SUS301L不锈钢冷金属过渡焊搭接接头焊接工艺、微观组织及力学性能
2018-01-18,,,,
,,,,
(1.中车青岛四方机车车辆股份有限公司,山东 青岛 266111;2.西南交通大学材料科学与工程学院,四川成都610031)
0 前言
随着我国城市化建设的提速和国民经济的飞速发展,城市交通拥堵的问题日益严重[1]。目前,城市轨道交通是能够解决城市拥堵问题的一种备受推崇的交通方式,其发展程度也成为衡量一个国家社会和经济发展水平的重要标志。在轨道交通领域,车体的减重不仅能够减少车体制造所需材料以及运行所需能耗,还拥有长远的经济效益[2]。相较传统列车车体,新型不锈钢车体能够减重20%~30%[3],并且具有抗腐蚀性强、成本低、寿命长、强度高、外形美观等特点。
随着相关生产制造企业车体轻量化材料的升级及应用,不锈钢薄板车体结构件的应用越来越广泛,现阶段我国一些轨道车辆生产制造厂已经逐步开始使用不锈钢材料替代原有碳钢材料,焊装工艺主要采用电阻点焊及MAG焊。若采用常规MAG焊接,薄板会在焊接过程产生较大变形、较高的残余应力及焊接接头缺陷,严重情况下甚至会因热裂纹及应力问题产生开裂。而电阻点焊工艺在无损检测技术方面局限性很大,常规检测方法难以对点焊接头进行有效的无损检测[4];同时,该方法焊点较多,可能会导致焊点分流,影响焊接质量;此外,电阻点焊对车体美观也有一定的影响[5]。
CMT冷金属过渡焊接技术是奥地利福尼斯公司2002年推出的焊接技术,该种技术为熔化极气体保护焊的应用拓展了新领域[6],利用2套焊丝抽送机构的配合实现了“冷”金属过渡。针对不锈钢薄板,CMT焊接技术在相同的焊接电压和焊接速度下所获得的熔宽基本与传统的熔化极气体保护焊相差无几,熔深却更小,焊缝成形更加美观,几乎无任何飞溅。
本研究利用CMT冷金属过渡焊接,成功实现了不等厚301L不锈钢薄板的搭接,并对搭接接头进行了相关力学性能测试及微观组织分析。
1 试验方法及材料
1.1 试验材料
试验选用SUS301L-MT奥氏体不锈钢,填充材料为ER308LSi不锈钢焊丝,直径φ1.0 mm,母材及焊丝的化学成分、母材机械性能分别如表1、表2所示。SUS301L-MT不锈钢材料经过形变强化以提高强度,其二次压延率控制在9%~17%,强度较高。保护气体为 φ(Ar)97%+φ(CO2)3%,在纯 Ar气中加入少许氧化性气体,克服了纯Ar气在焊接不锈钢时因液态金属润湿性差导致的咬边缺陷以及阴极半点漂移造成的电弧不稳定。

表1 母材及焊丝的化学成分 %
表2 SUS301L-MT不锈钢的基本机械性能
1.2 试验方法
试验采用奥地利福尼斯公司的TransPulsSynergic CMT冷金属过渡焊机进行焊接。采用ABB IRB2600型机器人,臂长1.65 m,最高负荷20 kg,可以实现6轴协调运动,通过视教器编写程序对机器人焊接进行控制;试验所用焊接工作台为焊研威达生产的HB-5型焊接变位机,能实现台面顺时针方向及逆时针方向0~180°的转动和0~90°的翻转。工件尺寸350 mm×150 mm,厚度分别为0.8 mm、4 mm,焊接接头形式为4 mm板搭接在0.8 mm板上,如图1所示。焊接时,4 mm试板约束、固定于焊接工作台,焊缝保持悬空状态,0.8 mm试板不施加其他约束。
在工艺参数优化过程中,通过接头宏观形貌和剪切拉伸试验综合评估各组参数,并选取最佳参数进行焊接;焊接完成后,通过激光三维扫描技术扫描试板,并选取合适的基准面进行变形情况分析计算;在焊接接头合适位置切取金相试验,观察、分析焊接接头各区域微观组织;使用HV-30维氏硬度计测量焊接接头硬度分布,考虑到板厚及接头形式,采用的加载载荷为1 kN,加载时间为10 s;母材处的硬度测试点间距为1 mm,靠近热影响区后侧间距0.5 mm取测量点,以保证能够较好地反映接头的硬度分布情况。

图1 搭接接头型式
2 试验结果和分析
2.1 4-0.8 mm搭接接头工艺研究及焊缝成形分析
针对4-0.8 mm SUS301L-MT奥氏体不锈钢的搭接接头进行工艺探索试验。焊接前,先用角磨机打磨试板,随后使用丙酮进行清洗,去除油污。焊接过程中,干伸长为16 mm;焊枪沿焊缝方向与试板成60°夹角,沿垂直焊缝方向与试板成45°夹角;保护气流量25 L/min。此外,为了防止电弧偏弧引起的焊接过程不稳定以及焊缝形貌过于凸出造成的应力集中,设定焊机弧长修正为+15,电弧推力修正为-5。
工艺优化试验参数及结果如表3所示。#3、#6、#9工艺参数下获得的焊缝形貌良好且连续,无明显缺陷及飞溅;#1、#2、#7、#8参数下所得搭接接头焊缝形貌较差,极为不连续。故在其他组工艺参数所得搭接接头的合适位置切取拉伸剪切试样,并在试样4 mm、0.8 mm两端分别放置补偿块以保证拉伸载荷的轴向作用,最终使用试验过程中的最大拉伸力表征0.8-4 mm搭接接头的抗拉性能。由拉伸剪切试验结果可知,#3工艺所得搭接接头具有最高的最大拉伸剪切力,为22 234.42 N,其拉伸剪切取样示意及力-时间曲线如图2所示。

表3 4-0.8 mm不锈钢搭接接头工艺试验参数及拉伸剪切最大力
采用#3工艺参数所得焊缝外观如图3a所示。在#3参数下,CMT冷金属过渡焊接对于4-0.8 mm搭接接头的桥接能力较好。焊缝整体形貌良好,表面均匀、美观,无飞溅及咬边、塌陷等明显缺陷。经过腐蚀处理的焊缝横截面宏观形貌如图3b所示。可以看出,在2块试板板厚差较大的情况下,利用#3参数获得的焊接接头的熔宽合适,4 mm侧熔深较大,而0.8 mm侧较小的熔深确保了底板不会被焊穿。综上所述,当焊接速度为7 mm/s、送丝速度为4.0 m/min、弧长修正为+15、电弧推力修正为-5时,获得的4-0.8 mm搭接接头最为理想。
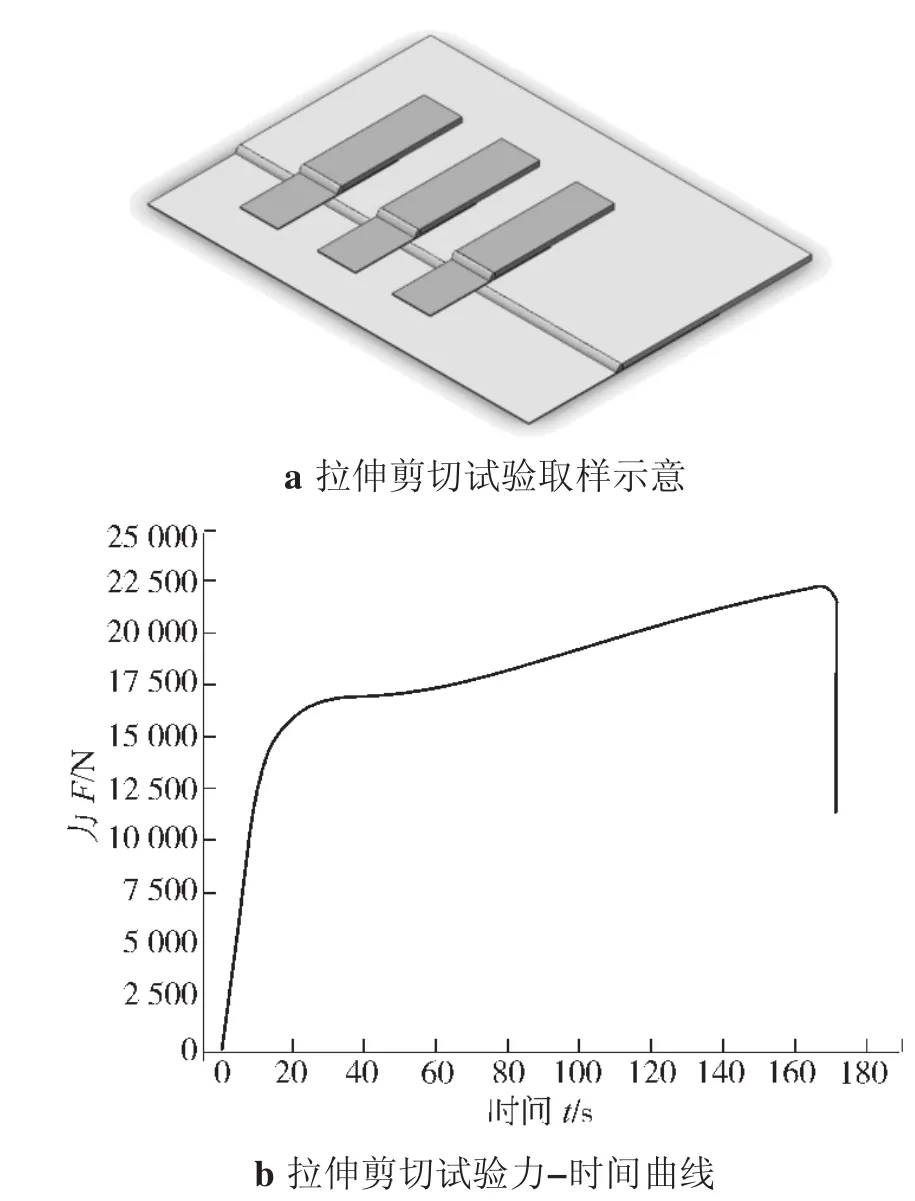
图2 搭接接头拉伸剪切试验

图3 #3工艺参数所得搭接接头
2.2 微观组织分析
在4-0.8 mm搭接接头合适位置取金相试样,经不同粗糙度砂纸粗磨、细磨及机械抛光后使用10 g FeCl3+30 ml HCl+120 ml蒸馏水的腐蚀溶液进行室温侵蚀,随后使用金相显微镜观察焊接接头各区域微观组织。
搭接接头焊缝区、熔合线、热影响区及母材在不同倍数下的微观组织如图4所示。结果表明,焊缝区的黑色树枝晶为沿奥氏体晶粒边界析出的铁素体,白色组织为奥氏体组织,奥氏体晶粒以柱状晶形态向焊缝中心生长,而焊缝中心则为细小、均匀的等轴晶。在焊缝边缘熔合区附近,观察到部分细小的柱状晶垂直于熔合线向焊缝中心生长,其原因可能是凝固初始时期,温度梯度较大,结晶速度较慢,所以成分过冷区较小,在熔合线附近产生了细小的柱状晶[7],母材与焊缝熔合良好。除此之外,在熔合线附近的热影响区出现了层状生长的铁素体组织,这是由于高温影响下的铁素体生成元素形成了第二相的偏聚所产生[5]。
热影响区的组织主要为奥氏体晶粒,相比于母材,其奥氏体晶粒受焊接过程热作用发生了再结晶和晶粒长大,从而造成热影响区晶粒粗化。随着距焊缝距离的增加,粗化作用被削弱,形成了不完全重结晶区。上述原因使热影响区组织不均匀,从而降低了其整体力学性能。而搭接接头母材区主要组织为奥氏体,由于来料为冷轧态,能明显观察到轧制流线和形变马氏体。

图4 4-0.8 mm搭接接头微观组织
2.3 搭接接头硬度分布
4-0.8 mm不锈钢搭接接头硬度分布如图5所示。针对该类搭接接头,分别在0.8 m试板厚度方向中心线处和距离该中心线2mm处进行硬度测试,分别用Line2和Line1表示。由图5可知,该搭接接头硬度最低点出现在焊缝区,Line1中硬度最小值约为HV152.14,Line2中硬度最小值约为HV178.08。

图5 4-0.8 mm搭接接头硬度分布
2.4 变形测量
利用激光三维扫描技术扫描焊接完成的4-0.8 mm不锈钢搭接接头。扫描测试时,试板约束状态与焊接时相同。根据扫描得到的实体模型,在约束较好的部位选取变形测量基准点和基准平面,对试板的z方向变形进行模型拟合计算,计算结果如图6所示。由测试结果可知,试板在焊接完成后发生波浪变形,在0.8 mm试板无约束侧尤为明显,在其两端边缘上最大变形量达到6.492 mm;而试板中心边缘处最大变形量为-5.251 mm。
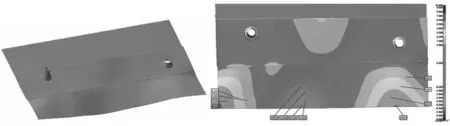
图6 激光三维扫描变形测量结果
3 结论
(1)由工艺优化试验可知,4-0.8 mm搭接接头的最优工艺参数为:焊接速度7 mm/s,送丝速度为4 m/min,采用该参数获得的焊缝成形美观,无明显缺陷,焊缝与母材熔合良好,且拥有最佳的最大拉伸剪切力,为22 234.42 N。
(2)利用金相显微镜分析观察接头不同区域组织:焊缝区主要组织为枝晶状铁素体和奥氏体;热影响区附近观察到粗化后的奥氏体晶粒;母材组织主要为奥氏体与冷作硬化后产生的形变马氏体。
(3)硬度测试结果表明,硬度最低点出现在焊缝,Line1中硬度最小值约为HV152.14,Line2中硬度最小值约为HV178.08。
(4)通过激光三维扫描z方向变形测量可知,焊后试板出现波浪边形,0.8 mm无约束试板边缘处变形量最大,且试板两边变形量为正,中间变形量为负。
[1]李培.地铁不锈钢车体结构性能研究[D].辽宁:大连交通大学,2010.
[2]Wang W Q,Meng Q L,Niu L Y.Study on CMT Welding of Stainless Steel Railway Vehicle Body[J].Advanced Materials Research,2014(936):1769-1774.
[3]都本刚.城轨车用不锈钢薄板焊接工艺研究[D].辽宁:大连交通大学,2007.
[4]Wang Hongxiao,Wang Chunsheng.Influence of shielding gas for microstructure and properties of lap laser welding stainless steel railway vehicle[J].Advanced Materials and Information Technology Processing,2014(87):63-70.
[5]孟庆亮.不锈钢薄板冷金属过渡焊焊接(CMT)工艺研究[D].吉林:吉林大学,2015.
[6]张洪涛,冯吉才,胡乐亮.CMT能量输入特点与熔滴过渡行为[J].材料科学与工艺,2012,20(2):128-132.
[7]郭国林,杨莉,柳健,等.激光功率对304不锈钢薄板搭接接头组织和性能的影响[J].热加工工艺,2016(9):213-215.
