量较好,残油率低,挤压膨化半湿法玉米胚浸油工艺具有一定的研究和应用价值[7]。
单位功耗是指单位生产能力消耗的功率,在一定程度上能够体现挤压机性能的高低,是反映挤压机系统特性的重要指标[8-9],关于挤压机的功耗问题一直是研究的热点。杨绮云等[10]以荞麦、薏米、黑米为原料,研究了螺杆转速、物料湿度和机筒温度对双螺杆挤压机单位功耗的影响,得到功耗较低的操作参数。郭树国等[11]研究了豆粕挤压过程中,物料含水量、螺杆转速、机筒温度和模头长径比对耗电量的影响规律,得到耗电量低的参数组合,并且得出螺杆转速对耗电量影响最大。本文以半湿法玉米胚粕为研究对象,运用单螺杆挤压对玉米胚芽进行挤压膨化预处理,研究在挤压膨化过程中阻流环直径、轴头间隙、螺纹升角以及螺杆转速对单螺杆挤压机单位功耗的影响,为单螺杆挤压机更好地应用于挤压膨化浸油工艺提供理论基础和试验依据。
1 材料与方法
1.1 原料
半湿法玉米胚(含水率为7.61%,含油率为19.00%):黑龙江肇东金玉集团公司油脂厂。
1.2 设备
单螺杆挤压机说明螺杆参数(挤压机包括3节套筒和1根螺杆,螺杆转速及套筒温度均可调[12]):山东理工大学农产品精深加工实验室自制;数据记录仪:杭州米科仪表设备有限公司。
1.3 数据采集
运用数据记录仪记录电流和压力值,同时记录一定时间内的喂料量。
1.4 计算方法

式中:P 为单位功耗,kW·h/kg;U 为电压,380V;I为电流,A;t为时间,h;M 为喂料质量,kg。
螺杆挤压机的挤料速度:140 r/min(进料速度)18 kg/h;160 r/min(进料速度)24 kg/h;180 r/min(进料速度)30 kg/h;200 r/min(进料速度)36 kg/h;220 r/min(进料速度)42 kg/h。
2 结果与讨论
2.1 试验因素水平的确定
以挤压机单位功耗为考察指标,选取阻流环直径、轴头间隙、螺纹升角以及螺杆转速为试验变量,根据前人的研究结果[13-14]采用正交试验设计,试验因素和水平如表1所示。
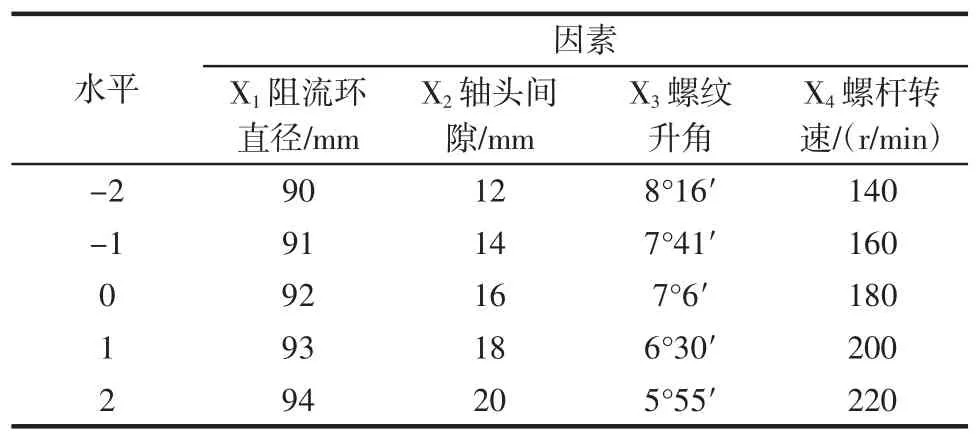
表1 试验因素和水平Table 1 Test factors and levels
2.2 试验安排与结果
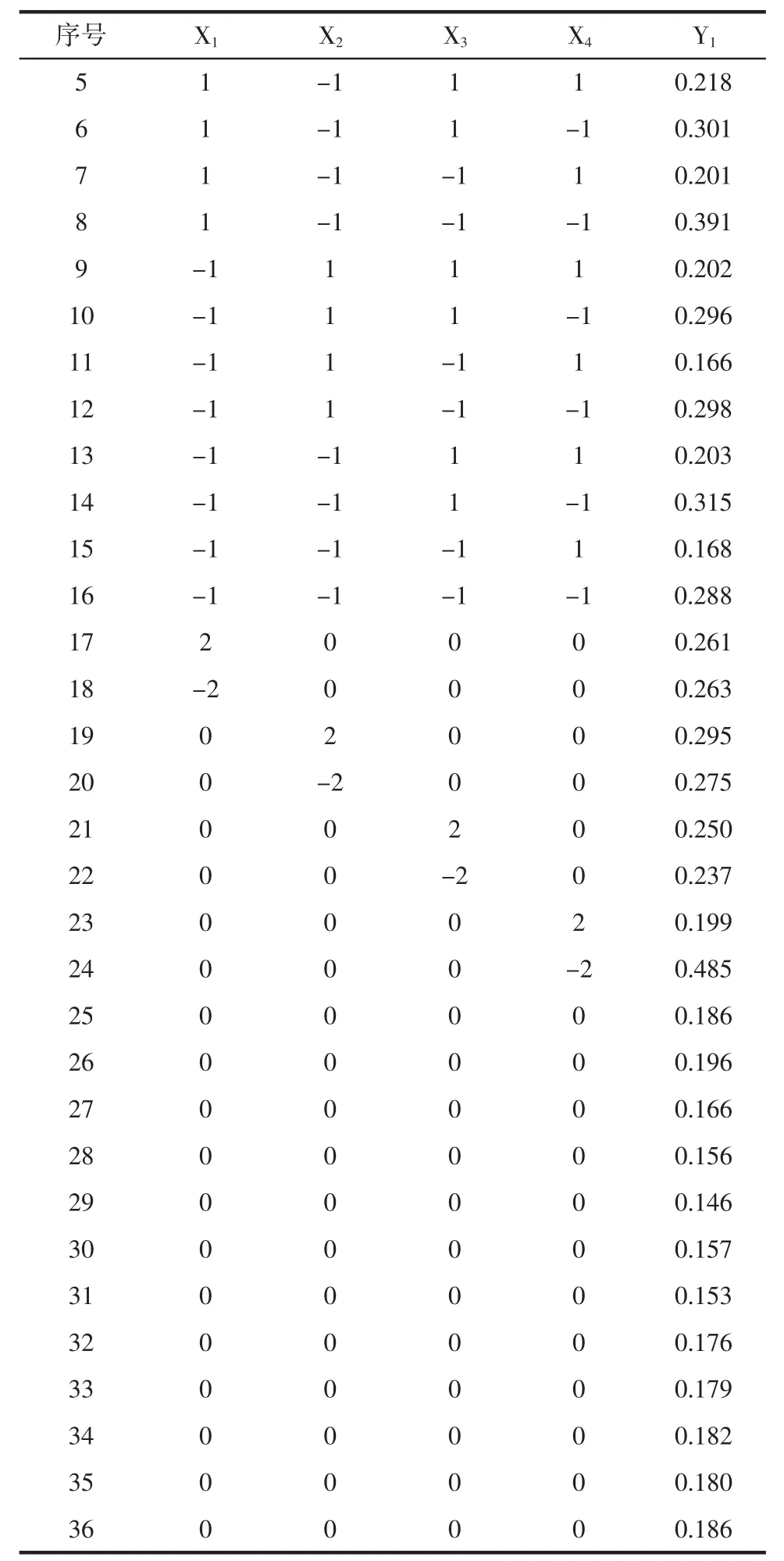
根据表2中的试验安排,测定不同挤压参数下的单位功耗,采用SAS 9.1软件对试验数据进行分析,同时对回归方程做显著性检验和方差分析,分析不同挤压参数对单位功耗的不同影响,从而得到最佳挤压参数。
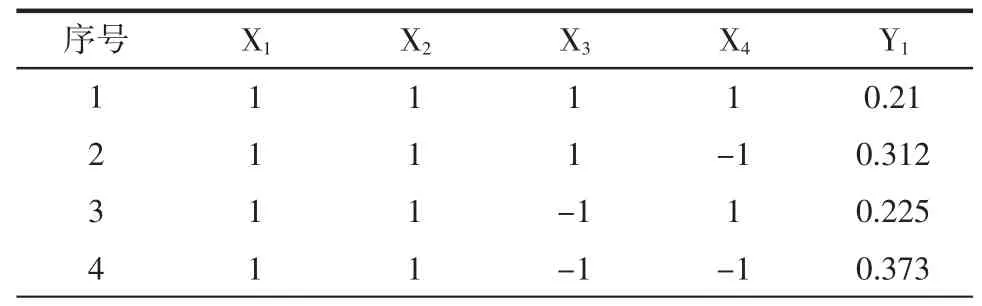
表2 试验安排与结果Table 2 Test arrangements and results
续表2 试验安排与结果Continue table 2 Test arrangements and results
2.3 不同挤压参数对单位功耗的影响
不同挤压参数对单位功耗的影响见表3。
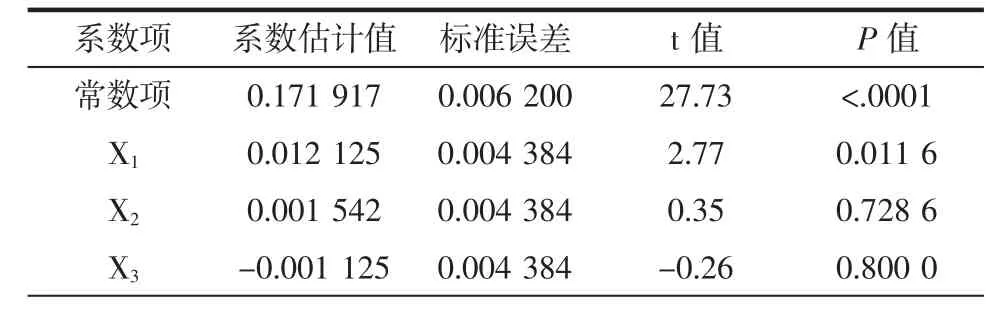
表3 单位功耗回归方程系数显著性检验表Table 3 Significance test of regression equation coefficient of unit power consumption

续表3 单位功耗回归方程系数显著性检验表Continue table 3 Significance test of regression equation coefficient of unit power consumption
从表3单位功耗的回归方程显著性检验可知:X4(P<0.000 1)极显著;X1(P<0.011 6)有较高的显著性;模型交互项X1X1,X2X2和X4X4(P<0.000 1)极显著;交互项X3X1(P<0.009 5),X3X3(P<0.001 3)和X4X3(P<0.030 7)具有较高的显著性,其他项均不显著。
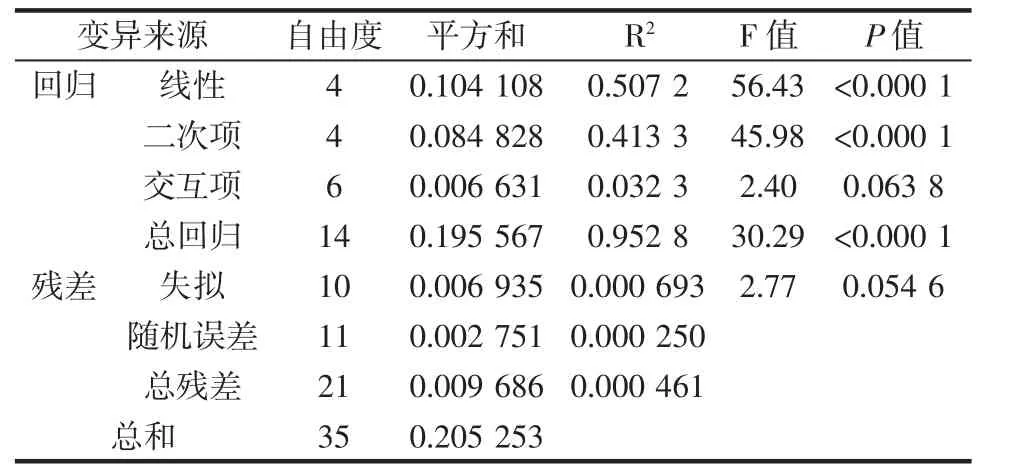
表4 方差分析表Table 4 Table of variance analysis
根据表4可以看出,总回归系数R2为0.952 8,二次项(P<0.000 1)极显著,总回归(P<0.000 1)极显著,说明该模型拟合效果好,能通过分析回归方程分析试验结果。
2.4 不同挤压参数对单位功耗影响
轴头间隙为16 mm,螺杆转速为180 r/min时,阻流环直径和螺纹升角对单位功耗影响的响应面如图1所示。螺纹升角固定时,单位功耗随阻流环直径的增加呈现先降低后增加的趋势。阻流环直径固定时,单位功耗随螺纹升角的增加呈现先降低后增加的趋势。阻流环直径较小时,原料受到的压力较小,物料之间的作用力较大,单位功耗值较大;随着阻流环直径逐渐增大,物料所受压力逐渐增大,使物料较容易输出,单位功耗值降低;阻流环直径继续增大时,加大了物料与螺杆和套筒之间的摩擦力,使消耗功率增加。螺纹升角较低时,物料较难输出,电机作用力较大,消耗的电功率较大[8]。螺纹升角增加,物料之间的作用力以及物料与螺杆之间的作用力使物料较易输出,功耗降低。螺纹升角较大时,加大了物料与螺杆和套筒之间的摩擦力,使单位功耗增加。
图2为螺纹升角7°6′、螺杆转速180 r/min时轴头间隙和阻流环直径对单位功耗影响的响应面图。

图1 螺纹升角和阻流环直径曲面分析Fig.1 Response surface analysis of the helix angle and the diameter of choke ring

图2 轴头间隙和阻流环直径的曲面分析Fig.2 Response surface analysis of the interval of spindle and the diameter of choke ring
当阻流环直径固定时,单位功耗随着轴头间隙的增加先降低后增加。轴头间隙较低时,物料较难输出,单位功耗较大;轴头间隙继续增加时,使物料较易输出;轴头间隙较大时,物料被压成厚饼,输出时物料之间的作用力增加,单位功耗增加。轴头间隙保持不变时,单位功耗随阻流环直径的增加先降低后增加。阻流环直径影响物料的输出时间以及物料与套筒和螺杆之间的作用力,阻流环直径较小使物料之间作用力增大,阻流环直径较大时,物料与套筒和螺杆之间作用力较大,单位功耗增加。
图3为轴头间隙固定在16 mm、螺纹升角为7°6′时阻流环直径和螺杆转速对单位功耗影响的响应面。

图3 阻流环直径和螺杆转速的曲面分析Fig.3 Response surface analysis of the diameter of choke ring and the speed of screw
螺杆转速保持不变时,单位功耗随阻流环直径的增加先降低后增加,变化的幅度较低。阻流环直径保持不变时,随着螺杆转速的增加,单位功耗先降低后增加,增加的幅度较低。螺杆转速通过影响物料在挤压机内的停留时间影响单位功耗的大小,转速较低时,停留时间较长,功耗较高。在一定的螺杆转速范围内,随着螺杆转速的增加,物料在挤压机内停留时间逐渐缩短,单位功耗逐渐降低[15]。螺杆转速较大时,一方面挤压机本身消耗的能量增加,另一方面物料与套筒及螺杆间的作用力增大,单位功耗增加。螺杆转速对单位功耗的影响较大。
图4为阻流环直径固定在92 mm、螺杆转速为180 r/min时,轴头间隙和螺纹升角对单位功耗影响的响应面。
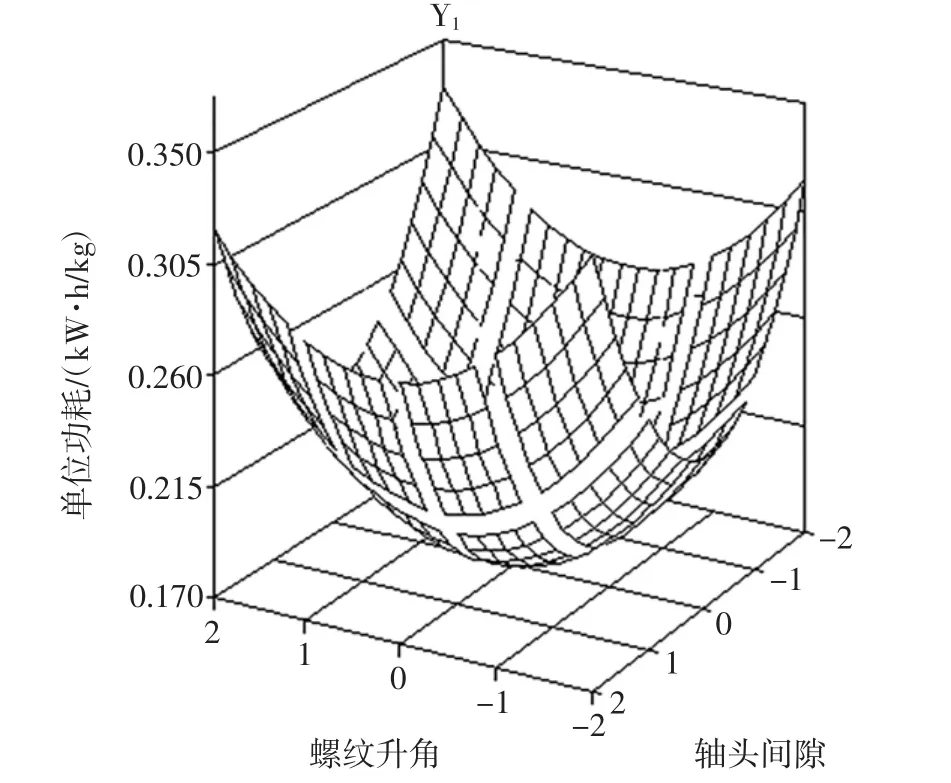
图4 轴头间隙和螺纹升角的曲面分析Fig.4 Response surface analysis of the the interval of spindle and the helix angle
当轴头间隙保持不变时,单位功耗随螺纹升角的增加呈现先降低后增加的趋势。螺纹升角保持不变时,单位功耗随轴头间隙的增加先降低后增加。轴头间隙较小时,物料较难输出,消耗能量较多,单位功耗较大;轴头间隙较大时,物料缓冲时间增加,料胚层增厚,单位功耗值较大[16]。
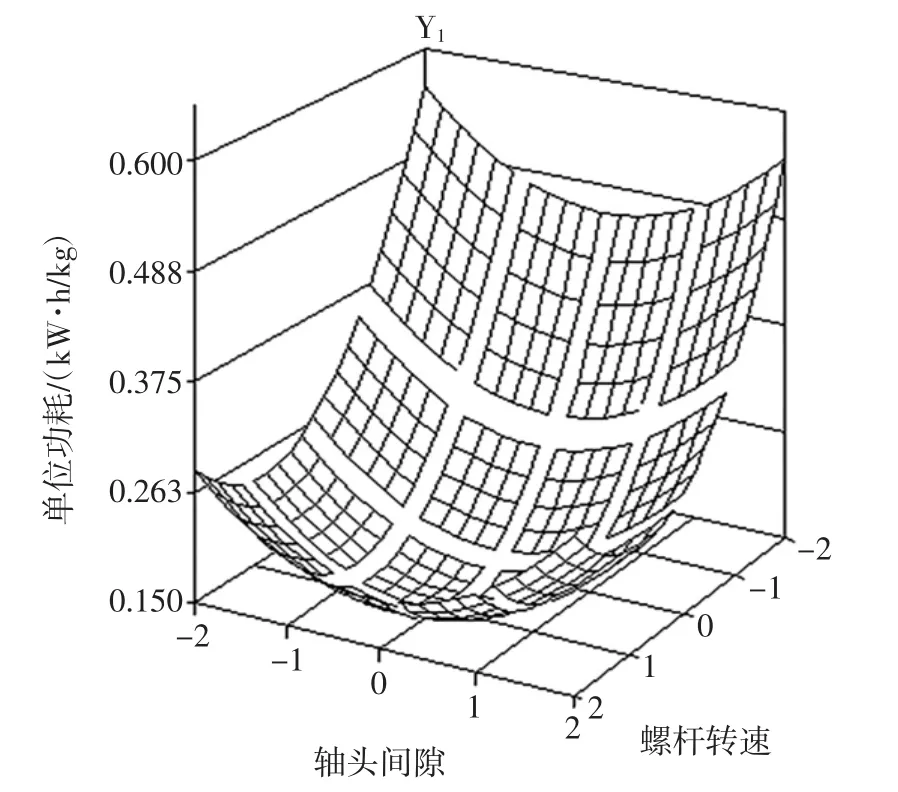
图5 轴头间隙和螺杆转速的曲面分析Fig.5 Response surface analysis of the interval of spindle and the speed of screw
图5为阻流环直径为92 mm,螺纹升角为7°6′时,轴头间隙与螺杆转速对单位功耗影响的响应面。螺杆转速保持不变时,随轴头间隙的增加,单位功耗先降低后增加。轴头间隙保持不变时,单位功耗随螺杆转速的增加呈现先降低后增加的趋势。轴头间隙处于较低或者较高水平时,单位功耗随螺杆转速的变化趋势均比较明显。螺杆转速在-2水平时,单位功耗高,这是由于螺杆转速低,物料在挤压机内停留时间长,导致单位功耗增加。

图6 螺纹升角和螺杆转速的曲面分析Fig.6 Response surface analysis of the helix angle and the speed of screw
图6为阻流环直径和轴头间隙分别固定在92、16 mm时,螺纹升角和螺杆转速对单位功耗影响的响应面。当螺杆转速保持较低水平不变时,单位功耗随螺纹升角的增大先降低后增加,降低的趋势不明显。螺杆转速保持在较高水平不变时,单位功耗随螺纹升角的增加先降低后增加,变化幅度不大。螺纹升角保持不变时,单位功耗随螺杆转速的增加先降低后增加,降低趋势明显。
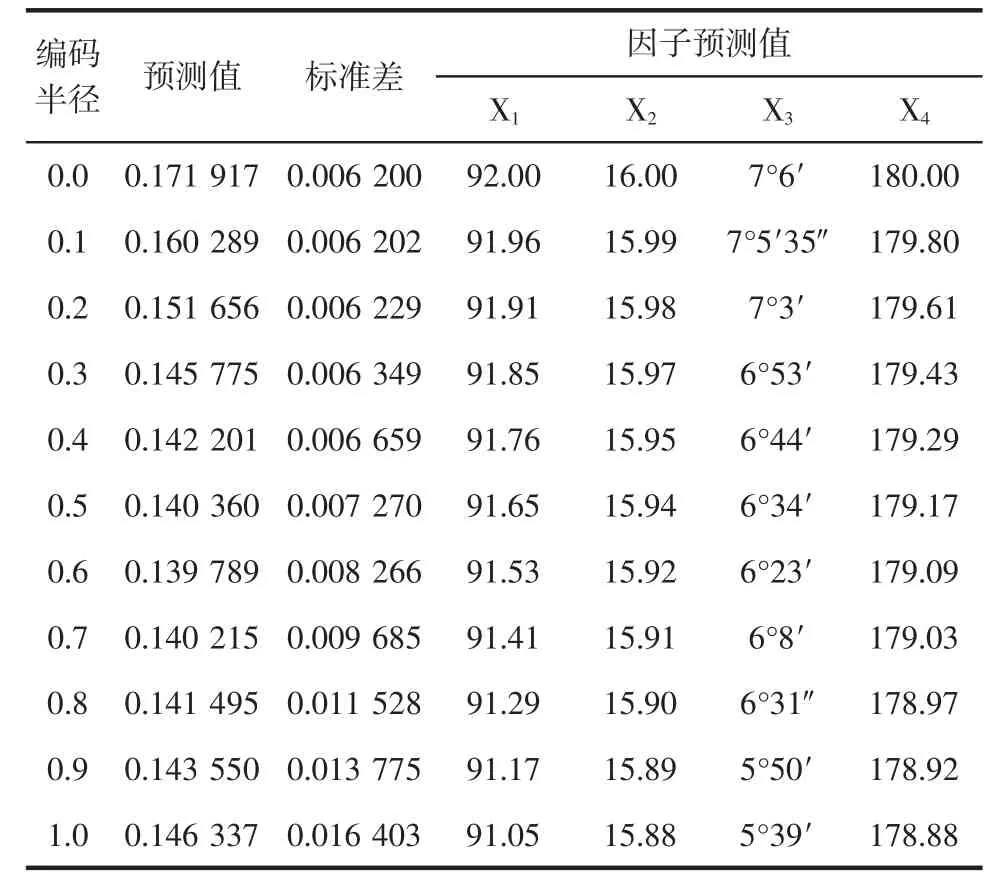
表5 单位功耗岭回归寻优分析结果Table 5 Result of ridge regression optimization of unit power consumption
以单位功耗为考察指标,经过岭回归选优得到最佳工艺参数范围为:X1为阻流环直径为91.05 mm~92.00 mm;X2为轴头间隙为 15.88 mm~16.00 mm;X3为螺纹升角为 5°39′~7°6′;X4为螺杆转速为 178.88 r/min~180.00 r/min。
2.5 验证试验
试验的目的是获取单螺杆挤压机单位功耗值最低时的挤压参数,选取最佳工艺参数:阻流环直径为91 mm~93 mm,轴头间隙为 14 mm~16 mm,螺纹升角为 6°30′~ 7°6′,螺杆转速为 170.00 r/min~180.00 r/min。验证试验结果如表6所示。

表6 验证试验安排和试验结果Table 6 Arrangement and result of verification test
在最佳工艺参数条件基础上进行验证试验,得到结果为单位功耗为0.146 kW·h/kg,寻优结果与实际试验所得结果相吻合,回归方程较好地体现了阻流环直径、螺纹升角、轴头间隙以及螺杆转速之间的关系。在该工艺参数下单螺杆挤压机挤压玉米油单位功耗值最低,大大节约了能源。
3 结论
以单位功耗为考察指标,探讨阻流环直径、螺纹升角、螺杆转速以及轴头间隙对单位功耗的影响规律,得到最佳挤压参数:阻流环直径为92 mm,轴头间隙为16 mm,螺纹升角为7°6′,螺杆转速为180 r/min。且在该挤压参数条件下,单位功耗为0.146 kW·h/kg,既满足了生产质量合格玉米油的需求,又达到了节约能源的要求。
[1]祝红,刘旸,易翠平,等.螺杆挤压法制备即食葛米粥[J].食品与机械,2016,32(8):192-195
[2]解铁民,高扬,张英蕾,等.挤压参数对薏米挤出产品物理特性的影响[J].食品与机械,2013,29(1):18-22
[3]Zhang Lin,Zhang Xiaoyan,Zhou Weide.YPHG100 type high oilbearing rapeseed extrusion-expansion machine for processing peeled rapeseed[J].Transactions of the Chinese Society of Agricultural Engineering,2005,21(4):73-76
[4]Zou L,Xia J,Wang X,et al.Optimization of die profile for improving die life in the hot extrusion process[J].Journal of Materials Processing Technology,2003,142(3):659-664
[5]白兴达,于双双,陈善峰.以NSI值为指标挤压玉米胚浸油工艺的参数优化[J].食品科技,2016(6):204-209
[6]詹玉新,谢科生,齐玉堂.挤压膨化技术在玉米胚浸出提油中的应用研究[J].粮食与饲料工业,2010(7):38-39
[7]沈军.实现玉米半湿法提胚的三个关键环节[J].粮食与食品工业,2007,14(3):6-8
[8]杨绮云,李德溥,袁晓初.结构参数对双螺杆挤压机功率消耗影响的研究[J].哈尔滨商业大学学报自然科学版,2001,17(2):78-80
[9]Liang M,Huff H E,Hsieh F H.Evaluating Energy Consumption and Efficiency of a Twin-Screw Extruder[J].Journal of Food Science,2002,67(5):1803-1807
[10]杨绮云,李德溥,徐克非.双螺杆挤压机功耗的实验研究[J].中国粮油学报,2001,16(2):50-53
[11]郭树国,付广艳,王丽艳,等.相关参数对单螺杆挤压机耗电量影响的研究[J].粮油加工与食品机械,2005(11):73-74
[12]李宏军,申德超.用于浸油的玉米胚挤压预处理技术的试验研究[J].农业工程学报,2002,18(3):128-131
[13]刘秀华.半湿法玉米胚挤压膨化预处理浸油工艺研究[D].淄博:山东理工大学,2012
[14]黄炳权,张秀玲.玉米半湿法提胚及制取玉米油工艺技术[J].粮食与食品工业,2004,11(3):15-18
[15]郭树国,王丽艳,刘强.结构参数对单螺杆挤压机生产率影响的研究[J].粮油加工与食品机械,2005(3):56-57
[16]Zhong C,Wen G L,Zhao Z H,et al.The Uncertain Structural Optimization Based on Interval Number Program for the Spindle System of High Speed Grinder[J].Journal of Hunan University,2010,37(8):29-34
