全成形毛衫肩袖成形工艺
2018-03-16邱庄岩吴志明蒋高明
邱庄岩, 吴志明, 蒋高明
(1. 江南大学 教育部针织技术工程研究中心, 江苏 无锡 214122;2. 盐城工业职业技术学院, 江苏 盐城 224005)
全成形毛衫已受到业内人士的广泛关注,但目前全成形毛衫的设计与制作存在诸多问题:文献[1-3] 探究了在二针床电脑横机上生产全成形毛衫的可行性,认为筒状编织的成形方式与传统毛衫成形的思路有较大差别;文献[4]对四针床横机上的全成形毛衫的成形工艺原理有详细的讲解,但未与服装结构进行联系。国内目前引进一部分四针床电脑横机,但对四针床电脑横机的成形原理、成形方法以及相对应的全成形产品设计方法的探讨和研究都很少[2-3,5],因此,需要分析全成形毛衫的成形规律,以期在此基础上进行款式变化设计,满足市场的需求。
本文依据日本岛精公司四针床全成形电脑横机MACH2X15318G、MACH2XS15312G和与机器配套的SDS-ONE APPEX 3设计系统的工艺样板,探讨全成形毛衫筒状成形工艺,使设计者可更好地理解全成形毛衫肩部及袖山的成形方式,为产品的设计与开发提供参考。
1 接袖后肩袖部位的编织方式
四针床电脑横机之所以可编织成全成形毛衫,主要是通过 4 个针床的配合形成圆筒,圆筒的横向尺寸变化是通过 4 个针间的收放针来实现的,纵向尺寸通过编织行数来控制[4]。全成形毛衫成形方式以筒形编织为基础,从大身和袖口罗纹处开始,除去必要的起底纱嘴,橡筋纱纱嘴,废纱纱嘴以及分离纱纱嘴外,3个导纱器分别对毛衫大身及2只袖口进行编织,当编织到腋下部位,袖筒与身片合并编织。
岛精四针床全成形毛衫有重视生产效率和重视服装结构2种编织方式。
对于重视效率的编织方式,编织工艺图描绘比较简单,前后针床同时编织的位置较多,形成的筒状造型简洁,前后袖窿差异较小,可减少残次品数量,以效率为先,忽略结构细节;对于重视结构的编织方式,以结构为优先,工艺结构图较为复杂,忽略效率及成品率。可编织前后片不同肩斜和袖窿前后差,可细致调整肩部、背部与袖山形状及进行袖笼加针,编织出体现人体前肩及后背部前后尺寸差及袖子向前身倾斜的毛衫款式,更符合人体特征。
2 全成形毛衫肩袖部位的造型类别
腋下拼接后,毛衫肩袖部位一体成形。四针床全成形毛衫按照肩袖部位外形进行分类,一共有6种:平肩袖、落肩袖、马鞍肩袖、立体袖、斜肩袖、降落伞型肩袖。
2.1 平肩袖
平肩袖肩部最后以平收处理,外观类似传统装袖。平肩袖有2种成形方式,即重视效率和重视结构。
2.1.1平肩袖重视效率的编织方式
袖山与衣身连接成一个圆筒进行编织,结构上袖山与袖窿存在高度差,袖山弧线与袖窿弧线存在弧度差,在模仿装袖的过程中,这种差异可能会对编织稳定及编织成品的外观造成影响。
为调整袖山外形及避免残次品,袖窿的编织可使用袖子、衣身、袖减的比率编织来维持平衡。三者常见编织比率为1∶1∶1、 2∶4∶3、 2∶4∶2、 1∶3∶2、1∶5∶3、1∶7∶4,减针动作均匀分布在比率编织的过程中,减针是指衣身两侧的袖筒向衣身靠拢前后袖窿各收去的一针的次数,如2∶4∶3指的是袖子织2行,衣身织4行,减针3次1针。比率编织的编织轨迹会根据前片是否开口而发生变化。四针床电脑横机上通常采用 C 形编织方法在圆筒上形成开口[6],产生的差异如图1所示。图中是2∶4∶3编织比率下编织纱嘴的移动轨迹,可大致看到维持筒状编织的基础上完成比率编织的方式。根据款式(开衫款和套头款)不同,比率编织的纱嘴移动不同。
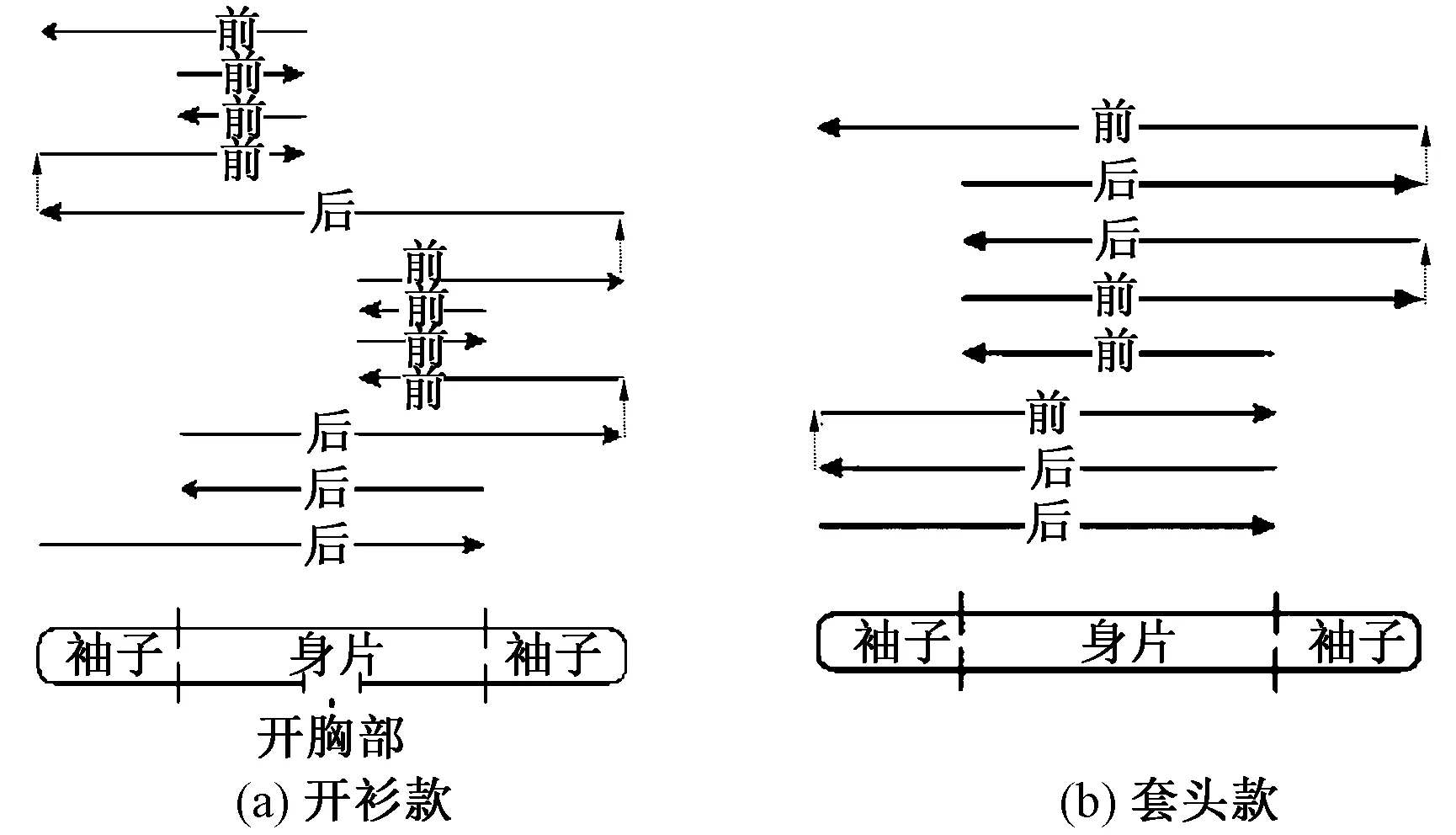
图1 2∶4∶3比率时纱嘴在前后针床移动轨迹Fig.1 Moving trajectory of spun on front and back needle bed at ratio of 2∶4∶3. (a) Paragraph cardigan; (b)Pullover
比率编织会影响袖山外形,如图2所示不同编织比率时的毛衫外观。图中袖子与身片行数差异越大,袖山越低,袖子运动性越好。收针次数也会对外形产生影响,如2∶4∶2和2∶4∶3这2个比率下的外观差异,虽然同样是袖子编织2行衣身编织4行,但是2∶4∶3收针次数更多,腋下夹角增大,袖山最后行接肩针数减少,袖型更方便运动。

图2 不同编织比率下毛衫外观Fig.2 Sweater appearance at different knitting ratios
比率编织法的作用之一可将袖山的减针均匀分布在身片的编织过程中。其次是各部位尺寸确定的情况下,避免因袖山与袖窿高度差过大而使袖山过早完成编织,打破筒状编织的平衡被,使袖山结束行与袖窿接肩的过程中破裂。比率编织法在袖山编织中的应用,可减少平袖山部分所占的动作比例。平袖山是指袖山编织完成后,衣身继续编织,袖山最后行继续与衣身衔接的这部分工艺。
平袖山部分因为袖山不织,移针的过程中纱环承受的拉力较大,易出现破损。有2种工艺处理这部位编织:一种是平袖山编织比率,即袖∶大身∶袖减1针的次数的比率。通过有规律地不织减针完成连接,常见编织比率有0∶1∶1、0∶4∶3、0∶2∶1,其含义与袖山的比率编织法相同,如0∶2∶1,这里指的是袖子不织,衣身织2行减针1次,每次1针;另一种是使用空移针,将袖山最后一行的线圈,一针针与袖窿相连。这2种平袖山工艺可同时使用,也可单独使用。图3(a)示出由编织比率与平袖山比率组成的全成形毛衫工艺;图3(b)示出由扭转纱环与移针组合成的平袖山工艺。前者大都用在重视效率编织方式中,后者大都用在重视结构编织方式中。前者收针均匀,后者可根据前后袖窿弧线进行调整。其共同特点就是让袖山的接肩针数平稳地与袖窿接肩。图4示出平袖山开始的位置、参与接肩的纱环位置及比率编织使用位置。
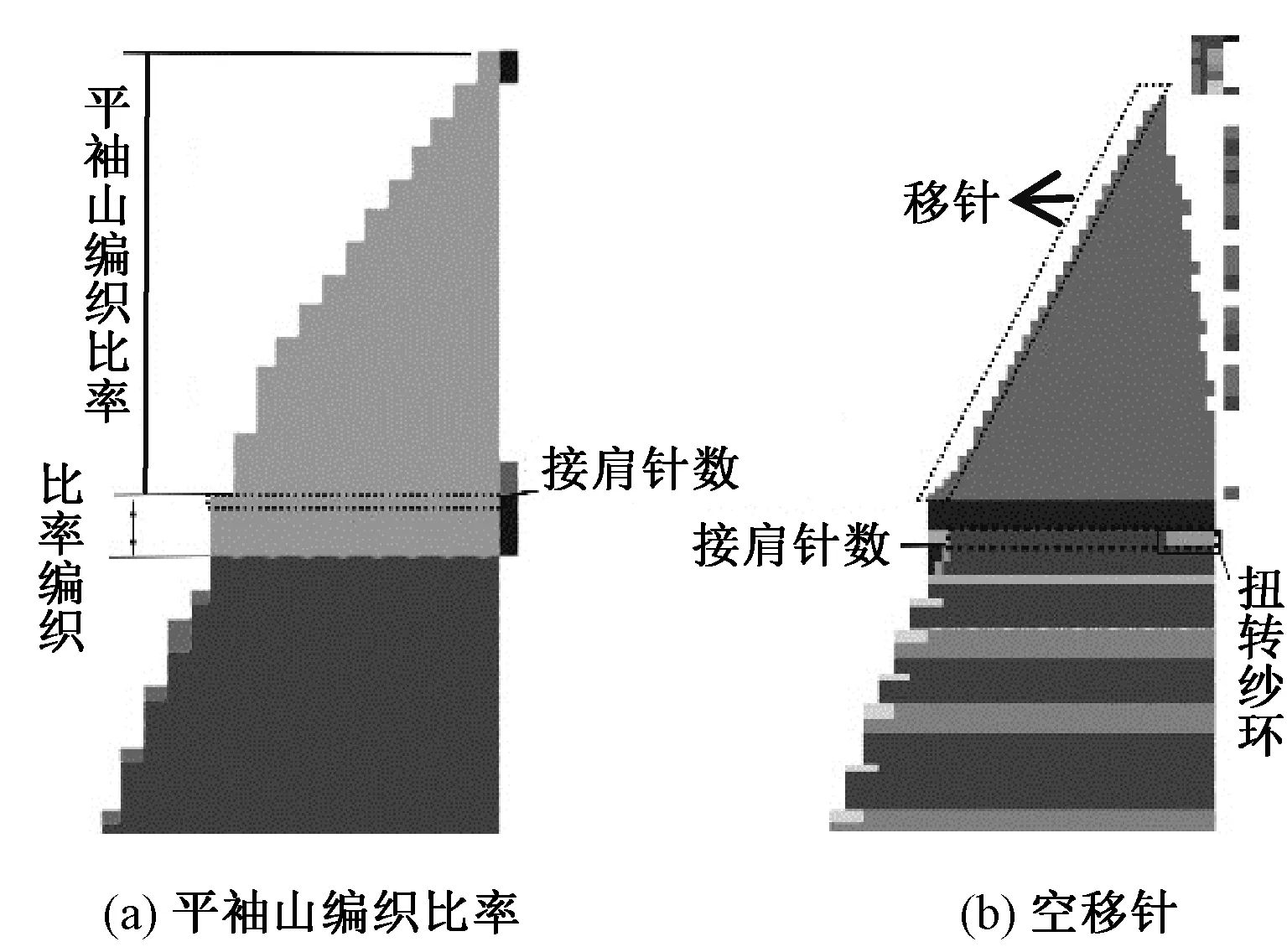
图3 2种平袖山工艺Fig.3 Two kinds of flat sleeve cap.(a)Flat sleeve cap knitting ratio; (b)Empty transfer on sleeve
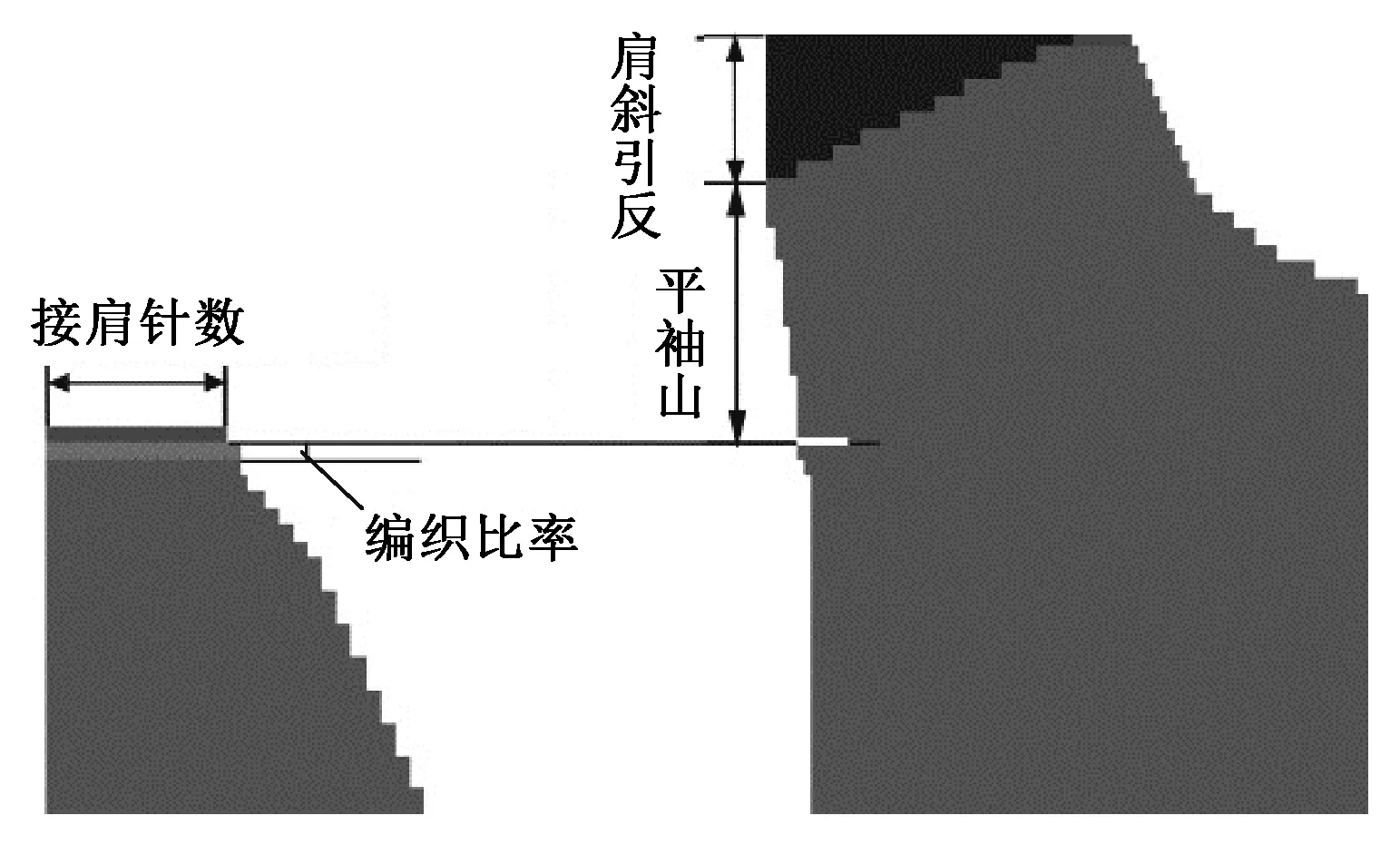
图4 平肩袖袖窿和肩的各部位Fig.4 Each part of armhole and shoulder
2.1.2平肩袖重视结构的编织方式
重视结构编织方式中,前后片分开编织的地方较多,可设定前后不同的肩斜角度及袖窿形状,实现前后袖窿差。
因前后片分开处理,所以衣片在针床上悬挂的时间加长,而袖山与衣身的衔接要等前后片全编织结束后才能结束。为了在这种情况下维持筒状编织的平衡,袖山一般会加入2∶4∶3和2∶4∶2这2个编织比率,并可在袖山编织的过程中加入多织工艺,如图5所示为对袖山高度的工艺调整。多织是在原有编织段落内增加或减少编织次数。在尺寸一定的情况下,加入减少次数的多织的工艺行,展开后可以拉长部位的编织时间。如:让袖山部分编织结束时间与前后袖窿最终完成时间差尽量缩短,以减少结束时平袖山工艺中的空翻针。另一方面全成形毛衫不需要套口,所以在一体编织如领口、袖窿罗纹等边针部位时,插入多织工艺以调整服装边针与大身之间的编织行数,减少因边针花型组织的改变而导致的罗纹过紧或过松现象,避免全成形毛衫因罗纹一体编织所产生的褶皱与不平伏,维持服装外观的平整性。
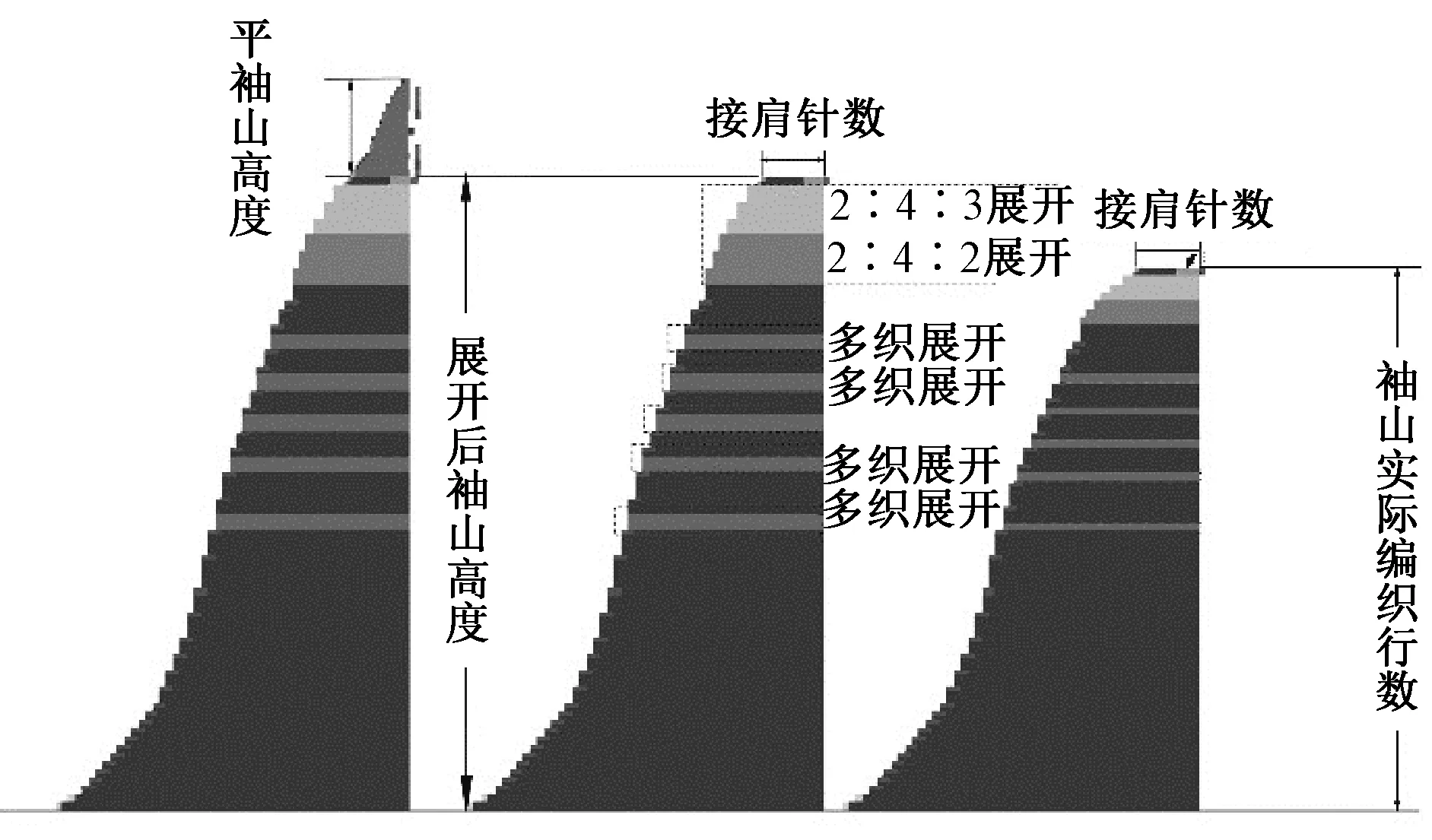
图5 对袖山高度的工艺调整Fig.5 Process adjustment of height of sleeve mountain
2.2 落肩袖
落肩袖的肩部前身片无肩斜,肩斜角完全减在后片肩部上。
2.2.1落肩袖重视效率的编织方式
重视效率模式下的落肩袖,袖山使用编织比率,在不改变袖长的情况下拉近袖山与袖笼的完成时间差维持筒状编织的平衡,并完成袖山弧线造型。接肩针数集中在前片,在接肩后再进行后片的编织,与接肩后的前片相连。
2.2.2落肩袖重视结构的编织方式
重视结构的落肩袖,由2把纱嘴参与编织,可以对前后片袖窿尺寸进行调整。
前肩无肩斜,后肩需要考虑肩斜引返以及减针动作,引返编织是指在编织时,部分织针暂时停止编织,另一部分织针则进行往返编织,从而编织出各种形状的编织方法[7]。减针动作可以将前肩一针一针连接到后肩,也可以两针两针,或一针两针交替;手法上可以选择内部减针或外部减针。根据减针的针数和纱环不同的重叠方式,后肩减针部位可以做出不同的外观效果。图6示出落肩袖为了肩部编织稳定,前肩最后一行与袖山最后一行需要描绘的扭转纱环。前肩扭转纱环针数是指落肩款式中前肩需要与后肩在后片拼合的针数。扭转纱环是指图6右上方线圈图中白色线圈,图中灰色线圈表示平针的正面线圈。可以看出扭转纱环在前针床处于交叉的状态。
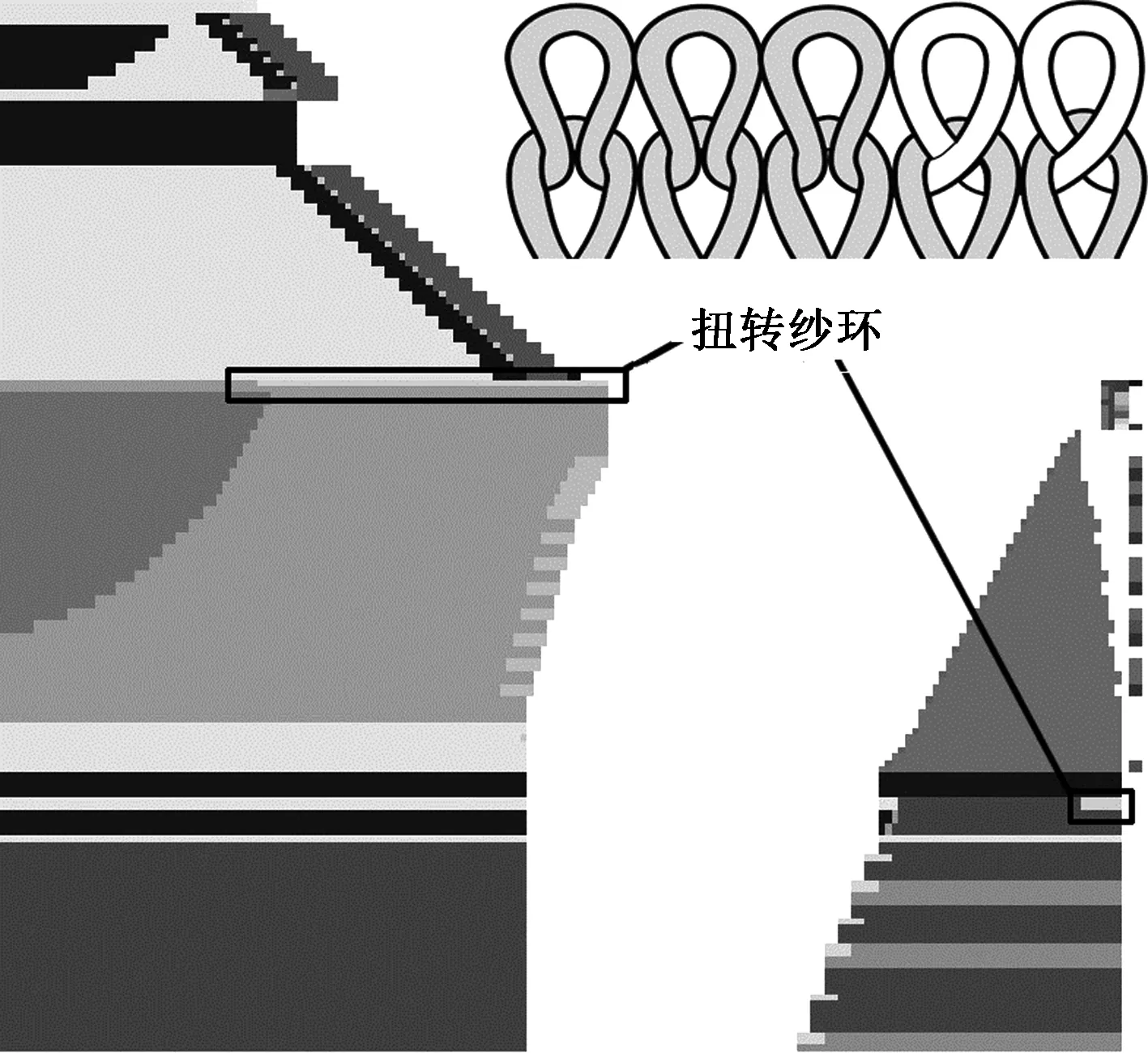
图6 落肩袖中的扭转纱环Fig.6 With twisting on set in style without shoulder
纱环在前后针床之间进行了水平翻转,为使纱环翻转时可以保持稳定不破,以及翻转后线圈回正,在这个过程中纱环需要进行特殊编织动作并一直挂在针床上。如图7所示在三维纱环模拟中展示扭转纱环,其中深灰纱环为原前针床纱环,浅灰为后针床纱环。图7(a)示出前针床正在编织扭转纱环,与右边起2个正常平针线圈有所区别;图7(b)示出翻转后纱环回正,纱环状态与后针床平针无差异。
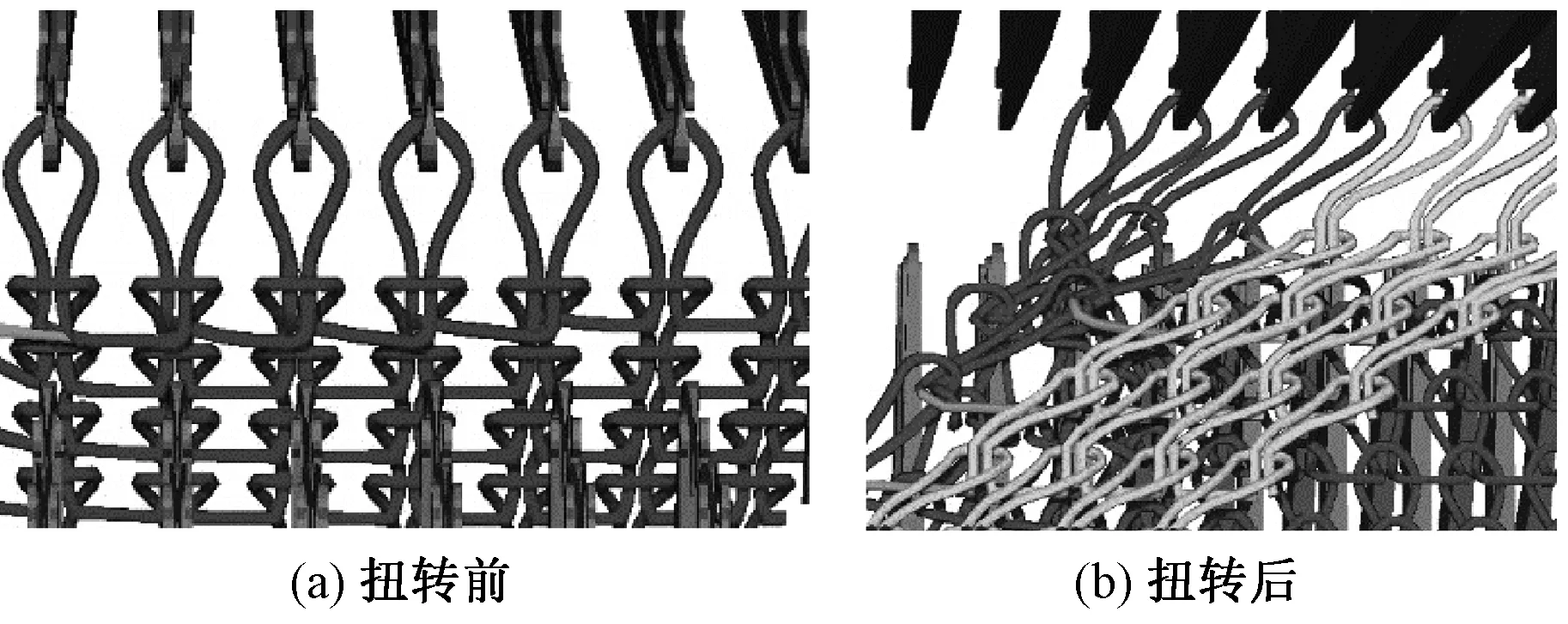
图7 模拟扭转纱环编织Fig.7 3-D simulation of twisting. (a)Before Twisting;(b)After Twisting
2.3 马鞍肩袖
马鞍肩袖有2种编织手法,重视效率与重视结构编织方法,外观上有一定的差异,如图8所示。重视效率编织方法中无法体现前后领弧线上的差异,而重视结构编织方法可将前后领弧线的差异表现出来。马鞍肩的肩部是使用多余编织加移针,在肩部执行大范围平收编织做出的肩袖部位造型。图9示出影响马鞍肩袖外观的部位。
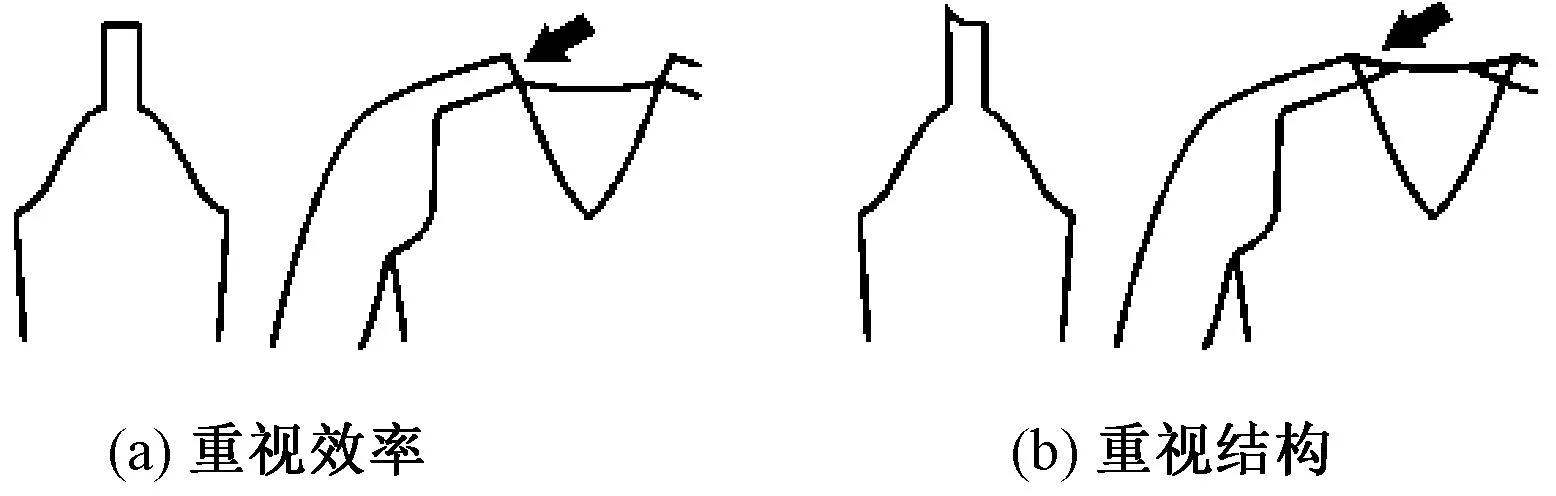
图8 2种编织方法下马鞍肩的外观差异Fig.8 Appearance difference of saddle shoulder of two knitting methods. (a)Attach importance to efficiency;(b) Attach importance to structure
2.3.1马鞍肩袖重视效率的编织方式
重视效率描绘工艺花样较简单,肩斜部的角度和接肩针数受到限制,但是能减少引返编织更加简洁,编织时可同时编织马鞍肩部的袖子和身片,所以能够减少编织时间。
重视效率中利用多织加移针的手法,同时编织衣身与马鞍肩,其中前片前领深部位利用了C型编织法。整个编织过程只需1把纱嘴。
2.3.2马鞍肩袖重视结构的编织方式
重视结构编织方式中,可编织后肩斜调整到接近水平状态的马鞍肩,能够制作靠近纸样的产品。重视结构编织方式下马鞍肩袖编织方式,利用引返编织前后领弧线差。通过引返编织,能够自由设定肩斜部的轮廓或者针数,更改编织马鞍肩部的袖子和身片的比率。袖山使用引返编织使轮廓更加漂亮。
2.4 立体袖
立体袖的特征是:身片和袖子在腋下部位有拼角,使得在胸部位置体现拼接线条感。在肩膀部分集中排列减针来体现肩部的形状。肩部拼合处使用多余编织和移针并在肩部执行较宽的平收编织。各部位名称如图10所示。总体来说,立体袖虽然收针复杂,但是依旧是筒状编织,肩袖编织只需1把纱嘴。
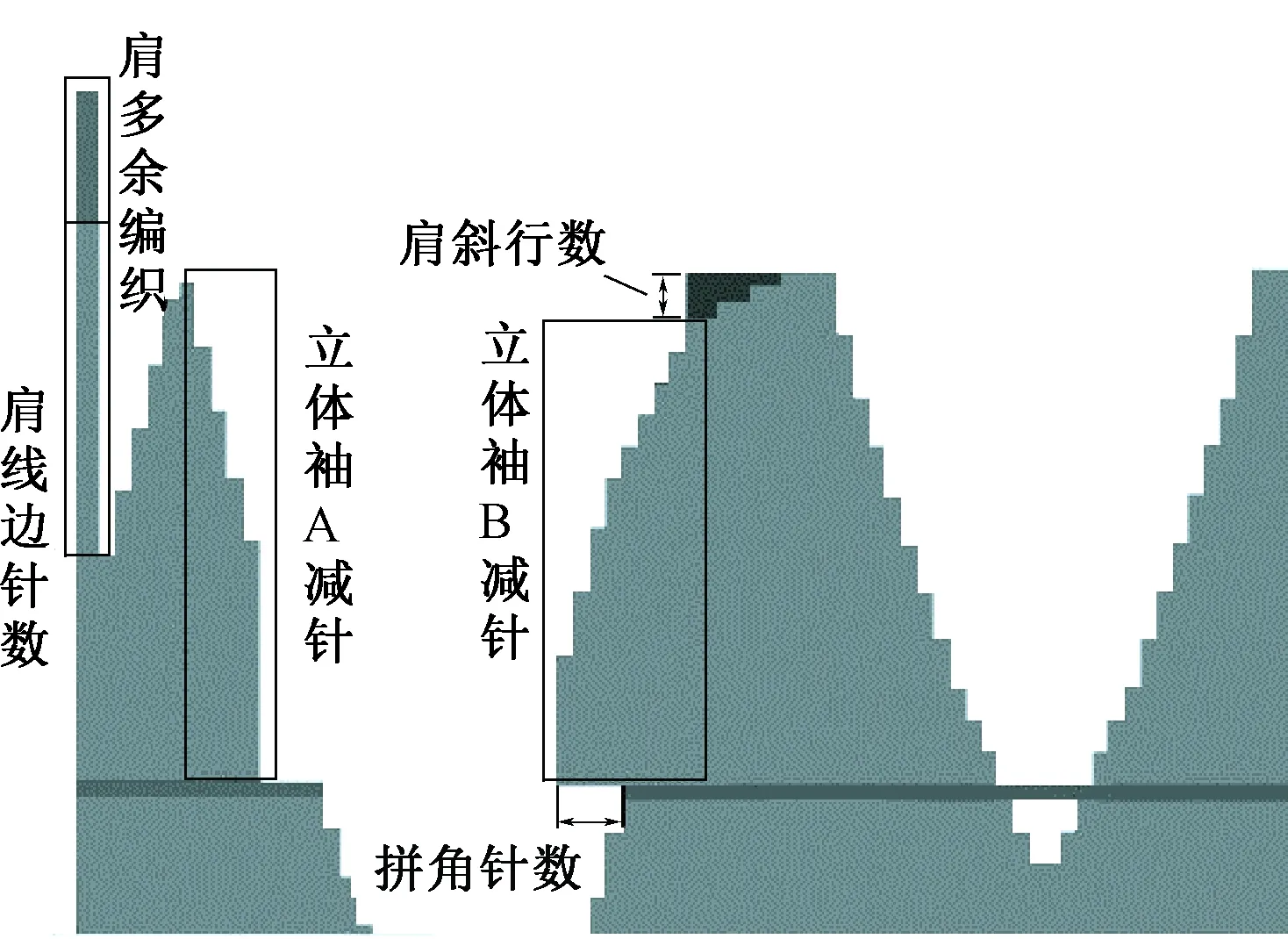
图10 立体袖各部位Fig.10 Arious parts of 3-D sleeve
2.5 斜肩袖
斜肩袖外形上类似传统的插肩袖。插肩袖是指袖身借助衣身的一部分而形成的一种袖型,是仅次于装袖使用较多的袖型[8]。影响肩斜款式肩袖部位外观的:一方面是袖山和袖窿处的减针针数与排列方式;另一方面是插肩袖领部的引返。引返编织的位置与扭转纱环(这里扭转纱环是参与后肩引返的数目,是后片减针次数之和)的位置随着斜肩袖型角度的加大,可能出现扭转纱环数等于身片减针数和袖片减针次数之和的情况。
插肩袖设计上以沟带部位为基准的前插肩线和以肩胛骨隆起部位为基准的后插肩线[9]。而斜肩毛衫在外观上模仿这点,从服装腋下接袖后,到开始领子编织前,由1把纱嘴完成的将移针及减针集中排列在三角胸大肌和后身三角肌后凸起的筒状编织。依照特征,斜肩袖的编织中,袖子与衣身的编织结束时间是一致的,因此在编织过程中,袖山高部分不需用比率编织法及平袖山比率来平衡衣身与袖子的编织时间;此外,多织工艺与斜肩并不冲突,但不加入多织工艺也可以满足正常斜肩款式的需求。
2.6 降落伞型肩袖
均收就是均匀地分放在一行内几个位置上,而不是只收在两侧边缘,收针花型呈散射形式分布,织物逐渐收窄[10]。四针床横机前后针床都可以编织,可让均收形成筒状,且收针位置灵活,并可做出局部密度的改变,在毛衫上形成独特的纹理。
4个针床配合下的均收是四针床全成形裙装和毛衫肩部的常用造型手段,在岛精的编织系统中被称作接片,一般在系统工艺制版中显示成梯形片状进行处理。实际编织是前后针床协同完成的喇叭筒状织片,使用这种收针方式编织肩袖部位的毛衫在岛精的编织系统中被称作降落伞型。
降落伞针的特点是:将减针分散排列来体现肩膀成形,梯形接片排成扇形,扇形部分周长和位于下侧与之连接的衣身部位与袖子周长总和一致,降落伞型毛衫的前后领深,由接片下部的引返编织来完成。这种成形方式让降落伞型毛衫只能编织高领和圆领,无法编织V领。同时也让这种工艺编织出的毛衫圆领领口罗纹更加美观。
降落伞型肩袖中没有肩斜和肩平收。取而代之的是降落伞接片的均匀收针,也就是均收的方式直接均匀收去胸围到颈围的差。袖山部位,降落伞型毛衫不需要使用比率编织及多织等工艺调整身片与袖山的编织平衡;领深部位是降落伞部位的弧线,依靠引返编织来实现。
3 结束结
本文从重视效率和重视结构2种编织方式分析了6种常见全成形毛衫肩袖成形工艺:比率编织法、平袖山比率、引返与局部编织、多织、扭转纱环。比率编织法可修正袖山与衣身的袖窿高度差异产生的影响,维持编织平衡;平袖山比率可在袖子不织的情况下让袖山最后行纱环规律地收在袖窿上;引返与局部编织:肩斜、前后领弧线等结构细节需要引返与局部编织来完成;多织可插入在毛衫的编织过程中,常用作在平衡筒编中袖山的结束时间上;多织也可插入在罗纹口边针上,以减少全成形毛衫罗纹口与身片一体编织所产生的褶皱与不平伏;多织还是马鞍肩袖造型的主要编织方式;扭转纱环帮助纱环顺利扭转,并使纱环在扭转后可与所在针床上的纱环共同参与编织。
[1] 彭佳佳,蒋高明,卢致文,等.全成形毛衫在双针床电脑横机上的编织工艺[J].纺织学报,2015,36(11): 53-54.
PENG Jiajia, JIANG Gaoming,LU Zhiwen, et al.Technical study of whole garment on V-bed computerized flat knitting machine[J].Journal of Textile Research,2015,36(11): 53-54.
[2] 黄林初.国产电脑横机织可穿产品的编织研究[D].天津: 天津工业大学,2013: 137-138.
HUANG Linchu.Researches on the knit & wear technology on the domestic computerized flat knitting machine [D].Tianjin: Tianjin Polytechnic University,2013: 137-138.
[3] 祝细. 电脑横机织可穿针织服装的编织工艺及其性能研究[D]. 天津: 天津工业大学,2011: 4-5.
ZHU Xi. Researches on the knit & wear technology and their garment property produced through computerized flat knitting machine[D]. Tianjin: Tianjin Polytechnic University,2011: 4-5.
[4] 王敏.四针床电脑横机的全成形工艺[J].纺织学报,2017,38(4):62-63.
WANG Min. Whole garment knitting process on four-bed computerized flat knitting machine[J]. Journal of Textile Research, 2017, 38(4):62-63.
[5] JENNY Underwood. Knitting a 3D model[D].Melbourne: RMIT University,2009: 16,28.
[6] 郭玉清,宋广礼,祝细.电脑横机上筒状成形织物收放针及开口编织[J].针织工业,2013(2): 17-18.
GUO Yuqing,SONG Guangli,ZHU Xi.The narrowing,widening and open-end knitting of tubular-shaped fabricon computerized flat-knitting machines [J].Knitting Industries,2013(2): 17-18.
[7] 杨苏梅,毛莉莉. 引返编织在羊毛衫设计中的应用[J]. 毛纺科技,2009,37(1):44-48.
YANG Sumei, MAO Lili. Application of returning knit in woollen sweater design[J].Wool Textile Journal, 2009,37(1):44-48.
[8] 丛洪莲,王迪.针织毛衫袖型建模与工艺实现[J].纺织学报,2014,35(8):70-74.
CONG Honglian, WANG Di. Modeling and technology realization of knitted sweater sleeve type [J]. Journal of Textile Research,2014,35(8):70-74.
[9] 中泽愈.人体与服装[M].袁观洛,译.北京: 中国纺织出版社,2001: 162-198.
NAKAZAWAYU.Human and Garment[M]. YUAN Guanluo,Translating. Beijing: China Textile & Apparel Press,2001: 162-198.
[10] 姜晓慧,王智.电脑横机花型设计实用手册[M]. 北京:中国纺织出版社,2014:105-108.
JIANG Xiaohui, WANG Zhi. Knitting New Pattern[M]. Beijing: China Textile & Apparel Press,2014:105-108.
