双丝窄间隙埋弧焊焊接接头断裂韧性研究
2018-02-01杨乘东张茂龙唐伟宝
杨乘东, 张茂龙, 唐伟宝
(上海电气核电设备有限公司, 上海 201306 )
由于传统能源如煤、石油、天然气等对自然环境造成了极大的污染和破坏,世界各国都已把新能源开发和利用放在极高的战略位置,大力开发新能源成为世界各国的共识。在各种能源的解决方案中,核能作为能量密度高、洁净、低碳的能源,其作用和地位正在不断得到重视和提高,肩负着确保能源安全、缓解环境压力的双重使命[1-4]。目前世界在运行和在建的核电站主要为压水堆核电站,作为压水堆核电站核岛关键设备的蒸汽发生器、压力容器等的主环缝焊接,通常采用单丝窄间隙埋弧焊。主环焊缝作为压力边界焊缝,其焊接质量关系到核电站的安全运行。此外,核电站建设周期的长短对核电经济性有显著的影响,第三代核电机组发展目标中经济性指标明确要求建设周期不大于54个月。为提高核电的安全性及经济性,有必要采用高效的焊接工艺实现蒸汽发生器、反应堆压力容器等主环焊缝可靠、高效焊接。相对于单丝埋弧焊,双丝埋弧焊一方面可以进一步提高焊接效率,另一方面可以消除单丝大电流焊接时形成的指状熔深等缺陷[5-6]。对双丝埋弧焊和单丝埋弧焊焊接接头的断裂韧性进行对比研究,可以为蒸汽发生器、压力容器等核岛关键设备主环焊缝采用高效的双丝窄间隙埋弧焊提供理论依据,因此具有重要的工程意义。
1 试验
分别采用双丝窄间隙埋弧焊和单丝窄间隙埋弧焊对SA508Gr.3Cl.2低合金钢母材进行对接焊缝的焊接,焊丝牌号为Union S3NiMo1,焊剂牌号为UV420 TTR,焊丝直径为4 mm,试板尺寸为1 200 mm×150 mm×40 mm,单边坡口角度为0.5°,衬板厚度20 mm,装配间隙22 mm,焊接工艺参数见表1。图1为双丝窄间隙埋弧焊和单丝窄间隙埋弧焊焊接接头的截面宏观形貌。

表1 焊接工艺参数


图1 焊接接头截面宏观形貌
试板焊接完成后进行后热处理和最终热处理。后热处理温度为250~300 ℃,保温时间为2 h;最终热处理工艺加热速度为350 ℃以上小于等于55 K/h、保温温度为595~620 ℃、保温时间为48~48.5 h、冷却速度为350 ℃以上小于等于55 K/h,降至350 ℃以下后出炉空冷。双丝焊接试块标记为E51,单丝焊接试块标记为E52。对经过热处理的焊接试块进行无损检测(MT、UT、RT),无损检测结果表明焊接试块没有焊接缺陷。对双丝焊接接头和单丝焊接接头的焊缝和热影区取样进行冲击韧性试验,焊缝试样包含上表面和下表面,热影响区试样取样位置包含熔合线+1 mm上表面、熔合线+4 mm上表面、熔合线+1 mm下表面、熔合线+4 mm下表面。表2为焊缝及热影响区冲击韧性。对双丝窄间隙埋弧焊试块和单丝窄间隙埋弧焊试块取样进行三点弯曲试验。根据ASTM E1820标准[7-8],三点弯曲SEN(B)试样的尺寸见图2,试样宽度W=32 mm、厚度B=16 mm、裂纹深度比a/W=0.5,试样长度为156 mm、加载跨距S=4W=128 mm。初始裂纹位置分别位于焊缝中心和热影响区(距熔合线1 mm)。
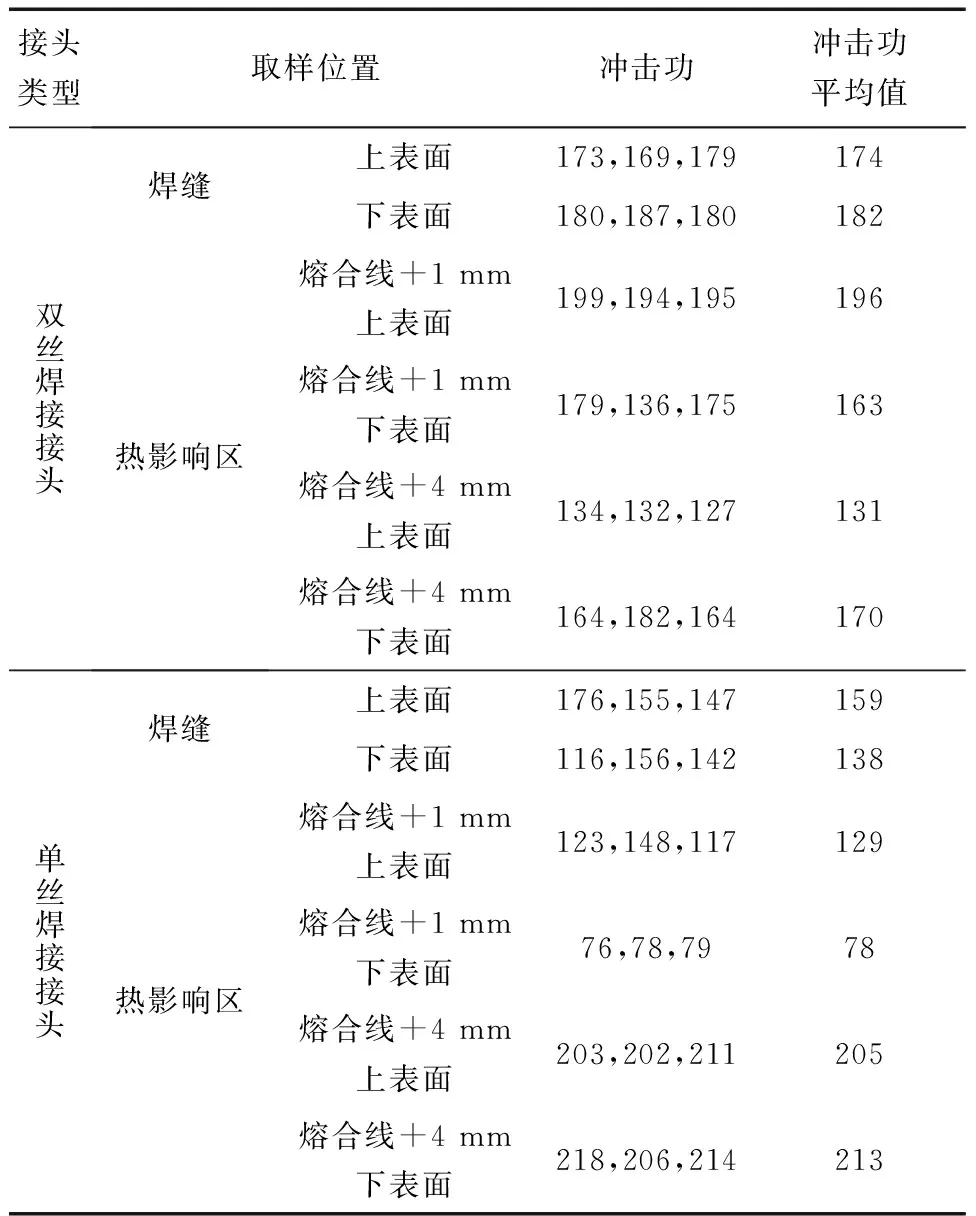
表2 焊缝及热影响区冲击韧性 J

图2 三点弯曲SEN(B)试样
2 常温J-R阻力曲线和断裂韧性计算及分析
2.1 常温J-R阻力曲线和断裂韧性计算
用三点弯曲试验测得的裂纹扩展的载荷-位移曲线、初始裂纹长度a0和最终裂纹扩展长度af,通过计算获得J积分和裂纹扩展长度Δa之间的关系曲线,即J-R曲线[7,9]。将初始裂纹长度a0带入下式(1)和式(2)计算得到裂纹尖端开动力Ji和修正裂纹长度abi,然后根据修正裂纹长度abi和载荷-位移数据,根据下式(3)和式(4)计算得到归一化载荷PNi和归一化塑性位移vpli。对于载荷-位移曲线上的最后一点,按照最后裂纹长度af求取归一化载荷PNf和归一化塑性位移vplf,定义数对(PNf,vplf)为对应的停机锚点。选取vpli为0.001和载荷-位移曲线上的最大载荷Pmax之前的归一载荷及塑性位移数对(PNi,vpli),连同停机锚点的归一载荷及塑性位移数,对(PNf,vplf)作出试样的归一载荷-塑性位移曲线。而后对归一载荷-塑性位移曲线按照下式(5)拟合,得到拟合方程,要求拟合线最后一点和锚点的误差在1%以内。
(1)
(2)
(3)
(4)
(5)
式中:Ki为对应载荷点的应力强度因子;ν和E分别为材料的泊松比和弹性模量;Jpli为对应载荷Pi和初始裂纹长度a0的塑性J积分;ηpl为塑性因子,取值为1.9;Apli为载荷-塑性位移曲线下围成的面积;BN为试样的有效厚度(不开侧向槽时BN=B);b0为初始韧带尺寸,即试样宽度与初始裂纹长度的差;σY为流变应力,为屈服强度和抗拉强度和的一半;W、B分别为试样的宽度和厚度;Ci为对应裂纹长度ai的弹性柔度;c1、c2、c3、c4分别为曲线拟合系数。
得到式(5)的拟合方程后,在初始裂纹长度a0和最终裂纹长度af之间划分若干裂纹长度段,分别为(a0,a0Δa,a02Δa,…af),之后将划分裂纹长度段带入下式(6),并从载荷-位移曲线上最后一点逆推载荷-位移数对(Pi,Vi),当满足小于或等于0.01时,认为载荷-位移数对(Pi,Vi)和裂纹长度ai是对应的。
(6)

(7)
由裂纹长度ai和初始裂纹长度a0的差,计算得到裂纹扩展长度Δai。将Δai和Ji(ai)在图上作出并用幂律函数拟合即得到试样的J-Δa裂纹扩展阻力曲线。
2.2 常温J-R阻力曲线和断裂韧性结果及分析
两种不同工艺下焊接接头焊缝和热影响区常温三点弯曲试样的载荷-位移(P-V)曲线见图3和图4,试样编号中的W表示焊缝、H表示热影响区。载荷-位移(P-V)曲线下的面积为试样从变形到断裂所吸收的能量,用于计算裂纹扩展阻力曲线(J-R曲线)和延性断裂韧性J1c。P-V曲线所围面积越大,表示材料的抗断裂性能越好。图3和图4表明:双丝焊接接头和单丝焊接接头的焊缝试样的P-V曲线所围面积比热影响区试样大,表明两种工艺条件下焊缝抗延性断裂的性能好于热影响区。
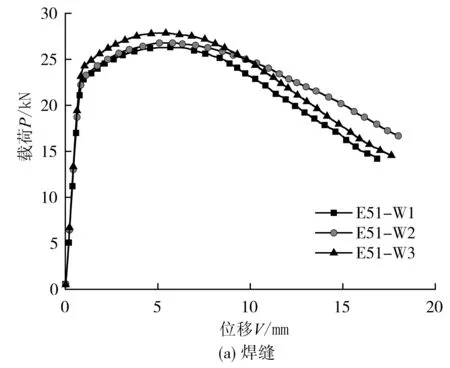

图3 双丝焊接接头的载荷-位移(P-V)曲线


图4 单丝焊接接头的载荷-位移(P-V)曲线
从图4(a)可以看出:单丝焊缝试样E52-W1的P-V曲线在5 mm左右位移时出现载荷突降(pop-in现象),这是由延性裂纹扩展中的局部脆性裂纹扩展所引起,表明单丝焊接接头焊缝中存在较大的组织非均匀性,发生脆性断裂的倾向较大。
图5和图6是两种接头的延性裂纹扩展阻力曲线(J-R曲线),即J积分与裂纹扩展长度Δa之间的关系曲线。材料的J-R阻力曲线一般用于核承压设备的延性撕裂评定和破前泄漏(LBB)安全分析。每种接头测量了3个试样的曲线,其中E52-W1试样发生了pop-in现象,未能计算其J-R曲线。在相同裂纹扩展长度Δa下,J积分(断裂吸收能)大的材料,其裂纹扩展阻力大,安全性高。从图5和图6可以看出:双丝和单丝焊接接头焊缝的J-R阻力曲线高于热影响区,表明焊缝对延性裂纹的扩展阻力大于热影响区。双丝E51焊缝和单丝E52焊缝的J-R阻力曲线基本相同,表明单丝埋弧焊和双丝埋弧焊焊缝的延性裂纹扩展阻力基本相同。双丝焊接接头热影响区的J-R阻力曲线总体上高于单丝焊接接头,表明双丝焊接接头热影响区的延性裂纹扩展阻力高于单丝焊接接头。从焊缝和热影响区的总体结果看,双丝焊接接头的焊缝和热影响区的延性裂纹扩展阻力高于单丝焊接接头的阻力。
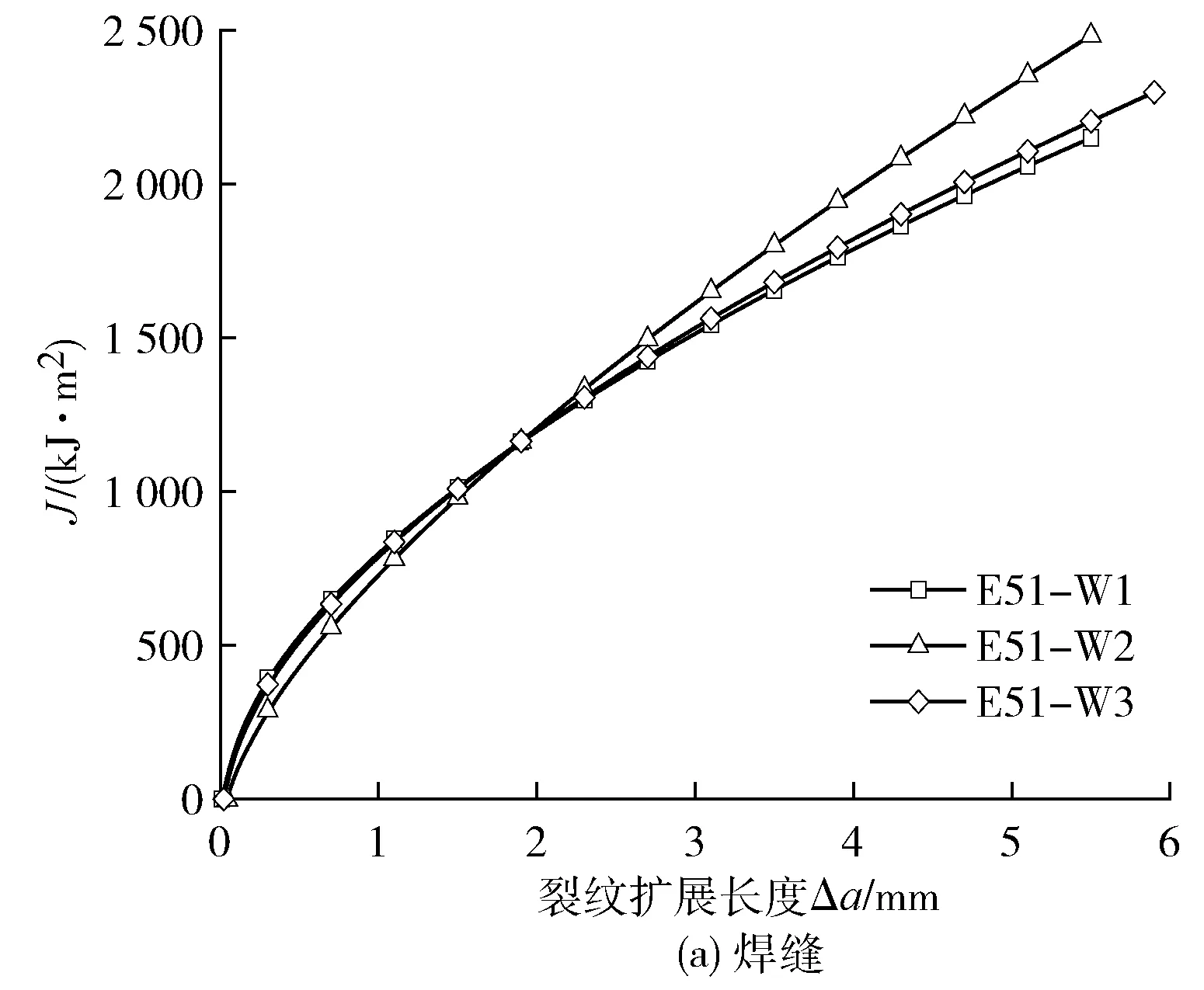

图5 双丝焊接接头的J-R阻力曲线

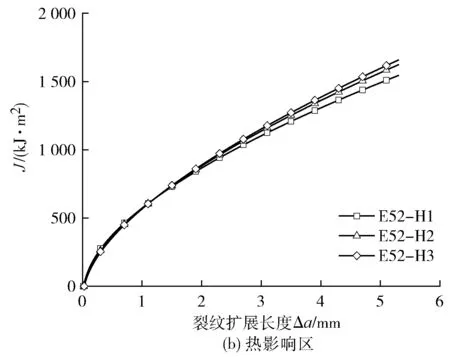
图6 单丝焊接接头的J-R阻力曲线
基于图5和图6的J-R阻力曲线,按ASTM E1820用裂纹扩展0.2 mm的钝化线方法测定的三种接头的焊缝和热影响区的延性断裂韧性J1c值见表3。J1c值表征材料对延性起裂的阻力。从表3数据的平均值看,焊缝的J1c平均值要高于热影响区,这与J-R曲线的结果一致,表明焊缝的抗延性裂纹起裂的性能高于热影响区。双丝焊接接头焊缝的J1c平均值(起裂阻力)大于单丝焊接接头;热影响区的J1c平均值双丝接头大于单丝接头。J1c是裂纹扩展0.2 mm时的韧性,在裂纹扩展0.5 mm以内,两种焊缝之间及两种热影响区之间的J积分相差不大,因而测得的J1c相差不大。

表3 焊缝和热影响区的延性断裂韧性J1c
图5和图6及表3表明:焊缝的J-R曲线和延性断裂韧性J1c总体上高于热影响区,这主要与两者的力学性能、材料拘束及显微组织有关。接头区硬度分布除热影响区靠近熔合线的区域的硬度高以外,焊缝的硬度总体上要高于热影响区平均硬度和母材的硬度。对于延性断裂,材料的硬度/强度越高,要发生塑性变形和裂纹的起裂和扩展所需的能量越高,则延性裂纹扩展阻力和断裂韧性越高。热影响区的J-R曲线和延性裂纹扩展阻力低于焊缝的主要原因是初始裂纹位于离熔合线1 mm处的热影响区,此处存在很大的显微组织和力学性能的不均匀。热影响区靠近焊缝一侧为强度/硬度较高的熔合区和焊缝,靠近母材一侧有低强度/硬度的回火软化区和母材。因此,裂纹两侧存在较大的强度失配,在高载荷作用下,裂尖大范围的塑性区非对称分布,并主要在低强度材料一侧发展,导致低强度材料一侧产生高的三轴应力,推动裂纹向低强度材料一侧扩展,从而引起裂纹扩展阻力和断裂韧性的降低。位于熔合线和靠近熔合线的热影响区裂纹一般具有低的延性裂纹扩展阻力和断裂韧性[10-11],对于延性断裂,尽管从材料组织和夹杂物数量看,不利于焊缝的延性断裂阻力,但焊缝宽度大,焊缝中心裂纹两侧的材料不存在强度失配和材料拘束效应,故其延性断裂阻力高;而对于热影响区,尽管其组织有利于延性断裂阻力的提高,但材料拘束效应导致其延性断裂阻力降低明显。
3 结语
对双丝窄间隙埋弧焊焊接接头和单丝窄间隙埋弧焊焊接接头进行常温断裂韧性对比研究,结果主要包括以下几个方面。
(1) 双丝/单丝窄间隙埋弧焊焊接接头中焊缝的J-R阻力曲线均高于热影响区,两种工艺条件下焊缝对延性裂纹的扩展阻力大于热影响区。
(2) 双丝/单丝窄间隙埋弧焊焊接接头中焊缝的延性断裂韧性J1c总体上高于热影响区的断裂韧性。
(3) 双丝焊接接头的综合常温断裂韧性高于单丝焊接接头的综合常温断裂韧性。
[1] CORNER A, VENABLES D, SPENCE A, et al. Nuclear power, climate change and energy security: exploring British public attitudes[J]. Energy Policy, 2011, 39(9): 4823-4833.
[2] TOTH F L, ROGNER H H. Oil and nuclear power: past, present, and future[J]. Energy Economics, 2006, 28(1): 1-25.
[3] VAN DER ZWAAN B C C. Nuclear energy: tenfold expansion or phase-out[J]. Technological Forecasting and Social Change, 2002, 69(3): 287-307.
[4] 韩利战, 顾剑锋, 潘建生, 等. 核电大型锻件SA508Gr.3钢金相图谱[M]. 上海: 上海交通大学出版社, 2016.
[5] 李晓娜. 先进的窄间隙Tandem双丝埋弧焊技术[J]. 现代焊接, 2012(5): 29-32.
[6] 任世宏, 余勇, 王天先, 等. 双丝窄间隙埋弧焊技术在厚壁加氢反应器中的应用[J]. 现代焊接, 2009(1): 40-44.
[7] ASTM. Standard Test Method for Measurement of Fracture Toughness: E1820-13[S]. West Conshohocken, PA: American Society for Testing and Materials, 2013.
[8] ASTM. Standard test method for determination of reference temperature T0 for ferritic steels in the transition range: E1921-15[S]. West Conshohocken, PA: American Society for Testing and Materials, 2015.
[9] 王海涛, 王国珍, 轩福贞, 等. 一种高韧性材料J-R阻力曲线的测试方法: CN102353595B[P]. 2013-05-01.
[10] FAN K, WANG G Z, XUAN F Z, et al. Local fracture resistance behavior of interface regions in a dissimilar metal welded joint[J]. Engineering Fracture Mechanics, 2015, 136: 279-291.
[11] WANG H T, WANG G Z, XUAN F Z, et al. An experimental investigation of local fracture resistance and crack growth paths in a dissimilar metal welded joint[J]. Materials & Design, 2013, 44: 179-189.
