加压氧化技术在难处理金矿上的应用
2018-03-16殷书岩赵鹏飞陆业大傅建国李少龙
殷书岩, 赵鹏飞, 陆业大, 傅建国, 李少龙
(中国恩菲工程技术有限公司, 北京 100038)
1 难处理金矿预处理技术
1.1 难处理金矿的特点
随着金矿石的不断开采,易处理金矿逐渐匮乏,我国已探明的地质储量中,约有30%属于难处理金矿资源[1]。目前,难处理金矿已经成为黄金生产的主要原料,该类矿石中的金粒往往被毒砂、黄铁矿等硫化物包裹,阻碍了金与氰化物的直接接触;某些矿石还同时含有较多的杂质元素,如非金属元素硫、砷、有机炭和金属元素铜、锑等[2];采用传统的直接氰化浸金工艺,金的浸出率低,氰化物的消耗量大。国内部分难处理金矿矿石的特点及直接浸出回收率见表1。
这种金矿石在氰化前需要进行预处理,使包裹金的矿石分解,让金粒裸露,在后续的氰化处理过程中更好地反应。目前较为常用的预处理工艺有焙烧法、生物氧化法、加压氧化法[3-4]。
1.2 难处理金矿预处理技术
焙烧氧化通常是在600~900 ℃下对难处理金矿进行空气焙烧或富氧焙烧,使包裹金的硫化物分解为多孔的氧化物而使金暴露出来。焙烧氧化的特点是对原料适应性强,金银回收率高,烟气可生产硫酸。上世纪80年代中期我国一些焙烧冶炼厂开始建设并相继投产,主要有山东国大、中原黄金冶炼厂、辽宁朝阳及灵宝黄金冶炼厂等,这些企业主要处理含砷低、比较容易提金的金精矿,处理规模大都在150~300 t/d。2000年以来,在沸腾焙烧基础上发展起来的针对含砷金精矿处理的两段沸腾焙烧技术在国内企业得到应用,如山东国大、山东恒邦(技术引进)、紫金矿业的福建金山黄金冶炼厂、青海大柴旦矿业有限公司、湖南中南黄金冶炼有限公司以及中国黄金潼关冶炼厂等,处理规模在100~480 t/d。两段焙烧预处理金精矿提金,金的回收率大多在88%~92%,生产成本每吨精矿在1 000元左右。
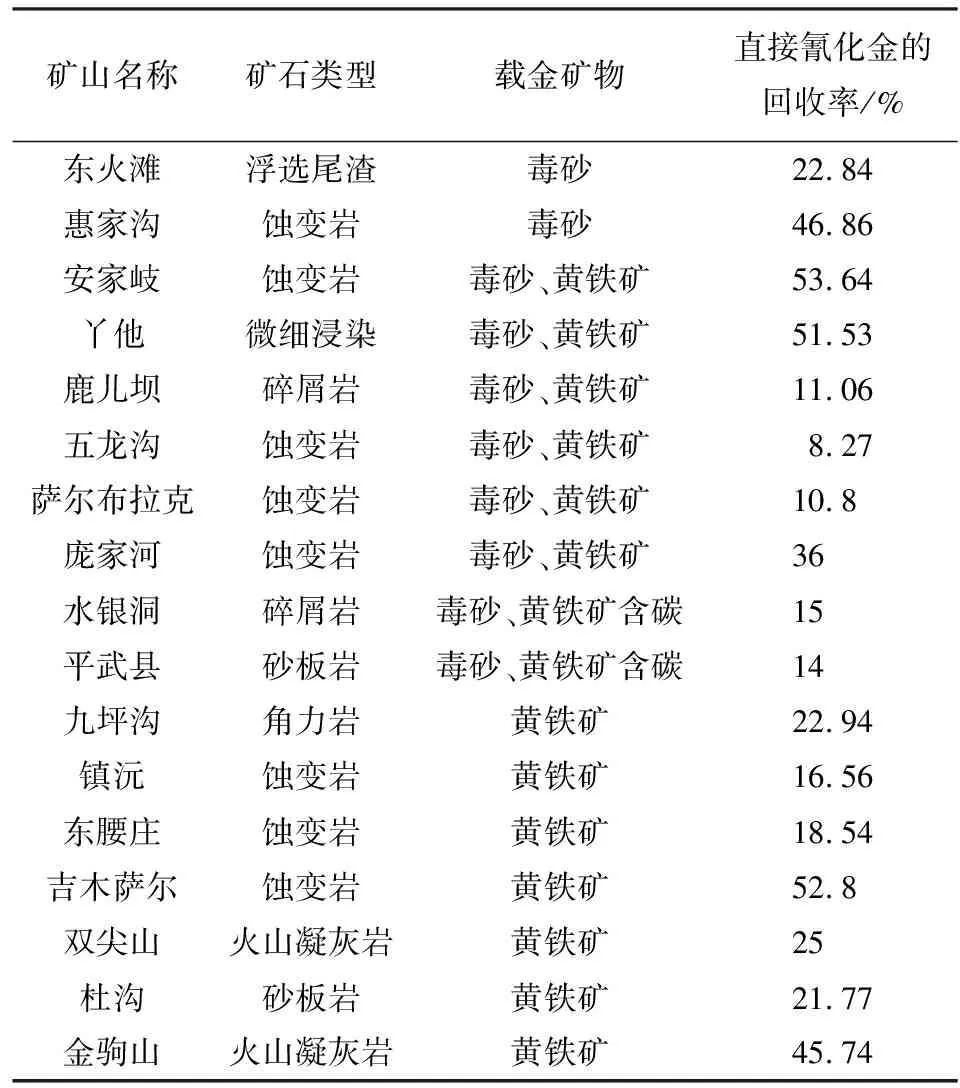
表1 国内部分难处理金矿的特点及直接浸出回收率
加压氧化的基本原理是在高温高压、通工业氧、酸或碱的条件下分解矿石中包裹金的硫、砷等化合物,使金暴露出来,达到提高金氰化回收率的目的。环保和对金浸出率的要求,促进了加压氧化法的发展。1984年该方法首次应用于Homestake、Mclanlgh金矿,并得到快速发展。目前国内外加压氧化厂已经超过20家,国内由中国恩菲设计的第一套难处理金矿加压氧化预处理工艺在贵州某项目一次性投产达产,标志着我国已完全掌握了加压氧化处理难处理金矿工程化及生产管理的各个环节。加压氧化预处理金矿,金的回收率达到95%~97%,且可综合回收矿石中的铜、锌等金属,砷可以生产稳定的砷酸铁,无废水、废汽排放,生产成本每吨精矿800元左右。
生物氧化预处理是利用微生物可以氧化浸出硫、砷、铁等元素的机理,使包裹的金暴露出来,为下一步氰化法提金创造条件。生物氧化技术是上世纪90年代迅速发展起来的新技术。我国采用细菌氧化预处理的生产企业近10家,有些已经停产,细菌氧化厂的规模大都在100 t/d金精矿左右。生物氧化预处理提金,金的回收率能达到92%~95%,生产成本每吨精矿1 100元左右。
焙烧氧化、加压氧化及细菌氧化的主要优缺点见表2。

表2 焙烧氧化、加压氧化及细菌氧化的主要优缺点
2 加压氧化预处理工艺
加压氧化预处理技术是利用高温、高压、富氧环境使矿物中含硫矿物进行分解,金粒裸露,为后续的提金过程创造条件。加压氧化浸出技术根据介质的不同可分为酸性加压氧化和碱性加压氧化[5]。碱性加压氧化原料的适应范围较窄,且由于试剂费用高,含砷渣不好处理,目前应用较少;酸性加压浸出对原料适应性强,且固砷效果好,是目前大多数工厂采用的加压氧化工艺。
加压氧化预处理技术既可以处理原矿,又可以处理精矿,处理原矿时通常进加压釜前需先预热,处理精矿时不需要预热。加压氧化原则工艺如图1所示。
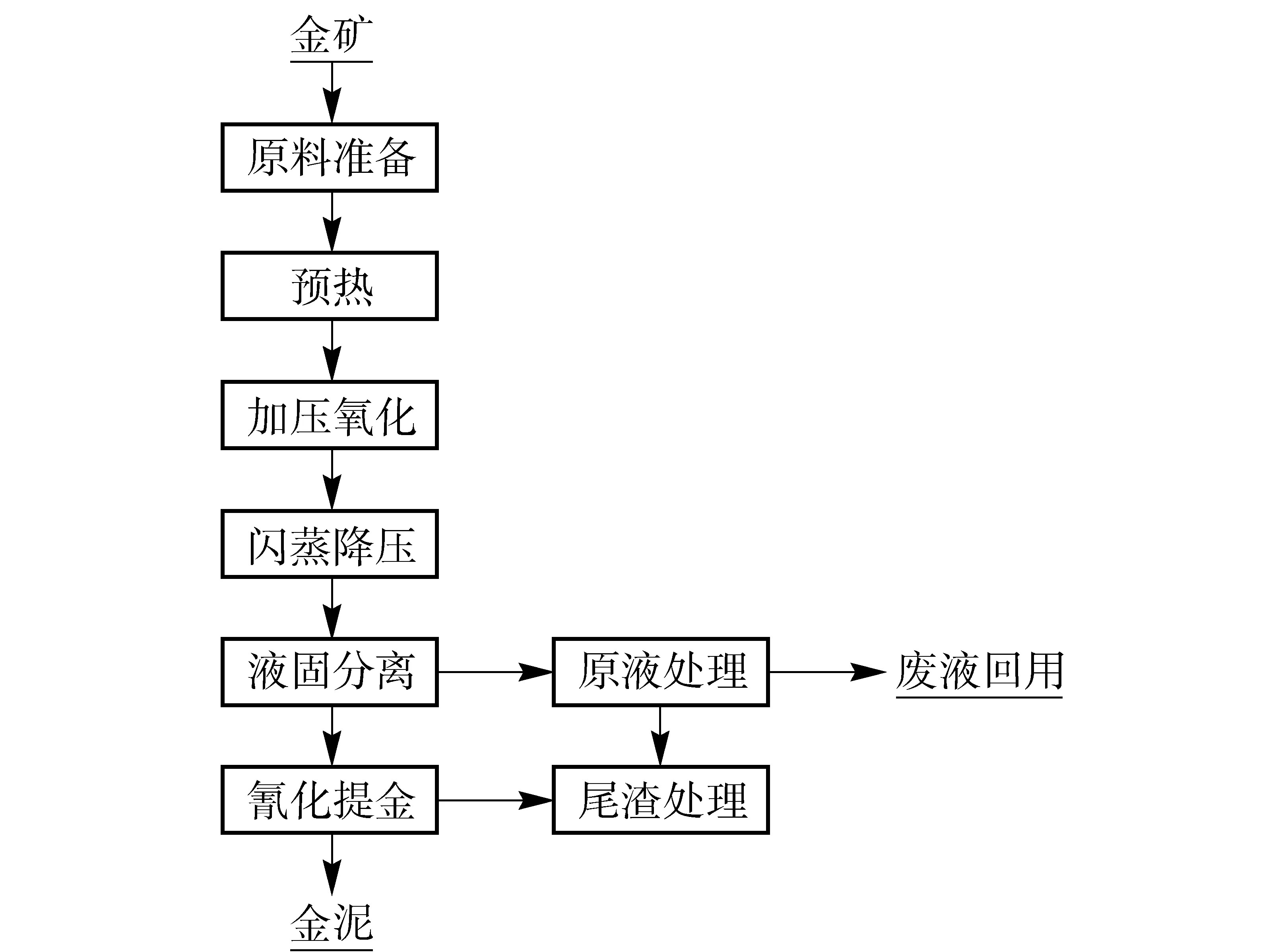
图1 加压氧化原则流程图
酸性加压氧化浸出的基本原理如下:
2FeS2+7O2+2H2O=2FeSO4+2H2SO4
(1)
4FeSO4+O2+2H2SO4=2 Fe2(SO4)3+2H2O
(2)
4FeAsS+13O2+6H2O=4FeSO4+4H3AsO4
(3)
CuFeS2+4O2=CuSO4+FeSO4
(4)
ZnS+2O2=ZnSO4
(5)
CuS+2O2=CuSO4
(6)
3 加压氧化浸出技术应用
加压氧化浸出技术开始于上世纪50年代,是当今世界湿法浸出技术发展的一个里程碑,1984年加压氧化技术首先应用于Homestake、Mclanlgh金矿,并从此得到快速发展。目前国内外加压氧化厂已超过20家,由中国恩菲工程技术有限公司设计的国内首个难选冶黄金加压预氧化项目2017年1月正式投产,并顺利实现达产、超产稳定运行,标志着加压氧化浸出技术在国内实现了工业化,目前该项目运行平稳,各项指标均优于国外同类项目。该项目大部分关键设备国产化,降低了投资,并且全过程自动控制,保障了生产的安全稳定。
表3为目前世界上采用加压氧化技术的主要工厂。
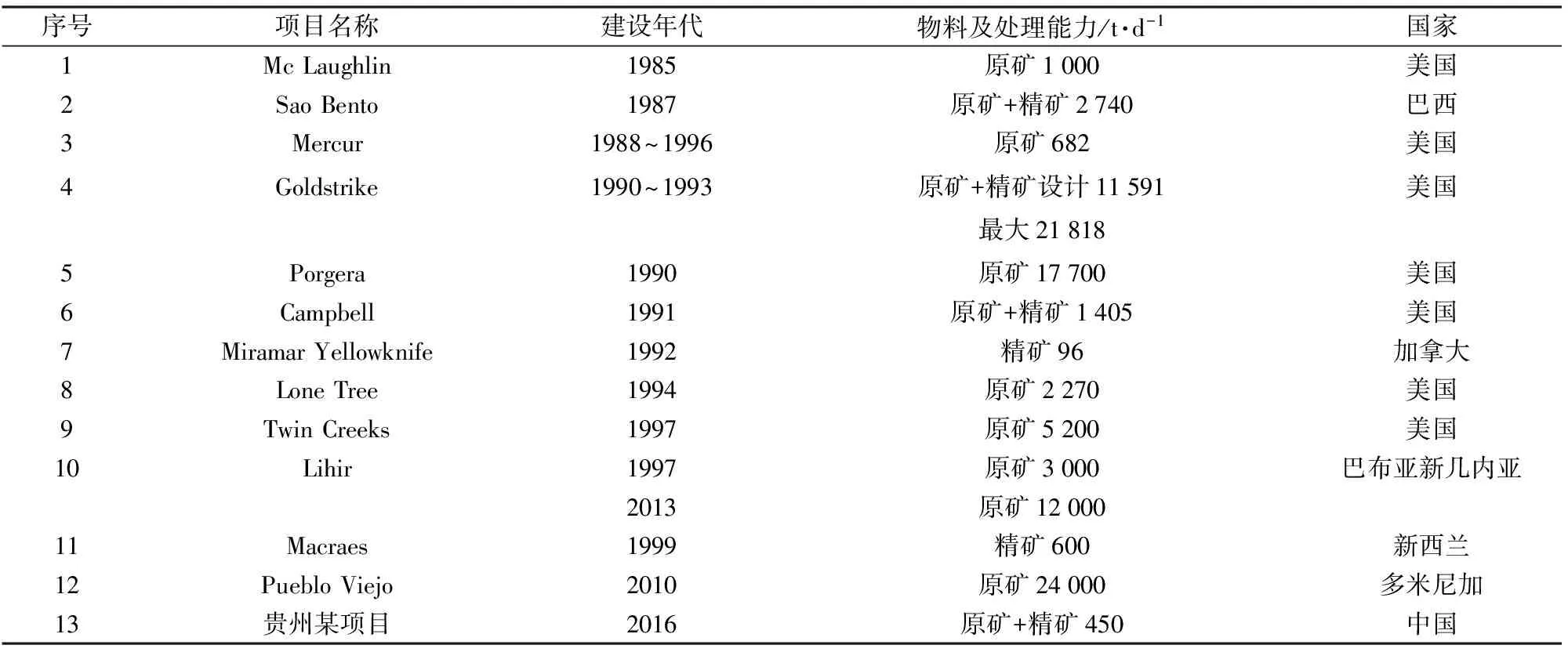
表3 采用加压氧化技术的主要工厂
4 结语
加压浸出预处理技术以其反应速度快、适应性强、硫化物分解彻底,氧化率高>99%、金银回收率高可达95%~97%,砷以稳定性强的砷酸铁(FeAsO4·2H2O)形式进入渣中,对环境影响相对较小等优点在金精矿预处理领域占据了重要地位。该技术可综合回收矿石中的铜、锌等金属,实现资源的综合利用,生产成本低。但是,加压浸出技术也对工程实施、生产操作及管理提出了很高的要求。贵州加压项目的建成投产,标志我国已完全掌握了加压氧化技术的研发、工程实施、装备国产化、生产操作、生产管理等各个环节,在当前环保要求越来越高的情况下,加压氧化技术为难处理金矿的高效利用提供了一种很好的解决方案。
[1] 杨振兴. 难处理金矿石选冶技术现状及发展方向[J]. 黄金,2002 (23):31-34.
[2] 夏光祥,方兆桁,石伟等.难浸金矿的提金技术与展望[J].贵金属,2001 (4):31-35.
[3] 周一康.难处理金矿石预处理方法研究进展及对策建议[J].有色金属(冶炼部分).1999(6):34-36.
[4] 张秀华.难选冶金矿石预处理工艺现状[J].湿法冶金,1998(3):16-17.
[5] 蔡创开. 黔西南某碳质含砷金矿提金工艺试验研究[J].黄金科学技术,2014(4):124-128.
