转轮叶片多轴铣削加工的集成知识云服务实现
2018-03-19阴艳超常斌磊姬常杰
阴艳超,常斌磊,姬常杰
(1.昆明理工大学 机电工程学院,云南 昆明 650500;2.中国铁建高新装备股份有限公司,云南 昆明 650215)
0 引言
水轮机是水力发电的原动机,水轮机转轮叶片的制造质量及其型面的准确性对水电站机组的安全、可靠、经济运行有巨大的影响[1]。目前,采用多轴数控铣削加工转轮叶片是提高其加工效率和质量的有效途径,然而转轮叶片属于典型的雕塑曲面类零件,具有曲率变化大、扭曲程度高、铣削加工难度大等特点。在云制造迅速发展的背景下,根据云制造的基本原理,如果将工艺设计、刀轨计算、数控编程、仿真校验、加工服务等叶片多轴铣削过程中的不同环节涉及到的各类资源和制造能力描述出来,并在相应领域知识库的支持下进行虚拟化封装,形成叶片铣削加工云服务,为叶片铣削过程不同环节提供加工设备信息、刀具、计算仿真软件、工艺方案、切削参数等基础数据和知识,则可大大提高转轮叶片的铣削加工效率和加工质量。
针对复杂曲面零件,尤其是转轮叶片的多轴数控铣削,国内外学者做了较多研究。文献[1]系统地研究了大型水轮机叶片五轴联动数控铣削加工方法及关键技术,并已成功应用于水轮机叶片加工;文献[2]建立了自由曲面零件多轴铣削加工过程集成优化的铣削方法和模型,并将该方法和模型应用于大型混流式水轮机叶片数控铣削性能分析中;文献[3]研究了叶片曲面曲率属性与刀位轨迹和残留高度的关系,并分析了等参数曲线曲率属性对加工带宽度的影响,提出一种叶片数控铣削加工过程的型面曲率属性分析方法。上述研究大多从数控加工技术、加工策略和切削工艺等方面出发,极少考虑云制造模式下转轮叶片铣削加工中知识资源的有效重用和按需共享问题。目前已有学者对知识服务在云制造中的应用做了相关研究,文献[4]面向航空复杂结构件的数控加工,提出一种基于动态加工特征的制造服务组合方法,并利用遗传算法优化云制造服务组合;文献[5]提出面向集团企业云制造的知识资源静态和动态服务模式,并建立了静态和动态知识服务模型;文献[6]针对外协加工服务资源和需求信息的属性构成与特点,提出一种能够促进云环境下外协资源共享和利用的集成服务模式,解决了外协加工资源的组合和互操作问题;文献[7]通过协调云制造服务过程中的服务资源、能力和质量等因素,基于人工蜂群优化算法提出一种基于质量评价的云制造知识服务方法;文献[8]对云制造环境下的知识云服务能力和影响因素进行了研究,提出一种基于云推理的知识云推理量化评估方法。然而,上述研究较少结合云模式下具体对象的加工环节、特性及难点,对其加工过程中所需的知识资源表达、组织和存储方法,以及知识服务模式、手段和实现途径进行详细论述。
本文针对云模式下典型叶片类零件具体加工环节的知识服务,通过分析该模式下转轮叶片多轴铣削加工的特征、难点和知识服务需求,提出云模式下面向转轮叶片加工过程的知识资源集成化服务模式,并给出了有效的实现方法。首先,构建转轮叶片加工过程的知识资源本体,并建立转轮叶片多轴加工知识库,完成多源异构知识资源的形式化描述和存储;然后,搭建转轮叶片加工铣削不同环节的过程集成优化框架,采用基于业务需求—服务活动—协调规则的集成服务流来控制和协调多个耦合知识服务流程的协同运行,并建立转轮叶片铣削过程的集成知识云服务模型;最后,通过搭建转轮叶片铣削加工过程的集成知识云服务平台,实现了转轮叶片铣削加工知识资源的分布式检索,并完成了转轮叶片的加工工艺规划、刀轨计算、工艺参数优化等关键加工任务的知识资源推送服务,实现了知识资源与铣削加工业务流程的柔性集成。
1 云模式下转轮叶片铣削加工需求分析
1.1 转轮叶片多轴铣削加工特征
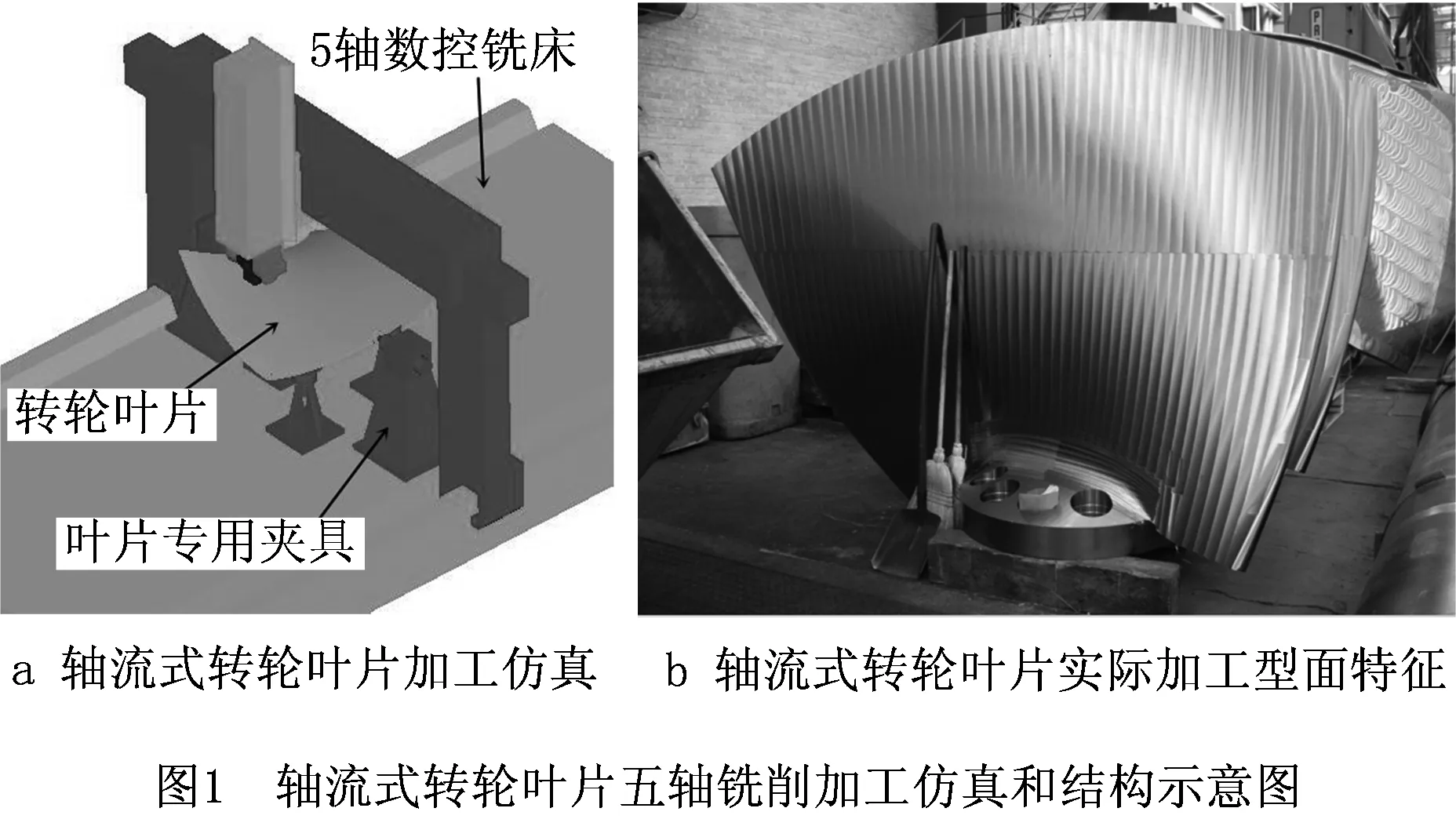
转轮叶片铣削加工主要通过多轴数控铣削技术对单个叶片进行铣削加工,再通过焊接、铆接或螺钉紧固等方式将多个叶片按照等间距环状排列安装在轮毂表面或上冠、下环之间。如图1所示,轴流式水轮机叶片由正、背面,进水边变圆弧半径曲面,出水边曲面,轮缘球面和柱面,轮缘的裙边曲面,轮毂和法兰球面,轮毂和法兰与正、背面的过渡曲面等构成[9],可见这类零件的型面大多是具有变曲率、大扭曲等特点的典型自由曲面,对不同特征型面进行加工需采用不同类型、不同规格的刀具。同时,轴流式水轮机叶片加工以叶片旋转轴心线为定位基准,在法兰端面中心和工艺轴中心打两个顶尖孔,在叶片的轮缘上焊接工艺轴,通过夹具的两顶尖座进行装夹。因此,转轮叶片加工质量关键型面的多轴铣削过程具有装夹困难、加工工艺复杂、加工参数调整频繁、加工质量控制难度大等特征。
随着云制造知识服务模式的提出,将叶片多轴铣削加工资源以知识信息服务的形式推送给用户来辅助加工制造过程,成为进一步提高叶片加工质量和加工效率的发展趋势。然而,云模式下转轮叶片铣削加工过程的加工环境、制造工艺、加工要求等均发生了变化,尤其是制造资源分散、知识异构多样、加工过程柔性集成等因素对叶片类零件的加工效率和质量的影响更为突出,使得转轮叶片铣削加工具有加工资源异构多源、技术领域复杂多样、资源存储互联分布,且信息传输与检索困难、知识资源优化配置和按需共享难以实现等特征[10]。
1.2 云模式下的加工知识服务难点
在云制造模式下,转轮叶片多轴铣削加工过程知识服务应该充分考虑叶片铣削加工的工艺要求,将分布在不同位置的制造资源以及属于不同部门的应用工具集成起来,形成一种智力资源,支持铣削加工过程中某个环节或多个环节的组合服务。在该过程中,需要整合迅速增长、分布式多源异构的知识资源,并将知识资源与加工业务流程相结合,通过抽象、封装、优化和组合形成一种知识服务,按照相应的服务规范为用户提供按需服务,将知识资源转变为经济效益。
基于云制造的大型转轮叶片铣削加工知识服务主要用于服务叶片铣削加工全过程的业务活动,包括工艺设计、刀轨计算、数控编程、仿真校验、加工服务等。在叶片铣削加工过程中,各加工环节的工作任务不同,所需的知识资源也不同,包括存储在不同异构系统中的各类加工设备信息、工艺规范、软件工具、经验参数等知识资源和多个复杂加工协作环节。因此,云模式下的加工知识服务,一方面可以通过建立多领域本体将各种知识资源有效组织起来,根据加工业务活动中的任务需求通过索引方式进行查询,或者通过订阅的方式将与加工任务相关的知识资源主动推送给用户;另一方面,也可以将与加工业务活动相关的模型、工具、参数和方法等知识资源进行组织和封装,以服务的形式提供给用户。
由上述分析可知,云模式下转轮叶片铣削加工过程中的动态知识资源与加工任务需求复杂多变,如何统一获取这些分布式多源知识,实现不同环节加工任务中知识资源的按需共享、优化配置和调节,是进行知识服务的基础和难点,具体分析如下:
(1)知识资源难以重用 转轮叶片加工过程涉及多轴加工机床、铣削刀具、叶片专用夹具、叶片质量监测设备等硬件信息,转轮叶片几何模型、刀轨计算模型、加工仿真环境模型,CAD/CAM软件、仿真分析软件、测试软件、加工参数,以及大量的标准规范等模型、工具、方法和参数等知识资源。目前,这些知识资源还是采取传统方法进行数据分类存储和检索,缺乏与加工任务活动的交互,并且知识资源分布在不同领域,存储和表达的方式、规范标准和运行规则等各有不同,从而导致知识资源难以被有效利用和共享[5]。
(2)知识资源整合困难 云模式下转轮叶片加工过程中,知识服务需求种类繁多,如型面特征评价、工艺规划案例、加工参数优化、加工粗糙度预测等,而且所涉及的知识资源大多分布异构,使知识资源的整合处理过程比较复杂。传统的转轮叶片多轴加工方式难以满足云模式下知识资源按需推送的需求,因此大量的叶片铣削加工知识资源无法发挥其应有的优势和价值,知识资源的整合与推送比较困难。
(3)加工过程难以系统化 云模式下的转轮叶片加工包括多加工区域划分、关键型面工艺规划、多轴铣削参数设置与优化、叶片型面加工粗糙度预测等环节,且各环节软硬件资源接口不完善,难以实现信息的有效交互;另外,叶片铣削加工工艺复杂、工序繁多、信息分散、基本单位缺乏,加工参数、经验参数、文档知识、规则规范等知识资源复杂多样,导致转轮叶片铣削加工过程及加工资源系统化较为困难。
因此,云模式下转轮叶片的高效加工对知识资源的高效检索、优化配置和准确推送提出了更高的要求。
1.3 知识服务需求
转轮叶片铣削加工过程包括叶片模型特征分析、分区域工艺规划、多轴铣削刀轨计算等主要环节,云模式下不同加工环节所需的知识资源复杂多样且异构分布(如图2),如何按需、动态、高效地组织多轴铣削加工知识资源,并推送至转轮叶片加工过程的不同环节,成为解决云模式下大型叶片类零件加工资源重用效率低、共享难等问题的关键。
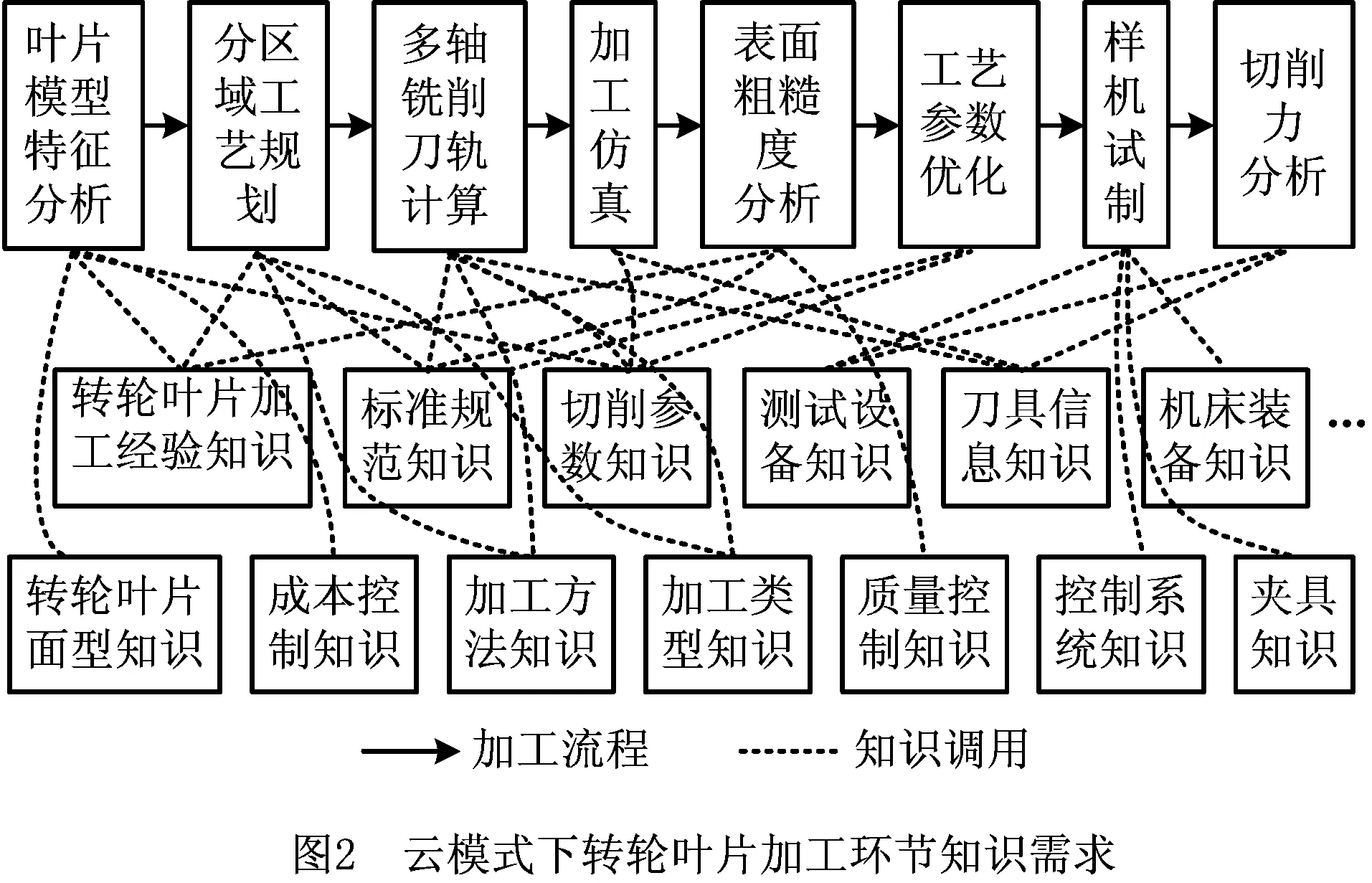
云模式下大型转轮叶片加工过程的不同环节需要多学科领域的知识资源,例如:分区域工艺规划过程中需要查找工艺手册、标准规范、经验案例、加工方法、加工工具、加工装备等知识资源,为依据叶片型面特征进行分区域工艺规划提供知识服务;多轴铣削刀轨计算过程中需要提供切削参数、刀具信息、加工类型、走刀方式、刀轴控制方式等知识资源,为提升转轮叶片铣削加工刀位轨迹的质量奠定基础;叶轮叶片加工仿真过程中需要提供与仿真环境相关的加工设备、控制系统、工装夹具等资源信息,以准确判断叶片加工仿真过程中的过切、欠切、碰撞干涉现象。因此,云模式下转轮叶片的关键加工环节相对稳定,在加工过程中需要多次重复调用同一类知识资源,如果能将这些知识资源封装为知识模板以服务的形式在加工过程中重复调用,将能有效提高知识资源的重用与共享能力,提升叶片的加工效率和质量。
2 面向转轮叶片加工的集成知识云服务模式
2.1 加工资源与多任务本体建模
为了满足转轮叶片铣削加工过程的知识服务需求,首先需要将领域广泛、动态异构、重用困难的转轮叶片铣削加工知识资源与交互耦合的加工任务进行规范化、标准化地组织与描述。由于现有知识表示中采用本体对知识资源和任务进行描述的方法已经较为成熟[11],本文重点研究转轮叶片加工过程集成知识云服务模式,简要给出了转轮叶片加工过程知识资源的本体描述结构。首先,利用Web服务本体描述语言对加工知识资源及加工任务进行语义描述,并对转轮叶片加工知识资源进行服务化封装[5,12];然后,利用统一建模语言建立模型内部资源、任务、软硬件接口等的整体逻辑关系及结构层次。
转轮叶片铣削加工知识资源本体(Knowledge Resource Ontology, KRO)可用多元组表示为
KRO=RC,RFun,RAtt,RCha,RS。
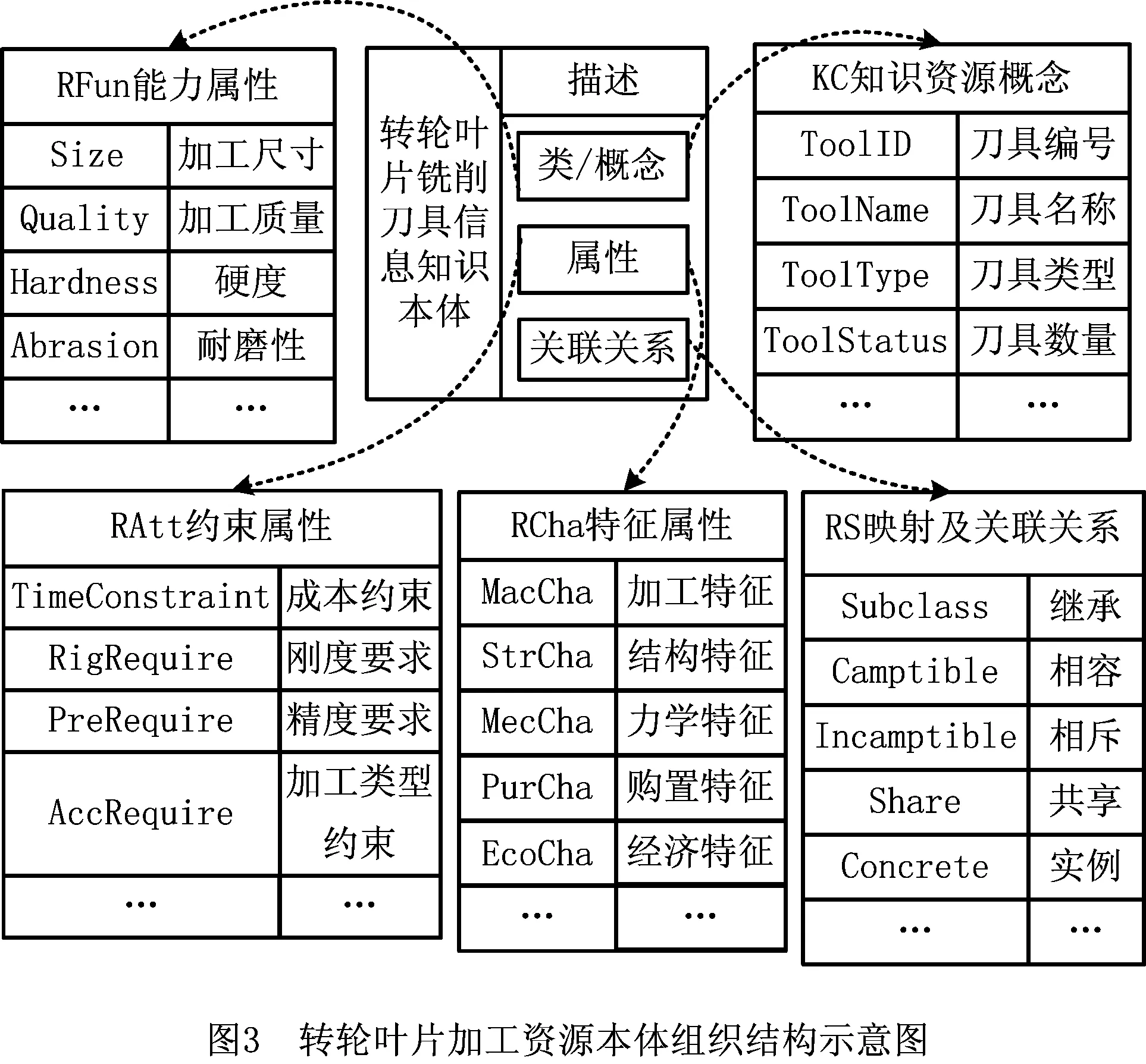
式中:RC为加工知识资源概念,由资源编号、名称、类型、数量等加工知识资源的固有信息组成;RFun为加工知识资源的能力属性,如刀具信息知识资源的能力属性有加工尺寸、硬度、耐磨性等;RAtt为约束属性,如刀具信息知识资源的约束属性有成本约束、刚度约束、精度约束等;RCha为特征属性,如刀具信息知识资源的特征属性为加工特征、结构特征、力学特征等;RS为加工知识资源间的映射与关联关系,如继承、组成、相容、共享、实例等关系。以刀具信息知识资源本体为例,对加工知识资源本体结构进行表示,如图3所示。
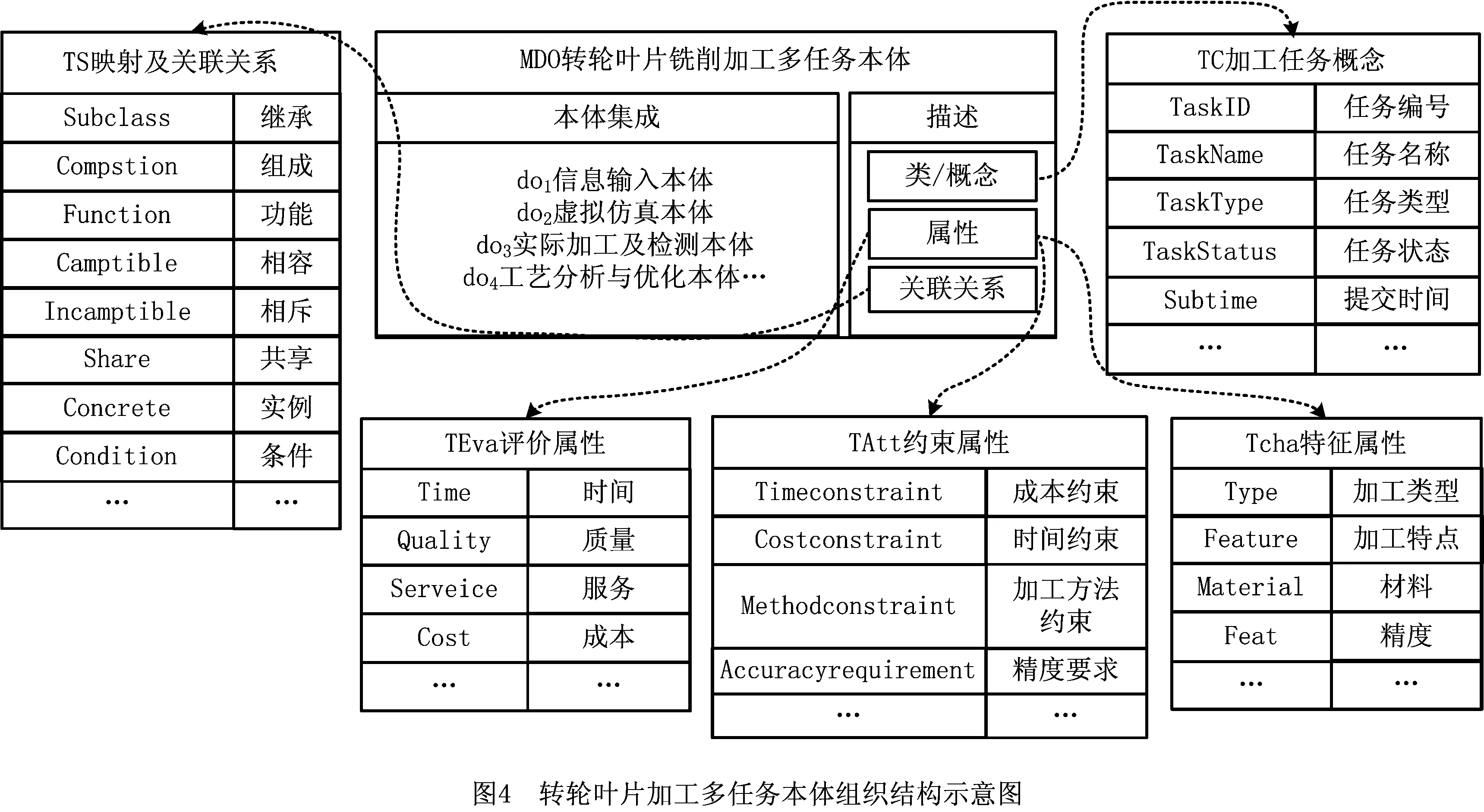
转轮叶片铣削加工多任务本体(Multiple Domain Ontology, MDO)用多元组表示为
MDO=DO,TC,TEva,TAtt,TCha,TS。
式中:DO为工艺规划、刀轨计算、仿真分析及参数优化等多个任务本体的集合,即DO=do1,do2,…;TC为加工任务的概念;TEva为加工任务的评价属性,包括时间、质量、成本等;TAtt为加工任务的约束属性,包括成本、时间等约束;TCha为加工任务的特征属性;TS为加工任务间的映射与关联关系。转轮叶片加工多任务本体的概念、关系和属性之间的组织结构信息如图4所示。其中:任务编号、任务名称、任务类型等是对加工任务概念的具体描述;评价属性、约束属性、特征属性等是对加工任务属性的说明;关联关系是各任务本体及本体中所包含的知识资源之间的逻辑连接关系集。
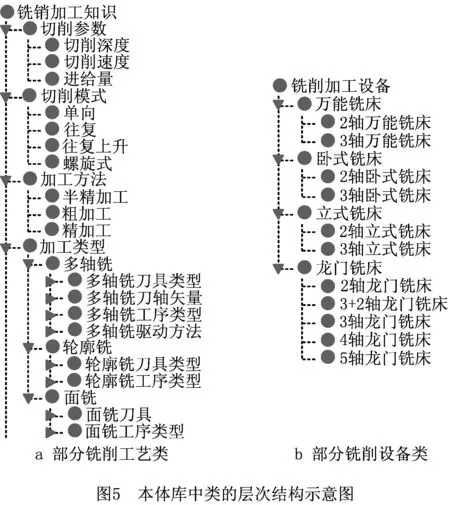
基于上述转轮叶片铣削加工过程知识资源与加工任务的本体组织结构描述,首先采用Protégé本体开发平台[13],建立转轮叶片多轴铣削加工的知识资源本体库,如图5所示,其中图5a为转轮叶片铣削加工工艺知识类,图5b为多轴铣削加工设备知识类。本文首先通过将抽象的知识资源父—子类采用倒置树结构逐层细化,并将本体库中的知识资源模型转换为可扩展标记语言(eXtensible Markup Language, XML)、Web本体描述语言(Web Ontology Language, OWL)等多种语言输出;然后,基于知识资源本体库,重用加工资源本体并采用本体映射转换规则构建知识库;接着,采用Java软件包的Jena[14]模块对本体库中的OWL表达的本体模型进行推理,通过Java数据库连接(Java DataBase Connectivity, JDBC)应用程序接口将本体库中的加工知识映射为数据库中以数据表的形式进行有序存储的结构化知识,最终实现本体库与知识库间的数据传递。
2.2 转轮叶片多轴铣削过程模块化集成
通过建立转轮叶片多轴铣削过程的任务本体和资源本体,实现了对加工过程知识资源的统一描述,在此基础上,结合转轮叶片加工过程知识服务需求建立如图6所示的转轮叶片多轴铣削过程模块化集成框架。该框架是从全面描述转轮叶片加工过程所需知识资源的角度出发,不但通过开发多学科系统接口实现加工过程集成,而且将加工过程中所涉及的知识资源与加工业务流程进行整合,来实现面向加工任务的知识资源服务。
该框架主要由信息输入、工艺规划、刀轨计算、机床仿真分析、工艺分析与优化模块构成:
(1)信息输入模块主要负责零件毛坯模型数据、刀具模型、机床模型、工装模型、毛坯材料等信息的输入与设置,是用户与服务平台交互的入口。
(2)工艺规划模块主要涉及与叶轮铣削工艺规划、工艺参数的确定、走刀路线的选择、走刀步长和行距的计算、刀具几何参数确定等信息相关的知识资源配置与推送。
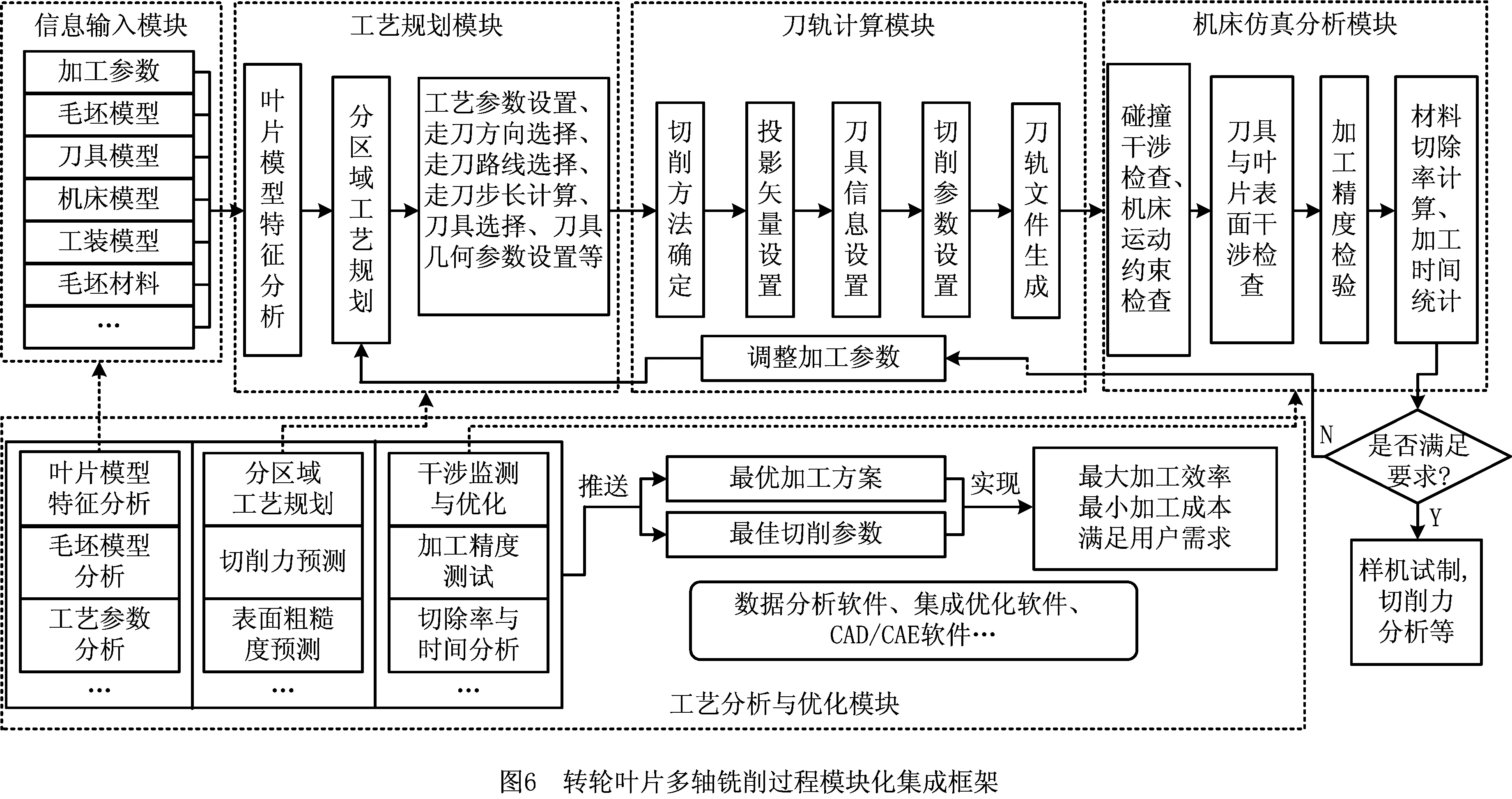
(3)刀轨计算模块依据信息输入和工艺规划模块的输入和推送信息,进行包括切削工艺方案推荐、切削方法确定、刀轴矢量设置、刀具信息设置、切削参数设置等信息计算,相关软件工具、差补算法、编程操作,以及过切欠切判断等信息的推送。
(4)机床仿真分析模块主要利用NX和Vericut等软件工具搭建转轮叶片加工仿真环境,用户自定义设计或者直接调用知识云库中已有的叶片毛坯、铣削刀具、叶片夹具、加工机床等模型,设置仿真环境下的加工参数,计算多轴铣削刀位轨迹来模拟机床运动和零件切削的全过程,并通过碰撞干涉检查、机床运动约束检查、刀具与叶片表面干涉检查、加工精度检验等来判断切削过程中发生的残留与过切行为,亦可推送铣削加工材料去除率和加工时间等预测信息。
(5)工艺分析与优化模块主要通过搭建数据分析工具与加工仿真工具、质量预测工具等的接口,实现对Vericut仿真分析模块和宏文件的调用及质量测试参数的提取,并对信息输入、工艺规划、刀轨计算、仿真分析过程进行分析与优化,将优化后的转轮叶片特征、加工工艺和加工参数等知识资源进行描述和封装。
2.3 集成知识云服务模式构建
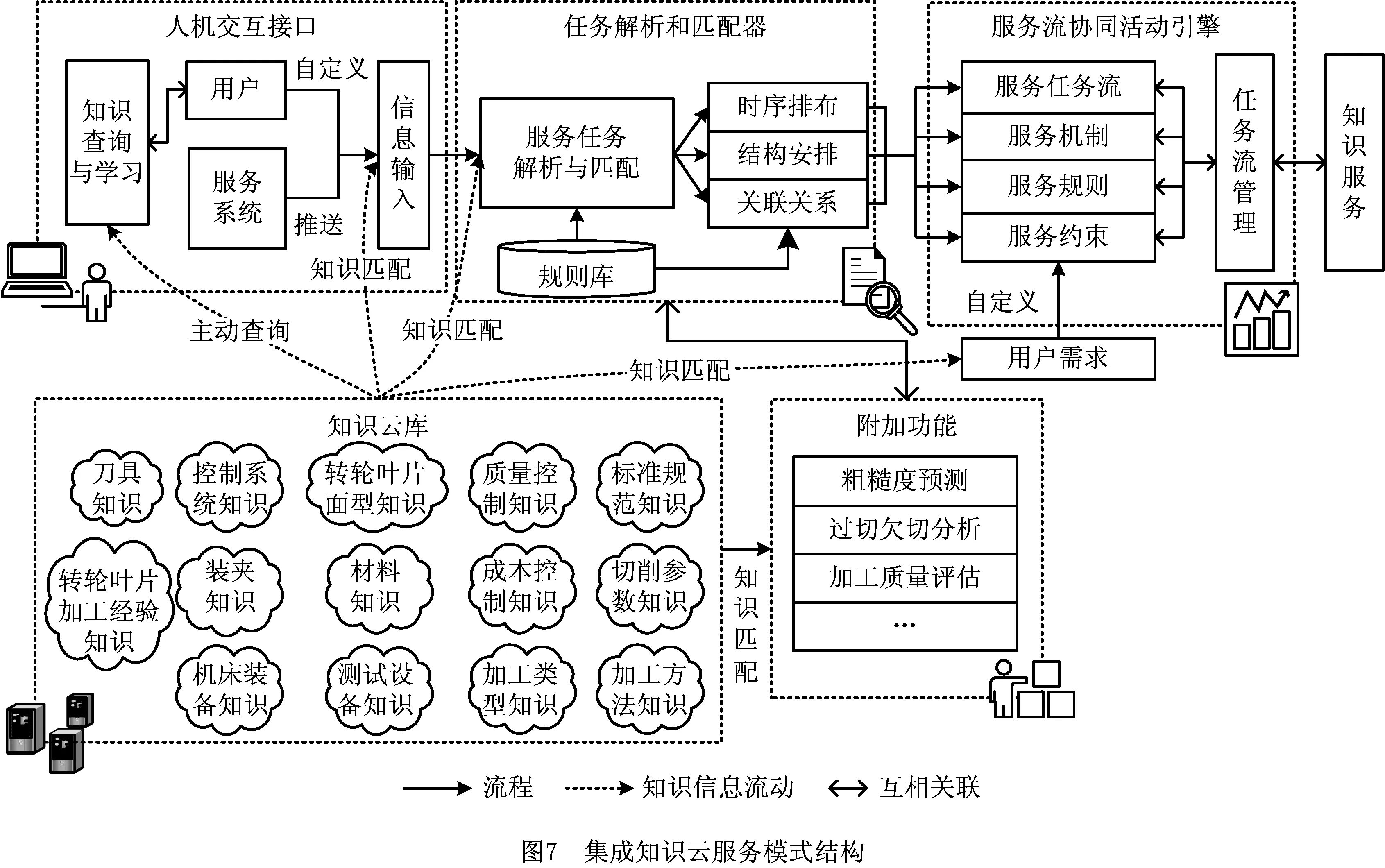
建立面向转轮叶片加工过程的集成知识云服务的目的是减少知识服务步骤和操作转换节点,以多个任务协同执行的方式提高服务执行效率,形成“多任务并行,少任务串行”的运行模式。针对转轮叶片加工过程的集成知识云服务模式结构如图7所示。
转轮叶片加工过程的集成知识云服务框架主要包括人机交互接口、知识云库、任务解析和匹配器、服务流协同活动引擎、附加功能等模块。其中,人机交互接口主要为用户提供知识服务内容的订阅,以及分布式检索、主动推送等不同知识服务模板的定制服务;知识云库主要包括叶片加工过程所涉及的知识资源,如刀具知识、工艺知识、控制系统知识、转轮叶片型面特征分析、标准规范及编程工具等,这些知识资源由云端服务器存储,用户可以通过服务平台访问服务器,对具体服务流程相关的知识资源进行调用;任务解析和匹配器主要是从规则库中调取规则,根据匹配规则将用户操作指令和叶片加工任务指令解析为机器语言,并对任务执行结构和时序流程进行编译;服务流协同活动引擎负责结合用户需求制定服务任务的执行机制、规则和相关约束,对服务流尤其是协同执行的服务任务进行管理和控制;附加功能包括叶片加工制造过程中涉及的其他服务项目,如粗糙度预测、过切欠切分析、加工质量评估等方面的知识服务功能,也是该服务模式功能的扩展与开发端。
由于叶片铣削加工涉及的知识资源各异,存在制造资源约束[15],而且加工任务间需要柔性配合,加工过程又受到时间约束,使得加工任务间的关系和执行时序排列更为复杂。本文引入Petri Net[16],并对Petri Net进行功能扩展,利用基于扩展Petri Net不同时序约束下的协同服务流构建服务任务之间复杂的耦合关系以及知识资源的协调服务机制。
3 知识云服务流程建模
Petri Net是对离散系统进行分析和表示的工具,能够描述系统活动任务的顺序、同步、并行、冲突等特性,通过扩展Petri Net可以对整个加工过程中多个任务间的互相关性和协同执行规则进行组织管理,建立基于业务需求—服务活动—协调规则表达的集成服务流,根据用户需求提供知识服务,实现叶片加工服务任务的协同运行,形成转轮叶片加工过程的知识流动通道,从而对复杂的加工过程服务任务进行管理和控制。
基于Petri Net技术建立转轮叶片加工过程的集成知识云服务流模型如图8所示。
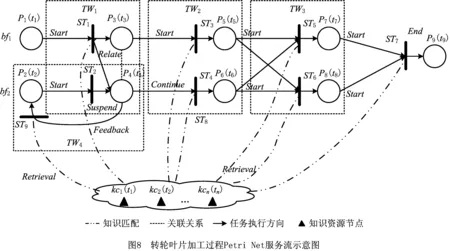
ΜS=(ST,TeamWork,SR,P)表示服务流,是由服务任务和任务间的合作关系以及运行规则组成的服务信息网络。其中:
ST=(ST1,ST2,…STi…,STn)(i,n∈Ν+)为转轮叶片多轴铣削过程服务任务的集合,即变迁集;
SR=(Retrieval(STi,STj),Relate(STi,STj),Feedback(STi,STj))(i≠j,且i,j∈Ν+)为服务任务间的关系集合,即流关系集,是为了实现服务任务执行过程中知识资源的有效匹配和推送,对加工任务中不同操作活动所需知识匹配方式的描述,包括检索(Retrival)、关联(Relate)、反馈(Feedback)等,服务任务间的关系由加工任务本体映射关系集MR与用户自定义需求共同决定,使服务协同关系既满足系统智能匹配的要求,又满足服务任务动态调整的需求;
TeamWork=(TW1,TW2,…,TWi,…,TWn)(i,n∈Ν+)为多个服务任务在某个时间节点的协同活动的集合,是对不同服务任务执行时间关系和结构关系的描述,协同活动的执行结构根据Petri Net的4种基本结构类型[17]分为顺序结构、并行结构、选择结构、循环结构,服务任务活动状态主要包括启动(Start)、挂起(Suspend)、继续(Continue)、终止(End),即TW=(Start(bf,ti),Suspend(bf,ti),Continue(bf,ti),End(bf,ti));
P=(p1(t1),p2(t2),…,pi(ti),…,pn(tn))表示服务任务在不同时序下的状态集合,即库所集,变迁STi执行前后的两个任务状态分别用前集和后集表示。
T=(t1,t2,…,ti,…,tn)表示叶片铣削加工操作活动序列;KC=(kc1(t1),kc2(t2),…,kci(ti),…,kcn(tn))表示随着叶片加工制造工艺流程的推进,在进行不同加工操作时服务活动所调取和检索的知识云库内知识资源的集合,kci(ti)为知识节点,用于表示不同知识资源调取的时序排布。
bf为知识云服务流,服务执行过程中从两个服务流bf1和bf2协同执行的具体步骤与交互规则如下:
步骤1服务任务ST1和ST2同时启动,构成并行结构的协同活动TW1,为加工操作t1,t2提供知识服务,使任务状态分别由前集P1(t1)和P2(t2)变为后集P3(t3)和P4(t4),P3(t3)和P4(t4)互相关联,任务状态P4(t4)由ST1和ST2的执行结果共同决定。
步骤2若服务任务ST2执行过程中存在故障、错误或需要对结果进行优化,则将任务挂起,并通过反馈任务ST9将信息反馈至ST2执行前的状态P2(t2),即ST2的前集,构成循环结构的协同活动TW4,对相关加工参数进行修改后再次启动服务任务ST2,直至故障解除或优化结果满足需求后再继续执行下一个服务任务。
步骤3服务任务ST3和ST4分别按时序启动,构成顺序结构的协同活动TW2,为加工操作t3,t4提供知识服务,使任务状态分别由前集P3(t3)和P4(t4)变为后集P5(t5)和P6(t6)。
步骤4服务任务ST5和ST6同时启动,构成选择结构的协同活动TW3,为加工操作t5,t6提供知识服务。ST5和ST6可同时执行或单独执行,应根据服务需求选择和执行服务任务ST5和ST6,从而决定任务执行后的状态P5(t5)和P6(t6)。
步骤5启动并执行服务任务ST7,为加工操作t7,t8提供知识服务,ST7执行后得到一个输出结果P9(t9),至此终止服务任务。
4 集成知识云服务实现
为实现采用集成服务模式为转轮叶片铣削加工过程提供相应的知识资源,提升叶片加工过程中知识资源的重用率,验证该服务模式的实用性和有效性,在建立面向转轮叶片加工的集成知识云服务模式和服务流模型的基础上,构建转轮叶片铣削加工知识云服务应用平台。
4.1 知识云服务体系架构
云制造模式下转轮叶片铣削加工知识云服务主要采用基于面向服务的体系结构(Service-Oriented Architecture, SOA)的云计算体系架构,利用SOA架构优势整合异构分布的加工资源,形成云模式下松耦合的转轮叶片加工过程的知识服务平台体系架构,实现加工业务流程与知识资源的交互与融合。参照云计算的多层服务架构,建立如图9所示的知识云服务体系架构,该架构由知识资源层、知识组织层、知识服务层、流程管控层、服务接口层和应用服务层构成。
(1)知识资源层 该层主要指与转轮叶片加工过程相关的广义分布的知识资源,包括文档知识、技术标准、模型知识、专家经验、行业规范、专利情报、论文文献等知识资源,叶片多轴铣削仿真模型、计算模型、优化模型、预测模型等模型资源,以及叶片铣削加工过程中所需的工具、方法和关键参数,通过对这些知识、模型、工具、方法、参数的表示、提取和封装构建知识云库,通过对知识资源和功能组件的匹配、调度和推送实现叶片加工过程知识服务的按需使用。
(2)知识组织层 该层主要通过构建转轮叶片加工过程知识本体库、知识服务索引库、知识分类资源库等,实现知识资源的统一组织与管控。
(3)知识服务层 根据知识资源组织、封装和推送内容与形式的不同,结合用户订阅信息建立知识服务用户需求库,通过对资源检索信息进行标准化处理,提供转轮叶片加工制造过程中知识资源的检索服务以及订阅和咨询服务,知识服务数据中心也可以根据用户的定制信息,将符合用户需求的知识资源主动推送给用户,同时根据转轮叶片加工流程实时调配知识资源并进行多任务重组,为加工过程提供实时服务。具体而言,是将叶片加工过程中的一些独立且重用率高的功能和工序封装为服务组件,并根据用户需求对所封装的服务组件进行组合调用。
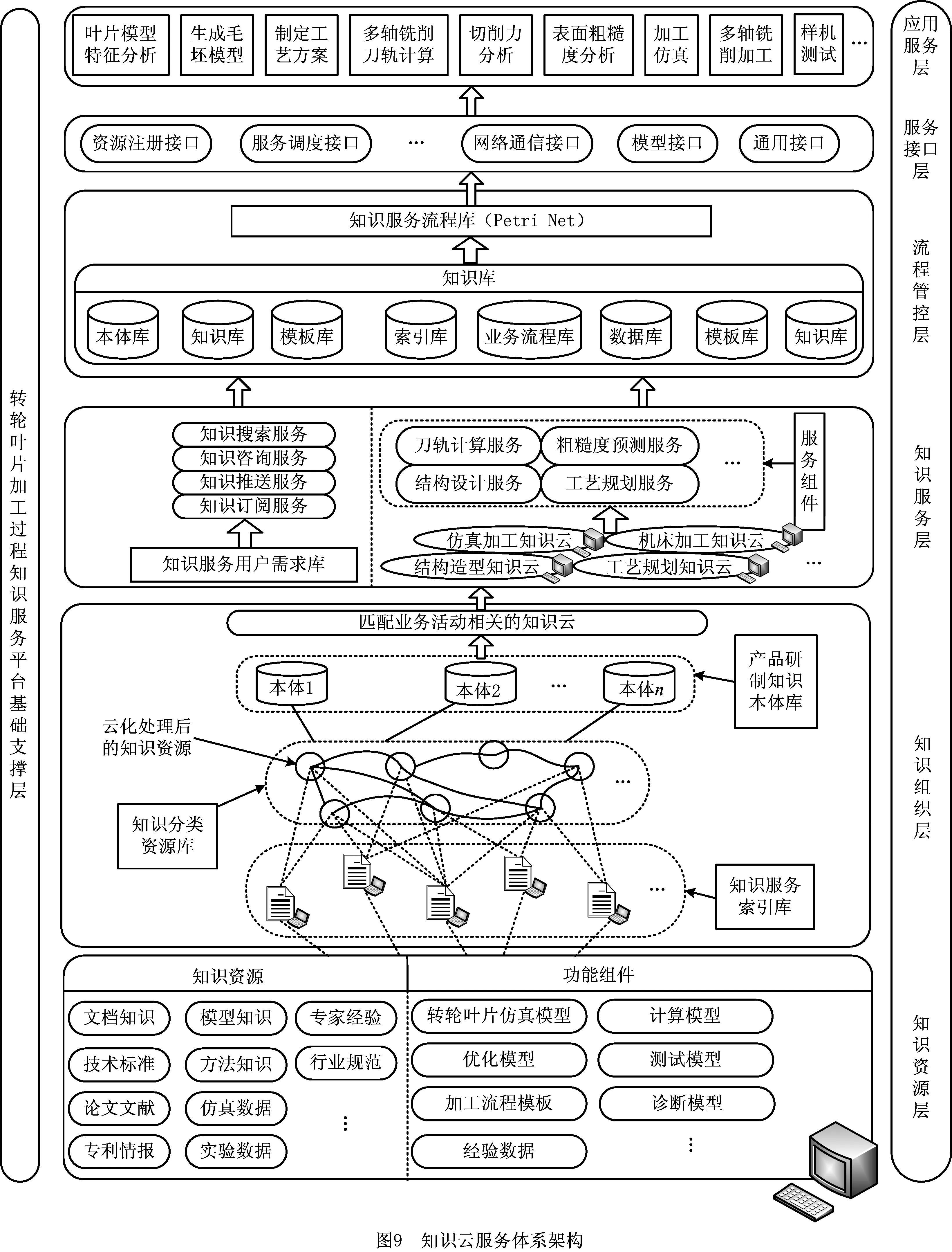
(4)流程管控层 主要通过建立知识服务流程库规范和制定典型叶片加工工序的执行流程模板,及多任务并行协作的交互规则,实现叶片加工流程与知识资源的集成与融合。
(5)服务接口层 该层为知识服务平台提供知识资源注册接口、知识服务调度接口、网络通信接口、软件资源接口等,为平台的资源接入、服务调用及平台服务拓展提供基础。
(6)应用服务层 该层主要针对转轮叶片加工过程中的叶片模型特征分析、工艺规划、多轴铣削刀轨计算、工艺参数优化、多轴铣削加工仿真等业务环节,以服务的形式通过平台向用户推送所需的知识资源。
4.2 集成知识云服务平台构建
集成知识云服务平台主要采用Protégé对转轮叶片铣削加工相关的多领域知识资源和任务进行本体建模,通过Java数据库连接(Java DataBase Connectivity, JDBC)应用程序接口将本体库中的相关知识映射为SQL Server形式的结构化知识进行有序存储,实现本体库与知识库之间的数据传递,采用Petri Net技术构建知识云服务流程,在此基础上以Eclipse 4.5作为集成开发环境,利用SQL Sever 2012搭建服务系统数据库,结合转轮叶片多轴铣削多任务本体,采用Java,XML,JavaScript等语言开发转轮叶片知识云服务功能组件,以Tomcat8.0为服务器搭建转轮叶片过程集成加工知识云服务平台,如图10所示。
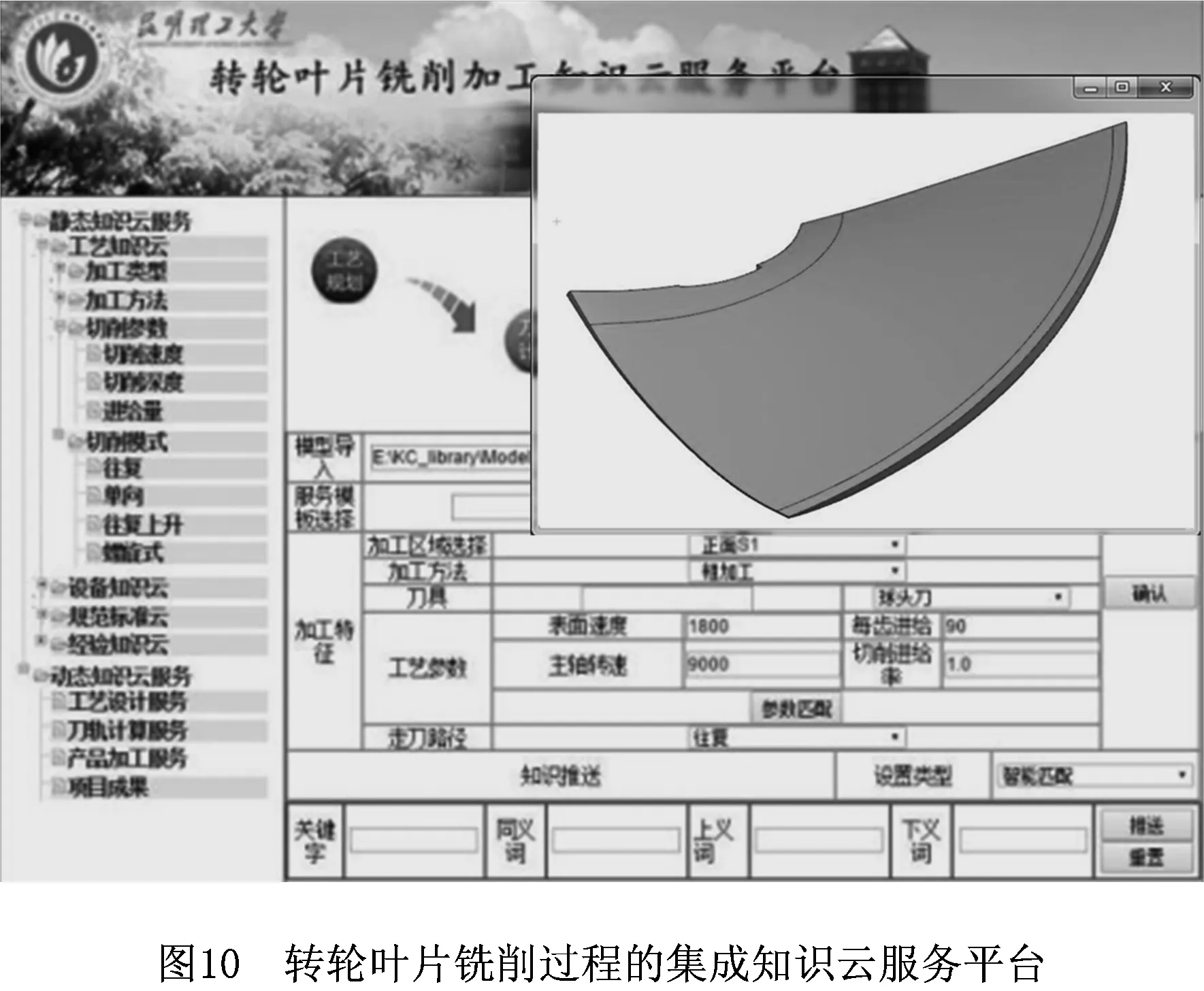
该知识服务平台允许用户检索转轮叶片加工相关的知识资源,如加工工艺、加工设备、规范标准、经验知识等,或者根据用户定制需求主动推送加工知识资源,同时也可以根据加工过程中的工艺规划、刀轨计算、仿真分析、质量检测等典型加工任务,以模板的形式为用户提供相应的知识服务。
4.3 知识云服务推送
以某发电站水轮机轴流式转轮叶片加工过程为例[18],在知识服务系统平台为用户推送加工仿真和刀轨优化服务。服务系统接收用户输入的叶片加工仿真与刀轨优化需求信息后,在任务分配模块的服务流程排布如图11所示,用户可以从流程库中导入特定功能的服务流程文件,也可以自定义设置服务流程。
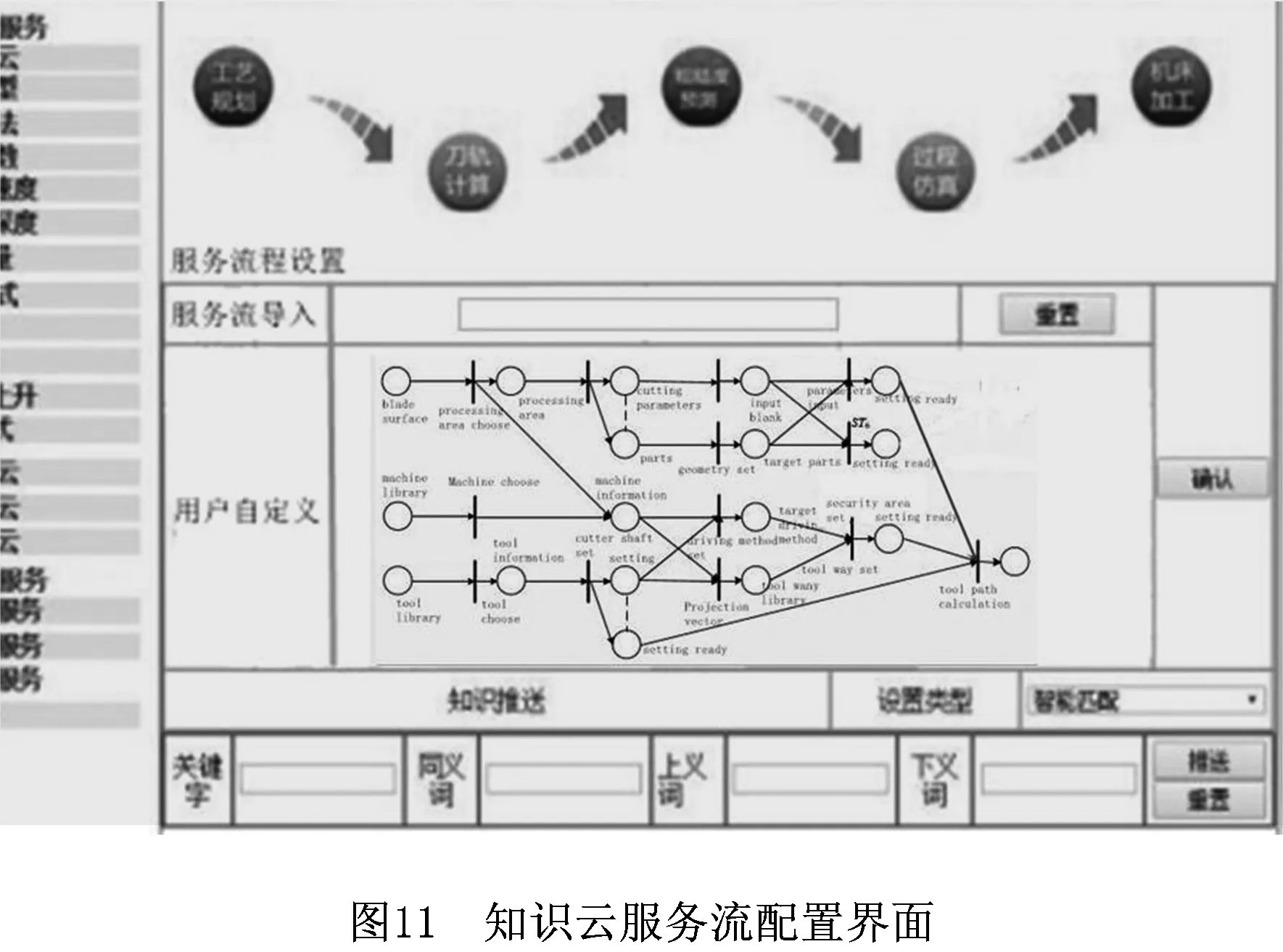
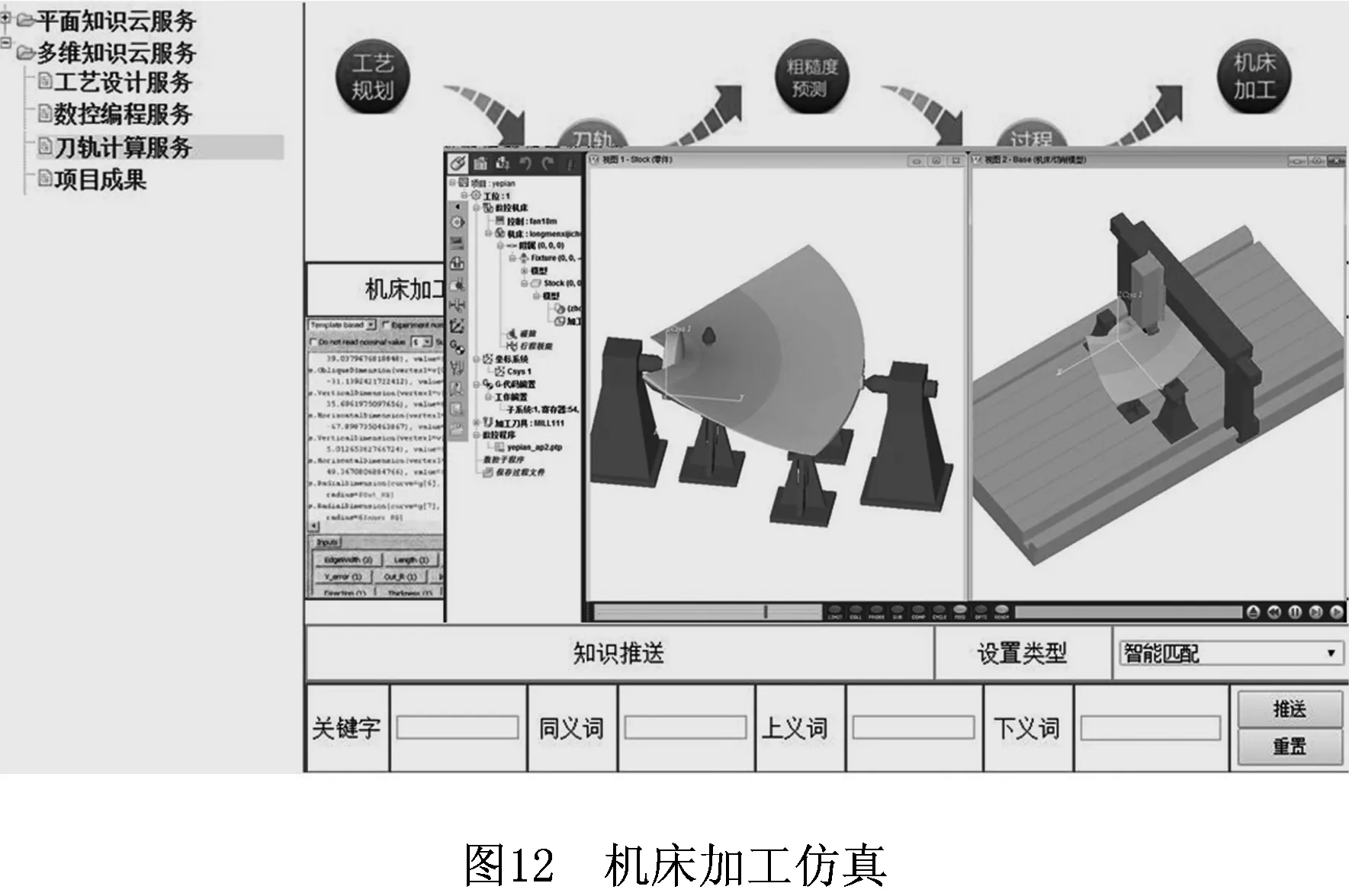
系统按照服务流程依次执行服务任务。首先在图10所示的信息输入模块输入叶片的三维数字化模型文件;然后在刀轨生成功能模块,系统根据叶片几何模型的型面特征和用户自定义需求对加工信息(如加工刀具信息、走刀方式和切削参数等)进行参数分析与方案推送,用户则可以通过输入界面对推送参数进行修改;最后系统根据输入信息调用在NX 8.5加工模块下录制的转轮叶片加工仿真过程宏文件模板,对叶片毛坯进行后台刀轨计算,并通过调用Vericut 7.5进行仿真过程的可视化展示,如图12所示。
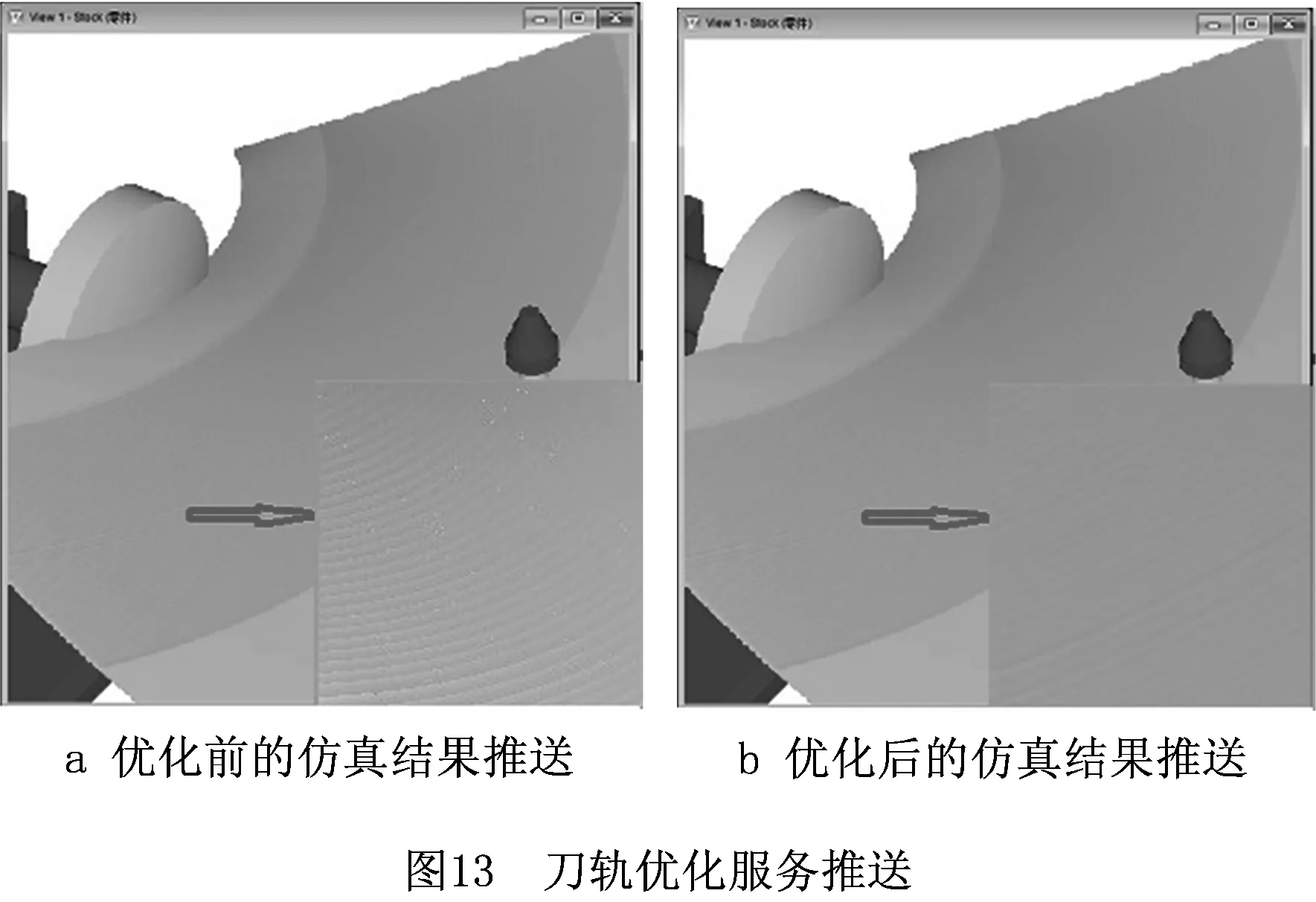
系统为用户推送机床加工仿真结果信息(如刀具干涉、过切、漏切等错误信息)、刀路轨迹优化前后对比信息、切削力和粗糙度的预测信息等。刀轨优化前后的对比如图13所示,优化前的叶片加工表面粗糙度预测值Ra为4.95 μm,切削力预测值F为1 389.53 N,优化后的表面粗糙度预测值Ra为2.09 μm,切削力预测值F为510.9 N,优化后的叶片加工表面粗糙度和切削力明显小于优化前。
5 结束语
云制造模式下转轮叶片多轴铣削加工面临知识资源异构分布、重用困难、共享率低等问题,采用本文提出的集成知识云服务模式能够有效提高知识资源重用与共享效率,进而提高叶片加工效率和加工质量。本文主要以云模式下转轮叶片加工过程模块化集成和加工知识资源系统性描述为基础,构建转轮叶片加工过程的集成知识云服务模式,利用Petri Net扩展技术对知识云服务流的时序排列和任务执行规则等进行规范化约束,构建集成知识服务模型,并搭建知识云服务实现平台。在此基础上,通过某水轮机转轮叶片刀轨计算、加工仿真和切削参数优化等环节的知识资源推送验证了平台的实用性和有效性。本文所提集成知识云服务模式对提高云制造模式下的叶片类及其他复杂曲面零件多轴铣削的加工效率具有一定参考价值,后期研究需要进一步扩展知识云库内容及服务平台功能组件,增加集成知识云服务的应用范围。
[1] LAI Xide, ZHANG Qinghua, LI Qinggang. Digital manufacture of large-grade hydro turbine’s blades[J]. Journal of Materials Processing Technology,2009,209(11):4963-4969.
[2] YIN Yanchao, WU Lei. CNC milling performance analysis for complex sculptured surface based on integrated optimization[J]. Computer Integrated Manufacturing Systems,2016,22(4):1012-1020(in Chinese).[阴艳超,吴 磊.基于过程集成优化的复杂曲面数控铣削性能分析[J].计算机集成制造系统,2016,22(4):1012-1020.]
[3] WANG Minghai, LI Xiaopeng. Effect of curvature attribute of free-form surface on CNC milling process[J].Journal of Aerospace Power,2013,28(1):25-31(in Chinese).[王明海,李晓鹏.叶片型面曲率属性对数控铣削加工过程的影响[J].航空动力学报,2013,28(1):25-31.]
[4] WEI Tao, LI Yingguang, LIU Xu. NC machining in-process oriented cloud manufacturing service generation method for complex aircraft structural parts[J]. Computer Integrated Manufacturing Systems,2016,22(11):2707-2717(in Chinese).[韦 涛,李迎光,刘 旭.面向航空复杂结构件数控加工过程的云制造服务生成方法[J].计算机集成制造系统,2016,22(11):2707-2717.]
[5] LI Xiangqian, YANG Haicheng, JING Shikai, et al. Knowledge service modeling approach for group enterprise cloud manufacturing[J]. Computer Integrated Manufacturing Systems,2012,18(8):1869-1880(in Chinese).[李向前,杨海成,敬石开,等.面向集团企业云制造的知识服务建模[J].计算机集成制造系统,2012,18(8):1869-1880.]
[6] YIN Sheng, YIN Chao, LIU Fei, et al. Outsourcing resources integration service mode and semantic description in cloud manufacturing environment[J]. Computer Integrated Manufacturing Systems,2011,17(3):525-532(in Chinese).[尹 胜,尹 超,刘 飞,等.云制造环境下外协加工资源集成服务模式及语义描述[J].计算机集成制造系统,2011,17(3):525-532.]
[7] JORICK L, XU Xiaofei, NIE Lanshun, et al. Cloud manufacturing service composition based on QoS with geo-perspective transportation using an improved artificial bee colony optimisation algorithm[J]. International Journal of Production Research,2015,53(14):4380-4404.
[8] YIN Yanchao, NIU Hongwei. Quantitative evaluation approach of cloud capability service for knowledge in cloud manufacturing[J]. Transactions of the Chinese Society for Agricultural Machinery,2016,47(8):325-332(in Chinese).[阴艳超,牛红伟.云制造环境下知识云能力量化评估方法研究[J].农业机械学报,2016,47(8):325-332.]
[9] BO Pengbo, BARTOM, PLAKHOTNIK D, et al. Towards efficient 5-axis flank CNC machining of free-form surfaces via fitting envelopes of surfaces of revolution[J]. Computer-Aided Design,2016,79:1-11.
[10] WEI Tao, LI Yingguang, LIU Xu. NC machining in-process oriented cloud manufacturing service generation method for complex aircraft structural parts[J]. Computer Integrated Manufacturing Systems,2016,22(11):2707-2717(in Chinese).[韦 涛,李迎光,刘 旭.面向航空复杂结构件数控加工过程的云制造服务生成方法[J].计算机集成制造系统,2016,22(11):2707-2717.]
[11] WANG Zhengcheng, HUANG Yang. Research on integration sharing technology of cloud manufacturing resource oriented to service China construction[J]. China Mechanical Engineering,2012,23(11):1324-1331(in Chinese).[王正成,黄 洋.面向服务链构建的云制造资源集成共享技术研究[J].中国机械工程,2012,23(11):1324-1331.]
[12] DENG Ziyun. Research on service composition technology based on CPN and SOA and its application in supercomputing simulation cloud platform[D]. Changsha:Hunan University,2016(in Chinese).[邓子云.基于CPN与SOA的服务组合技术及其在超算仿真云平台的应用研究[D].长沙:湖南大学,2016.]
[13] POMAROLLI A, ANDERLIK S, NG J. R2RIF-rule integration plugin for protégé OWL[C]//Proceedings of 2011 International Conference on Computer Aided Systems Theory. Berlin, Germany:Springer-Verlag,2011:137-144.
[14] CHEN Jiwen, YANG Hongjuan, DONG Mingxiao, et al. Design knowledge updating method based on similarity matching of ontology semantic block[J]. Chinese Journal of Mechanical Engineering,2014,50(7):161-167(in Chinese).[陈继文,杨红娟,董明晓,等.基于本体语义块相似匹配的设计知识更新[J].机械工程学报,2014,50(7):161-167.]
[15] ZHAO Yan, MO Rong. Matching capability degree of manufacturing resource capability and manufacturing process constraint[J]. Computer Integrated Manufacturing Systems,2009,15(4):712-718(in Chinese).[赵 岩,莫 蓉.制造资源能力与制造工艺约束的匹配度研究[J].计算机集成制造系统,2009,15(4):712-718.]
[16] SU Guojun, WANG Jin, TIAN Liguo. The FMS optimal scheduling based on Petri net model[J]. Systems Engineering—Theory & Practice,2014,34(10):2716-2721(in Chinese).[苏国军,汪 晋,田立国.基于Petri网模型的柔性制造系统优化调度[J].系统工程理论与实践,2014,34(10):2716-2721.]
[17] FU Zuowei, YUE Xiaobo, WANG Huiying. Workflow model based on extended weighted and timed Petri net[J]. Computer Engineering and Applications,2014,50(15):55-58(in Chinese).[傅作为,乐晓波,王慧英.加权的时间Petri网工作流模型研究[J].计算机工程与应用,2014,50(15):55-58.]
[18] YIN Yanchao, WU Lei. Digital machining simulation for francis hydro turbine’s blade[J]. Advanced Materials Research,2013,712/713/714/715:2149-2153.