基于产品生命周期时间维的冷链工位碳足迹模型与计算
2018-03-19李仁旺吴新丽王修梓TimoNyberg
徐 兴,李仁旺,吴新丽,赵 芸,王修梓,鲍 森,Timo Nyberg
(1.浙江科技学院 机械与汽车工程学院,浙江 杭州 310023; 2.阿尔托大学 工业工程与管理系,芬兰 赫尔辛基 02150; 3.浙江理工大学 机械与自动控制学院,浙江 杭州 310018; 4.浙江科技学院 信息与电子工程学院,浙江 杭州 310023)
0 引言
随着我国经济发展和人民生活水平的提高,冷链产品和物流的需求越来越大。2014年初H7N9禽流感再度爆发,我国许多城市相继采取“冷鲜取代活禽”措施来抑制禽流感的爆发。冷鲜在欧美发达国家已占主导地位,但在我国尚处于起步阶段。冷链是冷鲜产品的重要保障,关系到国计民生,因此研究冷链物流具有重要的现实意义。
基于产品生命周期(Product Life Cycle, PLC)的碳足迹定义为一个产品连续关联的所有活动、发展或机制的碳排放,即从原料提取、生产制造、销售派送、使用到最终回收处理等几个阶段的碳排放[1]。国内外多位学者面向碳足迹领域进行了研究。Ball等[2]建立了一种基于“零碳制造”概念的分析碳流的系统框架模型;Song等[3]采用部分嵌入式温室气体(GreenHouse Gas, GHG)排放数据,提出一种基于物料清单(Bill of Material, BOM)的低碳产品设计系统;樊庆锌等[4]基于清单分析的过程生命周期评价(Proces Life Cycle Assessment, PLCA)追踪某肉鸡屠宰场的碳足迹,分析探究全生命周期总碳足迹的最敏感输入变量;李聪波等[5]面向数控加工过程,建立了基于加工时间与碳排放的多目标优化模型;刘琼等[6]提出产品制造过程碳足迹计算方法的多目标优化调度模型。
目前的研究成果主要以产品为研究对象,针对产品的某一段空间范围展开。工位作为在冷链产品制造过程中的基础单元,在空间上缺乏伸缩性与延展性。因此,针对冷链工位的碳排放,本文从时间维出发,主要研究基于产品生命周期时间维(Time Dimension of Product Life Cycle, TDPLC)的统计过程控制方法的碳足迹计算模型,构建单位时间内冷链工位碳足迹量化方法。
鉴于目前对时间维上碳足迹的研究较少,且缺乏明确的定义,本文对TDPLC的碳足迹作出初步定义:在一定时间范围或某一特定过程中,某一活动单元(工位、流水线、车间或部门等)的碳排放状态随时间的变化情况。传统的基于空间维的碳足迹以产品为对象,以分析控制其生命周期范围内的碳排放总量为研究重点;本文提出的基于时间维的碳足迹以某一特定的活动单元为对象,通过研究其在一定时间内碳排放的变化情况,探索对该活动单元实施低碳减排工作的必要性与有效方法。
1 构建基于TDPLC的冷链工位碳足迹模型
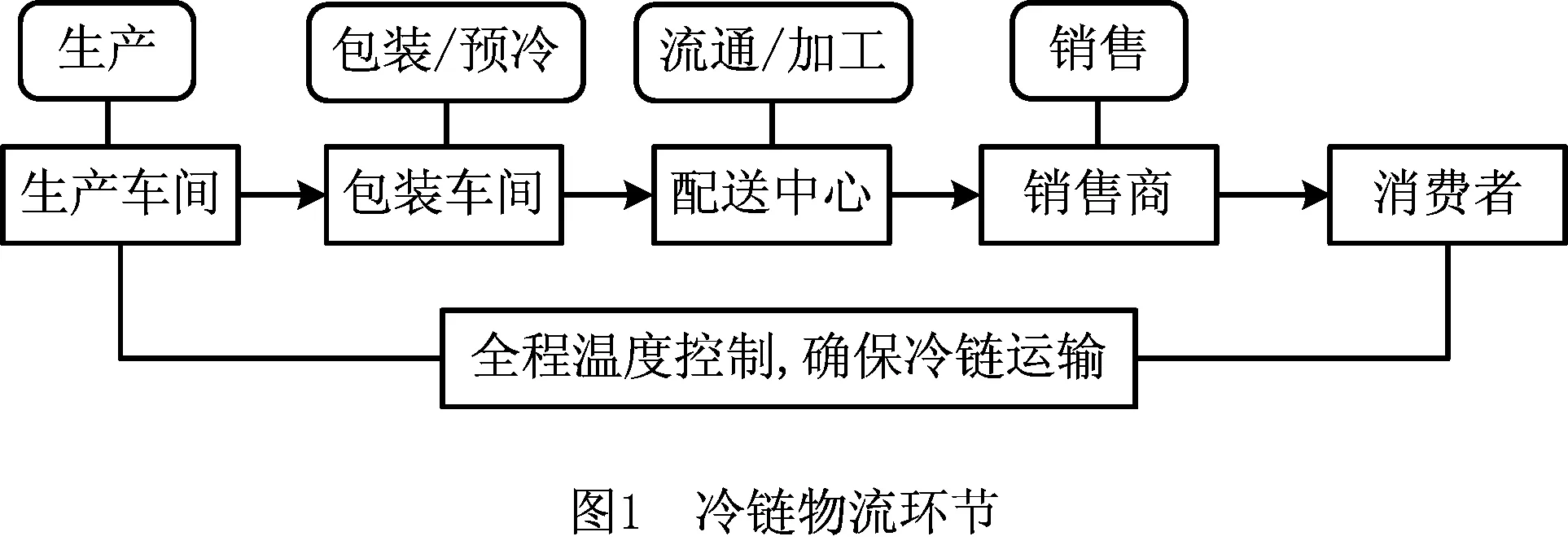
本文研究的冷链物流环节包括生产制造、包装、预冷、储藏、运输、配送,直到消费者等环节[7],如图1所示。
1.1 定义基于TDPLC的冷链碳足迹系统边界
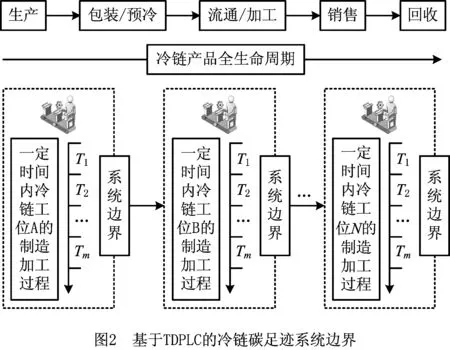
以往基于产品生命周期的碳足迹研究,均以PLC的全部或者部分时期作为碳足迹研究的系统边界[8],本文提出基于TDPLC研究冷链碳足迹系统的边界,即在一定时间范围内,通过连续测算某类冷链产品生产过程中目标工位上单位时间T内的碳排放量,来监测该类冷链产品生产工位的碳排放状态,如图2所示。
1.2 基于TDPLC的冷链模型
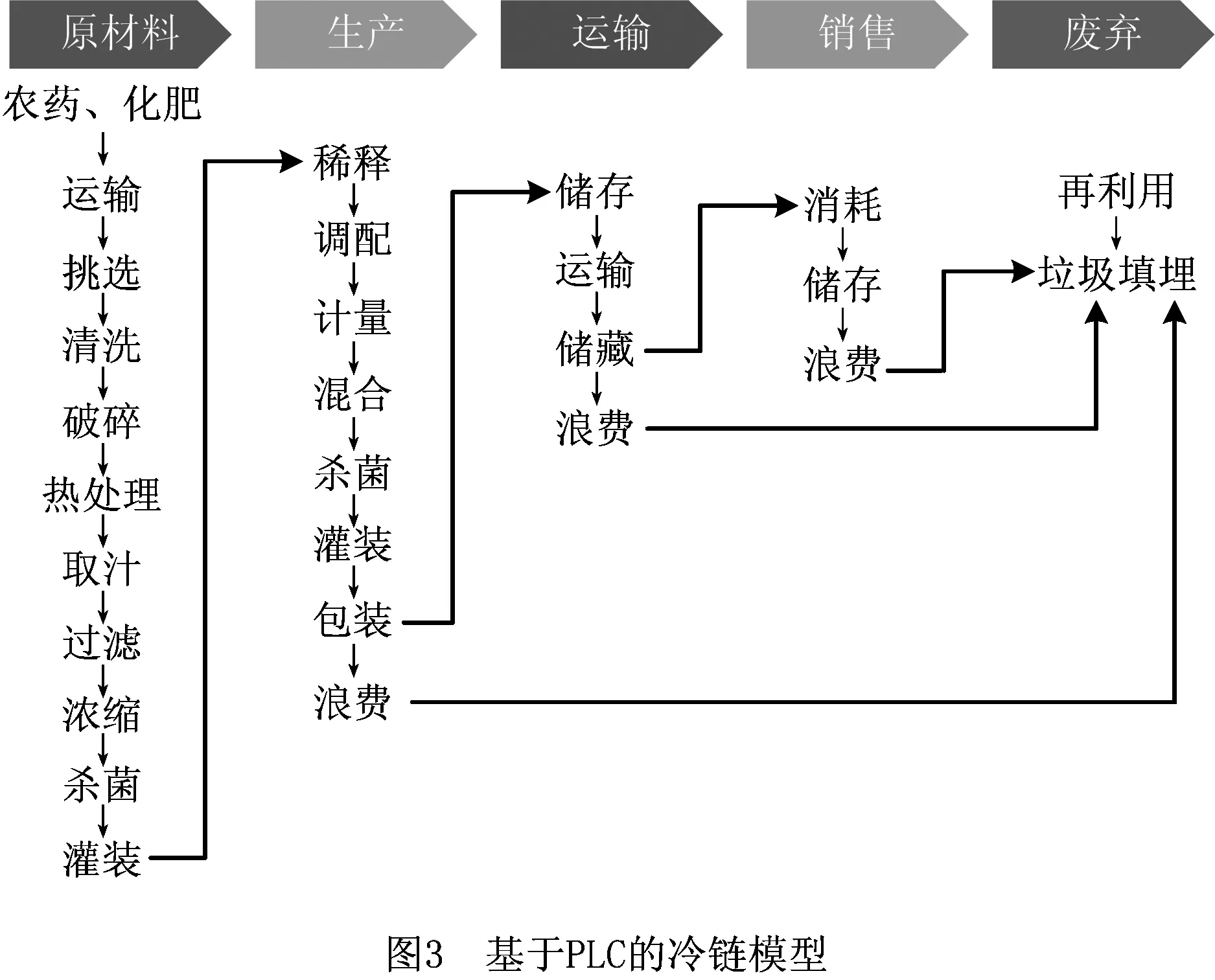
在冷链产品整个PLC过程中,受生产环境的多变性、操作人员的流动性、设备老化等多种因素影响,碳足迹的计算随时间推移具有较大的不确定性。食品冷链企业生产过程主要为间接碳排放,因此本文将食品冷链碳足迹定义为在PLC过程中,一定时间内物料与设备能源消耗产生的碳排放,其中物料消耗主要指原材料和工艺辅料的消耗,设备能源消耗主要指不同工位处的设备在生产过程中的电能等消耗,如图3所示。
为了计算的准确性,本文不考虑以下过程涉及的碳排放:①设备在预热准备阶段、空转调整阶段的碳排放;②处理冷链物流过程中产生的废弃物导致的碳排放;③车间照明、通风等公用设施引起的碳排放。
综上所述,目标工位S在单位时间T内,生产某型号冷链产品所产生的碳足迹可表示为
(1)
式中:Xr为工位S处的设备在单位时间T内对能源r的消耗量;Cr为能源r的单位碳排放因子(单位:kg-CO2/kw·h);Yq为工位S处的设备在单位时间T内对物料q的消耗量;Cq为物料q的单位碳排放因子(单位:kg-CO2/kg)。
1.3 基于SPC的冷链工位碳足迹计算模型
为了能够及时发现某一批次产品目标工位加工过程中的异常碳排放,将单位时间T内的碳排放作为一项重要的质量特性,通过统计过程控制(Statistical Process Control, SPC)图监测某工位全过程的碳排放状态。
“谢谢你。”我好奇地摸着渡鸦骨架图,“是这样的,我得和你谈谈……”说完这话,我慌忙朝威尔和克里斯蒂娜的方向瞥了一眼,我不能硬逼托莉说出真相,他们知道了肯定会穷追不舍。“一些事……改天吧。”
选取目标工位满足要求的m批产品碳足迹历史数据,则产品碳足迹的当前数据为第m+1批。所有m批产品碳足迹数据服从正态分布[10-11]
(2)


(3)
(4)
联立以上两式,可得超参数α,λ的值为:
(5)
(6)
因为当前批次产品碳足迹样本X(m,1),X(m,2),…,X(m,i)…,X(m,p)的联合密度函数,即似然函数为[14]
(7)
(8)
(9)
(10)
2 实例分析
2.1 样本数据
以K食品有限公司的冷链为例,图4所示为冷链PLC的各个阶段及其所有的活动、过程和机制。一瓶冷饮的生命周期包括原材料处理、加工制造、配送、使用和回收利用等阶段。在原材料处理阶段,有一系列的原材料提取以及半成品的准备程序;制造执行阶段包括称量—调配—杀菌—发酵—充填—包装等一系列过程;运输阶段包括所有阶段的内部和外部运输,内部运输即从原材料阶段到生产制造阶段的运输,外部运输即进入销售阶段的上市运输和回收过程中的运输。
本文以该企业的制造执行阶段——称重工位为例,利用其时间维上的碳足迹数据,构建基于SPC的碳足迹控制图,来监测称重工位生产全过程的碳排放状态。按时间顺序,得到24个时间单元里当前批次称重仪器产生的碳排放数据,如表1所示。

表1 当前批次称重工位碳足迹样本数据
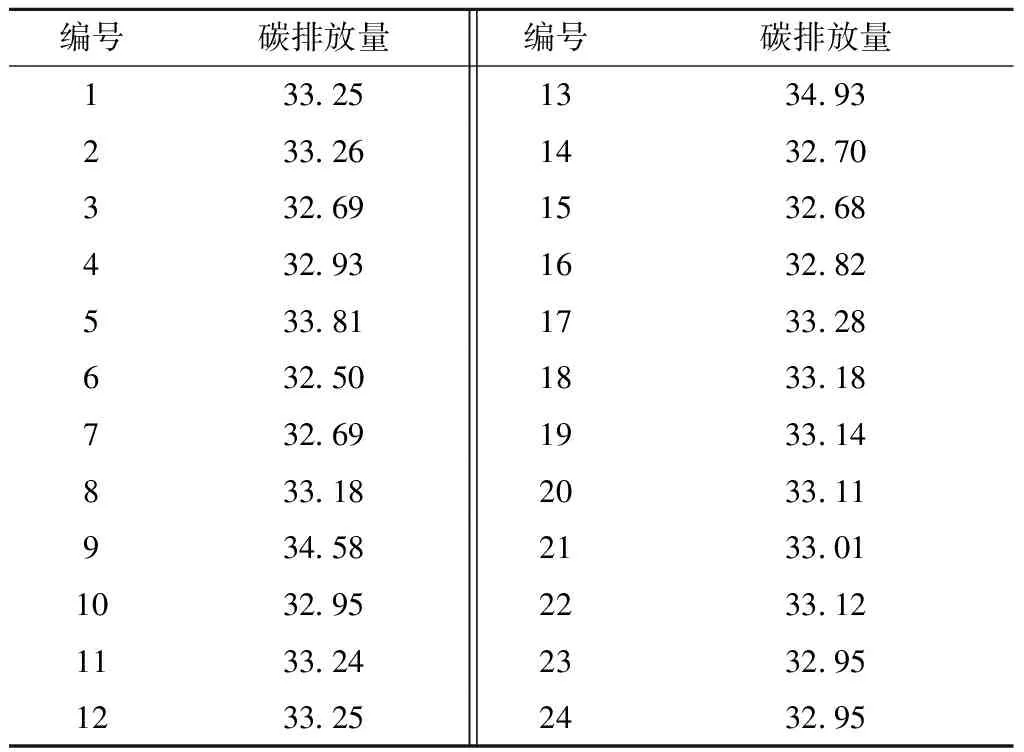
g
2.2 基于SPC的称重工位碳足迹统计过程控制模型

随着生产过程的不断进行,当前批次称重工位产生的碳足迹样本数据不断增多,根据每个碳足迹样本容量,计算得到24组称重工位碳足迹样本信息的描述性统计量,如表2所示。
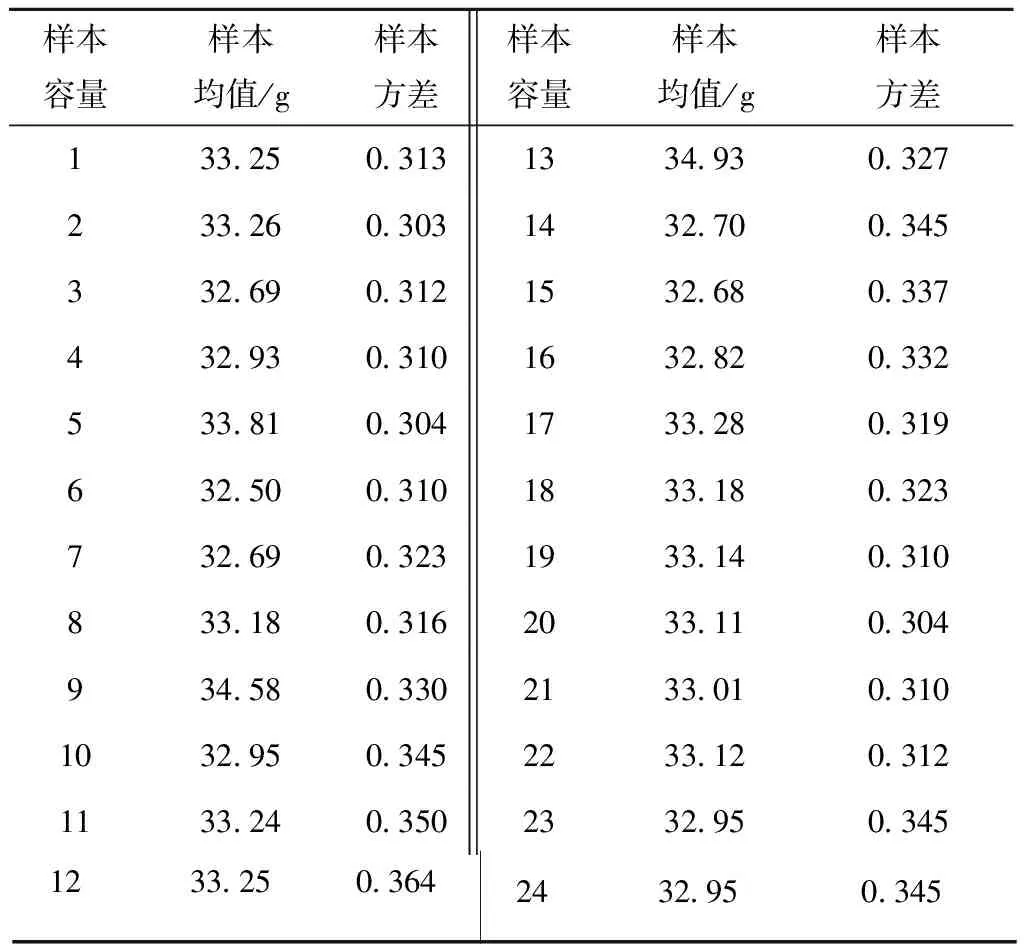
表2 称重工位碳足迹样本信息的描述性统计量
2.2.2 SPC控制图的建立与分析
为了切实说明基于SPC的称重工位碳足迹控制图适用于监测生产初期的碳排放状态,需要建立控制图。根据不同样本容量下的估计值,通过控制图上下限计算公式,得到SPC控制图,如图5所示。
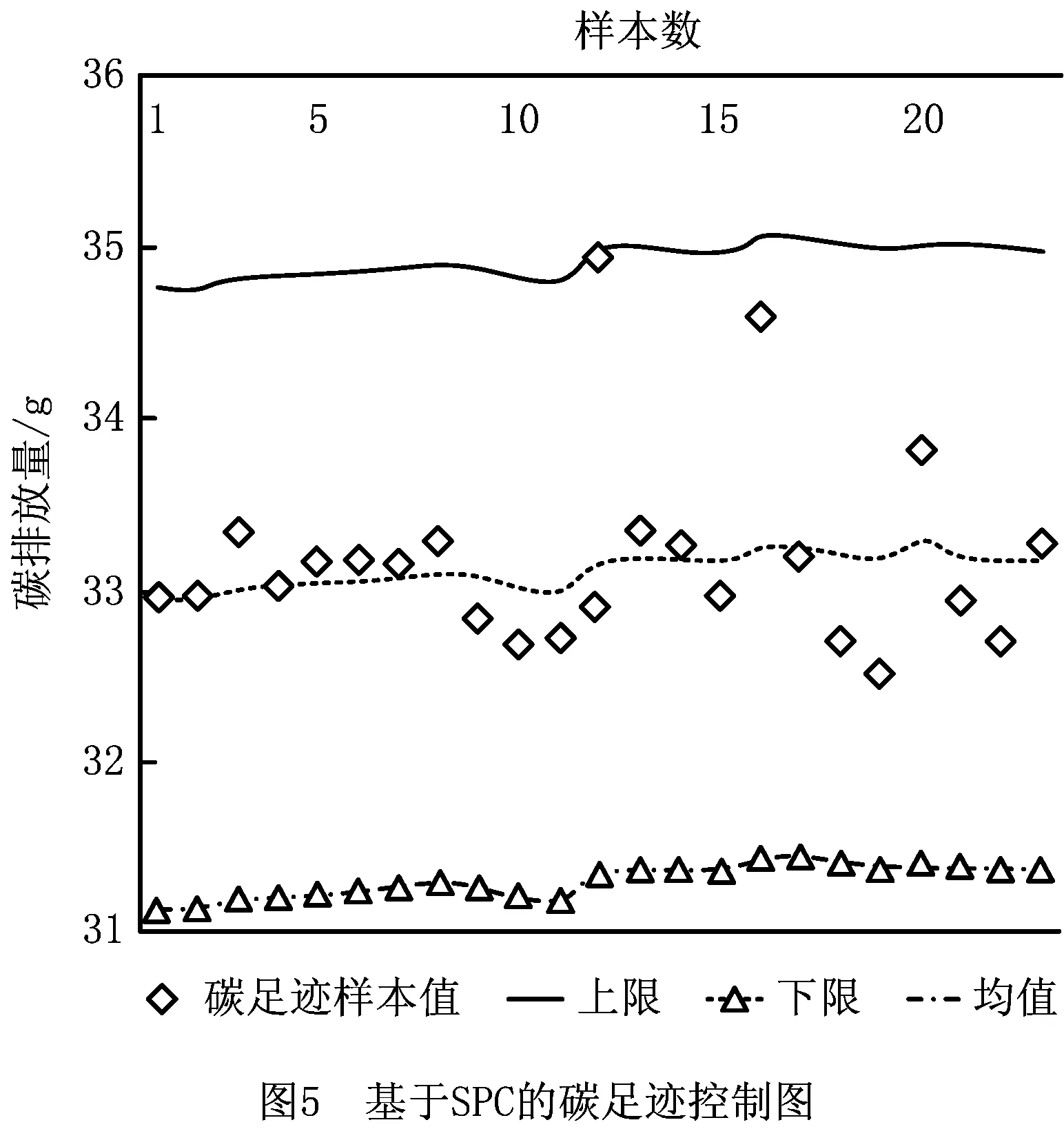
由图5可知,根据“判稳准则”第一条,前24个碳足迹样本点符合要求(说明称重工位的碳排放量处于稳定且受控状态);在第24个碳足迹样本点后,SPC图的上下限表征为一条直线并且不再发生变化。该批次饮料在称重工位结束后,通过计算可得,该批次饮料在称重工位的碳足迹总体服从正态分布N(33.188 5,0.369 6)。根据SPC图控制限的基本计算公式,得到碳足迹总体的控制限,建立基于已知碳足迹总体分布的SPC图,如图6所示。
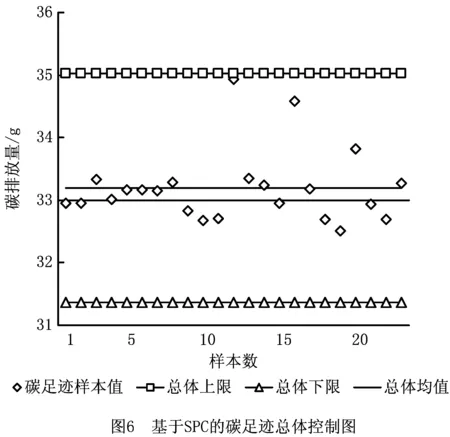
图6真实反映了该批次饮料在称重工位的实际碳排放状况,可以看出,SPC图没有监测到异常的碳足迹样本点。
因此,通过对图5、图6进行综合分析,能够较好地监测生产初期称重工位的碳排放状况。
3 结束语
产品在制造过程中的碳排放已经成为全球性话题。本文面向冷链提出了基于时间维的碳足迹研究,以工位为研究对象,建立了基于SPC的碳足迹计算模型,给出了单位时间内工位碳足迹量化方法,并以某冷链企业为例,计算了某批次产品生命周期过程中某个工位的碳排放量,实现了冷链产品某个工位全程碳足迹的计算。该方法可以精确地计算出冷链产品制造过程碳足迹,为冷链产品制造企业实施低碳制造奠定了一定的理论基础。
[1] ZHANG Yi, LI Wenqiang, LI Yan, et al. Product low-carbon innovative design based on the carbon footprint information model[J]. Journal of Engineering Design,2017,24(2):141-148(in Chinese).[张 毅,李文强,李 彦,等.基于碳足迹信息模型的产品低碳创新设计[J].工程设计学报,2017,24(2):141-148.]
[2] BALL P D, EVANS S, LEVERS A, et al. Zero carbon manufacturing facility-towards integrating material, energy, and waste process flows[J]. Engineering Manufacture,2009,223(9):1085-1096.
[3] SONG J S, LEE K M. Development of a low-carbon product design system based on embedded GHG emissions[J]. Resources, Conservation and Recycling,2010,54(9):547-556.
[4] FAN Qingxin, DING Da, GE Liting, et al. Carbon footprint analysis of broiler chicken slaughter house based on life cycle assessment[J]. Environmental Engineering,2017,35(7):141-145,135(in Chinese).[樊庆锌,丁 达,葛立婷,等.基于生命周期评价方法的肉鸡屠宰场碳足迹分析[J].环境工程,2017,35(7):141-145,135.]
[5] LI Congbo, CUI Longguo, LIU Fei, et al. Multi-objective NC machining parameters optimization model for high efficiency and low carbon[J]. Journal of Mechanical Engineering,2013,49(9):87-96(in Chinese).[李聪波,崔龙国,刘 飞,等.面向高效低碳的数控加工参数多目标优化模型[J].机械工程学报,2013,49(9):87-96.]
[6] LIU Qiong, TIAN Youquan, SUTHERLAND J W, et al. Calculation and optimization of product carbon footprint in its manufacturing processes[J], Chinese Journal of Mechanical Engineering,2015,26(17):2336-2343(in Chinese).[刘 琼,田有全,John W. Sutherland,等.产品制造过程碳足迹核算及其优化问题[J].中国机械工程,2015,26(17):2336-2343.]
[7] XU Xing, ZHAO Yun, NYBERG T, et al. Study on optimisation of the food cold chain transportation service network based on the extenics[J]. Wireless and Mobile Computing,2016,11(2):131-136.
[8] QIAN Xiaoyan. Research on modeling carbon footprint based on PLC[D]. Hangzhou:Zhejiang Sci-Tech University,2016(in Chinese).[钱小燕.基于PLC的碳足迹测定模型及其应用研究[D].杭州:浙江理工大学,2016.]
[9] WANG Xiuzi. Research on monitoring method and application of station carbon footprint based on time dimension[D]. Hangzhou:Zhejiang Sci-Tech University,2017(in Chinese).[王修梓.基于时间维的工位碳足迹监控方法及其应用研究[D].杭州:浙江理工大学,2017.]
[10] ZHONG Jianlan, MA Yizhong. Integrated optimization for SPC and maintenance strategy of two-stage series repairable systems oriented to short-run production[J]. Computer Integrated Manufacturing Systems,2014,20(8):1959-1968(in Chinese).[仲建兰,马义仲.面向小批量生产过程的两阶段串联可修系统SPC与维修策略整合优化[J].计算机集成制造系统,2014,20(8):1959-1968.]
[11] MEHRAFROOZ Z, NOOROSSANA R. An integrated model based on statistical process control and maintenance[J]. Computers and Industrial Engineering,2011,61(4):1245-1255.
[12] CHEN Wei, ZHU Biao, ZHANG Hongxin. BN-Mapping:visual analysis of geospatial data with Bayesian network[J]. Chinese Journal of Computers,2016,39(7):1281-1293(in Chinese).[陈 为,朱 标,张宏鑫.BN-Mapping:基于贝叶斯网络的地理空间数据可视分析[J].计算机学报,2016,39(7):1281-1293.]
[13] WANG Zhaojun, ZOU Changliang, Li Zhonghua. Theory and method of statistical quality control chart[M]. Beijing:Science Press,2013:54-59(in Chinese).[王兆军,邹长亮,李忠华.统计质量控制图理论与方法[M].北京:科学出版社,2013:54-59.]
[14] ZHANG Xinyi. Statistical process control for job shop manufacturing with Bayesian approach[D]. Shanghai:Shanghai Jiaotong University,2013(in Chinese).[章欣已.基于贝叶斯估计多品种小批量生产的统计过程控制研究[D].上海:上海交通大学,2013.]
