延长阳极搅拌机使用寿命的改进
2018-03-16梁玲
梁 玲
(广西现代职业技术学院, 广西 河池 547000)
1 问题提出
搅拌是一种广泛应用的单元操作,在容器中对被搅拌的液体进行加热或冷却,冶炼过程中经常采用,其对于在被搅拌的液体中进行的化学反应尤为重要,涉及流体力学、传热、传质及化学反应等多种过程。搅拌机是使搅拌介质获得适宜的流动场而向其输入机械能量的装置,搅拌过程取决于搅拌机的正常运转,搅拌机的结构、强度决定着其使用寿命。
广西有色金属集团鑫华公司铅电解阳极板铸锭工序采用的搅拌设备为阳极搅拌机。铅电解阳极板铸锭工序的工作流程为:固态粗铅合金加入阳极锅内加热至熔融状态,阳极搅拌机搅拌合金溶液,使其冶化反应充分。该过程有3种产物:液态粗铅、液态渣和烟气,其中液态粗铅经过阳极板铸锭系统设备浇铸成固态铅阳极板,送铅电解工序。
铸锭系统中的阳极锅为圆形,由δ20 mm锅炉钢板冲压成型,四周加强筋板焊接工艺制作,每锅可熔物料约60 t,搅拌机则由6极22 kW电机驱动,刚性联轴器与搅拌轴直接相连,装配图如图1。
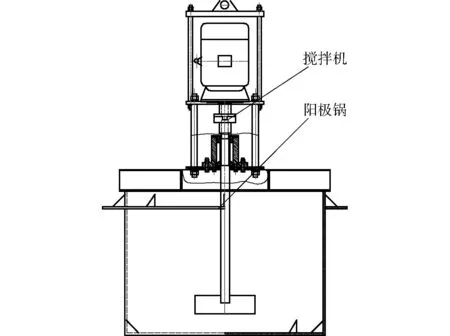
图1 阳极锅搅拌机装配图
由于阳极锅内物料密度及重量大,呈熔融态,物料及锅面渣粘稠,生产中搅拌机电机烧坏、主轴断裂、轴承磨损等发生频率高,轴承座润滑油跑漏现象严重。近十几年公司都是外购这类搅拌机。随着生产规模的扩大,处理的物料成分更加复杂,阳极锅搅拌机的维修频率逐渐增加,不仅加大了维修成本,更影响生产的顺利进行。以该工序的2台搅拌机为例,仅2015年一季度维修次数就达到15次,维修成本3万元,因此,延长阳极搅拌机使用寿命成为工程技术人员关注的课题。本文叙述了延长阳极搅拌机使用寿命的改进设计。
2 问题分析
2.1 搅拌机的构造及工作原理
该搅拌机采用立式电机驱动,联轴器与搅拌轴直接相连,带动主轴转动,主轴上叶片搅拌合金溶液。其主要由以下几部分组成:
(1)电机及联轴器。驱动电机为立式电机Y200L2- 6- 22 kW,电机输出轴端面有固定底座法兰,用于电机的定位固定。电机输出轴通过平键与刚性凸缘联轴器相联接,凸缘联轴器主体采用ZG45铸造加工。
(2)轴承座。由轴承中座、上下两压盖、轴承及轴套组成,轴承中座、上下两压盖材质为HT,用于安装支撑轴承外圈,轴套用于支撑轴承内圈,但无加油孔和密封圈(见图2)。
(3)主轴。材料45#钢,L=1 650 mm,最大处轴径φ75 mm,机加工键槽位后焊接搅拌叶片。
(4)机架。用于支撑电机、轴承座、主轴,并将以上零部件联成一体便于吊装。由机架、吊环、支撑长螺栓(φ50 mm圆钢加工)、上支撑板构成。机架、支撑板是非标制作件,由18#槽钢、δ20 mm钢板采用连续焊接等工艺加工制作。
2.2 存在问题及分析
该搅拌机在高温环境下作业,故主轴、轴承座、电机都会热。电机直接对着阳极锅面,在高温、高粉尘、高腐蚀烟气的环境下使用寿命变短,平均每两个月有一台电机烧损。主轴由于长时间浸在合金液中,钢度、韧性有所降低,加之锅面渣粘稠,很容易产生瞬时剪切应力而折断。轴承磨损和轴承座润滑油跑漏致使轴承座内缺油,轴承在高温和缺油的状态下易磨损。要延长阳极搅拌机的使用寿命必须解决以上问题。
3 改造实施
(1) 电机及驱动方式。由立式普通电机改为卧式耐高温电机,刚性联轴器改为皮带轮驱动联接。
(2) 主轴结构。轴径最大处由φ75 mm增加到φ120 mm,提高钢度、韧性。
(3)轴承座。材料改为ZG,在上压盖、中座上开设加油孔并增加吊耳,上、下压盖设有密封圈口,解决漏油问题,改造前后的轴承座装配图见图2。
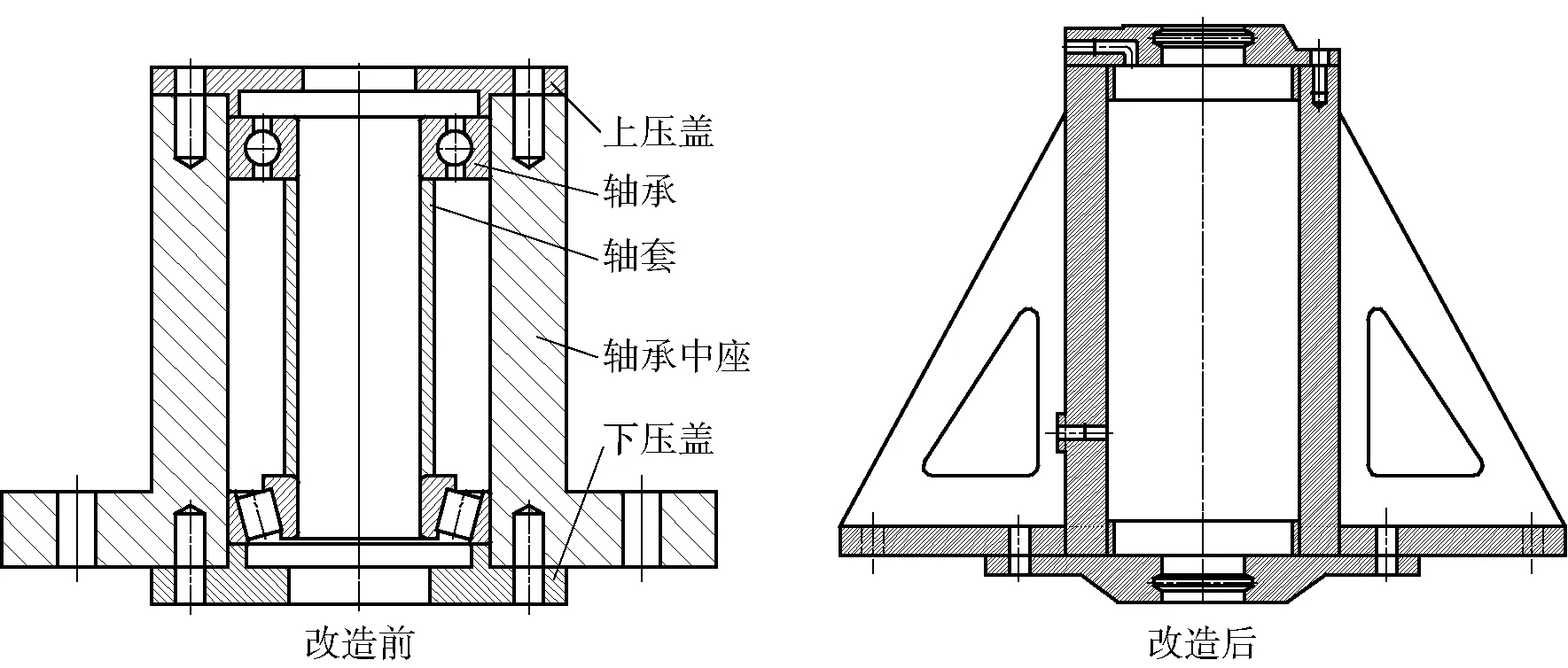
图2 改造前后的轴承座装配图
2015年8月1日改造完成投运后,搅拌机维修次数大为降低,2015年8月至2016年7月,2台搅拌机维修次数仅12次,达到预定的目标。
2014年搅拌机全年维修费用为10万元,共48次,按维修一次的费用平均约2 083元计算,2015年8月至2016年7月节约的维修费用约为7.5万元[(48-12)×2 083=74 988元]。
4 结束语
通过对电机,主轴,轴承座进行改进,有效地延长了阳极搅拌机的使用寿命,同时解决了阳极搅拌机轴承座润滑油跑漏较严重的问题,不仅改善了现场环境,减少了设备维修次数,减轻了工人劳动强度,而且对提高产品质量等起到了积极的作用,该经验值得推广。
[1] 《搅拌设备设计》化工设备设计全书编委会.化工设备设计全书:搅拌设备设计[M].上海:上海科学技术出版社 ,1990.
