镗铣加工中心平旋盘定位误差精度诊断与维修
2018-01-03杨怀忠付孟强
杨怀忠,付孟强,高 伟,刘 愚
(中航飞机股份有限公司长沙起落架分公司,陕西汉中 723200)
镗铣加工中心平旋盘定位误差精度诊断与维修
杨怀忠,付孟强,高 伟,刘 愚
(中航飞机股份有限公司长沙起落架分公司,陕西汉中 723200)
研究进口卧式镗铣加工中心平旋盘定位误差精度的诊断与维修问题,提出平旋盘定位误差精度的诊断与维修方法,以解决加工零件时传统方法在多次定位时遇到的加工精度以及效率低的问题。
卧式镗铣加工中心;平旋盘;定位误差
10.16621/j.cnki.issn1001-0599.2017.10.53
0 引言
数控镗铣加工机床一般可以分为立式龙门和卧式镗铣削2种:前者主要用于回转直径较大的盘类零件车削加工,后者主要用于轴向尺寸较长或小型盘类零件的车削加工,两者都有双主轴。卧式数控车床按功能可进一步分为经济型数控车床、普通数控车床和车削加工中心。
1 进口卧式镗铣加工中心简介
本文所述卧式铣镗加工中心产于日本,通过四工位旋转及水平方向运动的工作台、立式铣刀主轴及卧式镗刀主轴的复合,可以一次性完成零件5个面的铣削、钻孔、镗孔等,从而降低零件的定位误差以及变形,提高加工精度、效率,广泛应用于车辆制造、内燃机设计、家电产品等行业。机床有2种加工规格可以转换,因此可以分角度加工、加工其他机床不能加工的大尺寸零件。该加工中心主要有5个特点。①机床床身为T形铸造,有正挂式主轴箱,床体内部还设有三角加强筋和座椅式基座,使机床更稳定。加强筋使导轨刚性更大,使机床在Y轴上工作的同时还能保持高精度以及吸振能力。②机床有双导向系统且立柱精度较高,主轴箱与导轨有7个面接触,可使机床稳定地完成垂切,有效提高加工精度。③加工中心滑动面采用美国的Turcite BHP耐磨软带,接触刚性高、耐磨性好。④铣镗加工中心的润滑系统强大,主轴轴承的润滑效果很好,可有效提高轴承使用寿命,主轴精度可以长时间维持在较高水平。⑤加工中心的滚珠丝杠采用直径较大的双螺母滚珠,在两端都进行了紧固,因此可以将热伸长造成的精度损失降至最低。
2 平旋盘定位误差精度诊断和维修
平旋盘也叫U轴刀具(图1)。U轴一般是指平行于机床X轴的轴,U轴刀具可在U轴方向实时数控变径,使得该加工中心也能完成过去只能由车床完成的加工。
数控机床的加工定位精度(即定位精度及重复定位精度)由刀具与零件的位置决定,影响该位置的因素很多,如机床动态误差等。一般来说,提高数控机床定位精度的方法有2种:①提高机床各配件的加工精度以及配置精度;②降低机床的定位误差,使用激光干涉仪监测以及提高数控机床本身的可编程性和智能性。
2.1 导轨贴塑降低误差
在机床制造及维修中,多通过在机床导轨上贴塑来提高机床的耐磨性,防止机床发生爬行,如在机床尾座等处或在机床维修过程中补偿滑动性的导轨面。贴塑质量低下将影响整个导轨的工作,在导轨贴塑过程中应注意4个问题。
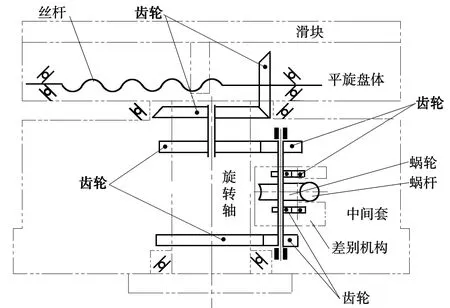
图1 平旋盘传动原理
(1)贴塑表面粗糙程度对贴塑牢固度影响很大。贴塑表面较光滑则不易存胶,两个贴面无法牢固粘贴,所以导轨的平面度以及贴合面的粗糙度需要控制在一定范围。
(2)温度对贴塑质量的影响。当环境温度<25℃时,导轨胶浓度变大,贴塑时不能很恰当地渗透到贴塑表面纹理,同时由于低温引起的导轨胶固化也会影响粘贴效果。
(3)贴塑完成后必须施压并控制温度,让导轨进行自然固化,固化时间≥24 h。施压方式应与导轨自身条件相适应,按压量应该符合导轨本身要求。
(4)胶体应该均匀涂抹导轨的各面。涂抹胶体时应均匀,如果某处胶体过多,则应挤出多余部分,否则整块贴塑料将粘贴不牢固,只能重新粘贴。在导轨胶粘贴的过程中,导轨胶应该同时涂在基面和贴塑料软面,之后可用锯条梳刮,使胶体厚度均匀。
2.2 滚珠丝杠优化
假设存在着实体可以作为模型,将工作台上不同位置作为传递函数,就可以得到不同传递函数下的共振频率。如果工作台与电机端越接近,那么整个滚珠丝杠系统和共振频率就越高,而共振频率与工作台和电机的距离的增加就越小。因此可以看出,工作台离电机越远,共振频率越小。所以,想得到系统的频率上限,就要尽可能增大工作台与电机的距离。
2.2.1 联轴器扭转刚度与共振频率
选定联轴器扭转刚度Kc取值时,保持其他参数与选定模型相同,通过计算得到传递函数。结果显示,联轴器Kc较小时,适当增大其值可以增加系统的共振频率;但是当Kc大到一定值时,再增加Kc值共振频率也不会增加。
2.2.2 轴承刚度与共振频率
靠近点击,通过轴承固定螺杆就可以限制螺杆与电机之间的自由度。在电机较远处,螺杆可以轻松移动,所以可以只考虑共振频率受到电机轴承刚度的影响。因为对于一个系统来说,其共振频率与电机轴承刚度的关系不一定正相关。也就是说,提高电机轴承刚度,系统的共振频率也不一定会增大。通过设定范围,可以用增大轴承刚度的方法增加系统共振频率,超过这个范围就应换用其他方法。总之,在设计时,对轴承刚度不应该设定过高,否则不仅会浪费刚度,甚至影响机床工作效果。
2.3 激光干涉仪的检测与诊断
数控机床的误差检测与补偿工作,主要取决于数控加工中心、误差接口、补偿接口以及打印机等。本文系统的研究对象为RIFA80数控加工中心,测量工具为雷尼绍ML10激光干涉仪,系统的核心是计算机。在设计中,通过采集样本点(即采集线性轴上的样点),将采集结果录入计算机,计算机通过本身的计算定位误差系统对各精度指标进行计算,一旦误差超过给定范围,就应该采取软补偿的方法进行修正,并且要不断循环来增加测量精度。
3 结论
需要进行高精度加工的产品,很多都是军用装备以及一些复杂零件。目前我国在高精度数控机床方面的研究尚少,许多数控设备存在加工效率低、产品精度低的问题。通过对数控机床的分析,找到一些提高卧式镗铣加工中心加工精度的方法:对卧式镗铣加工来说,主要误差在于平旋盘定位的误差;对平旋盘精度的诊断与维修,可以通过导轨贴塑、优化滚珠杠等方法来提高加工精度;对于机床的整体维修和检测来说,可以通过测量联轴器扭转刚度和轴承刚度或者安装激光干涉仪来进行相应操作。
TG536
B
〔编辑 吴建卿〕
