基于PLC的气动机械手控制系统设计
2017-12-27孙方成沈阳航空航天大学航空航天工程学部沈阳110136
于 群,孙方成,石 宏(沈阳航空航天大学 航空航天工程学部(院),沈阳110136)
基于PLC的气动机械手控制系统设计
于 群,孙方成,石 宏
(沈阳航空航天大学 航空航天工程学部(院),沈阳110136)
为提高国产航空发动机企业自动化水平,降低工人劳动强度,提高航空发动机装配效率,设计了一种基于PLC的叶片自动装配控制系统。首先对装配机械手结构和工作过程进行分析,依据其工作过程对整个系统的硬件和软件进行选型和设计。系统主要以PLC和触摸屏为主要控制元件,传感器进行信号采集反馈从而实现逻辑控制。系统具有结构简单、操作方便、控制可靠等优点。
PLC;气动机械手;控制系统
随着航空发动机技术的不断发展,数字化装配方式正在慢慢应用于不同部件的装配中。航空发动机涡轮部件是核心机重要的一环,它的功用是将高温燃气中的部分热能和压力能转换成机械功,带动压气机和附件工作[1]。其主要组件涡轮叶片数量众多、装配过程复杂、耗时长,是装配过程中丞待解决的问题。机械手是工业自动化领域中经常遇到的一种控制对象,广泛地应用于锻压、冲压、锻造、装配、加工等各个行业,特别是笨重、高温、高压等恶劣的环境中,国内外都十分重视它的发展和应用。本文通过气动机械手的工作原理,设计了一个基于PLC的叶片自动装配的控制系统。主要以PLC和触摸屏为控制级,气缸和伺服电机为执行级[2-4]。
1 叶片自动装配系统平台构型
1.1 自动化装配系统平台构型
航空发动机自动装配系统主要由涡轮盘固定装置、机械臂、机械手、叶片自动输送装置、底座四部分组成,如图1所示。
涡轮盘固定平台工作过程为:当前一个叶片完成装配后,控制机构使盘旋转一个固定角度,盘上的下一个榫槽到达装配工位,进行下一个叶片装配,依此类推,完成盘上所有叶片的装配。
机械手工作过程:叶片夹取,推杆将叶片榫头推入夹具2中的榫槽内,叶片榫头左右前后四个自由度被约束;然后夹具1对叶片顶部上下两个自由度进行约束,从而达到叶片6自由度约束定位,如图2(a)所示。
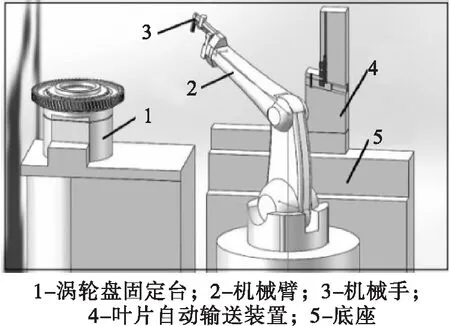
图1 叶片自动装配系统结构

图2 叶片自动装配系统典型部件结构
1.2 叶片自动装配系统平台动作流程
机械臂抓手动作流程如图3所示,将叶片装入叶片输送平台,涡轮盘固定在指定位置。机械手处于原点即初始位置。系统中腰部位置、机械大臂、机械小臂、线性马达以及抓手处于回位状态。
(1) 腰部旋转:通过触摸屏启动按钮控制位于平台底部的伺服电机转动,带动机械大臂开始旋转,当转动到指定位置,限位开关断开,机械臂停止转动,同时信号传递到机械小臂伺服驱动器。
(2) 小臂机械运动(下降):当机械大臂旋转到指定位置,叶片从传输装置传送到相应位置,伺服电机驱动机械小臂下降,当限位传感器与叶片接触,马达停止转动,此时将信号反馈给机械手夹具。叶片传输装置归位。
(3) 机械手抓取叶片:机械手夹具在线性马达作用下伸出抓取,同时压力传感器将采集的信号传递给机械小臂。
(4) 小臂机械运动(上升):机械小臂上升到一定位置,触发限位传感器信号,上升停止,同时将传感器信号传递给腰部伺服驱动器。
(5) 腰部旋转:平台底部伺服驱动电机带动腰部旋转,旋转到停放涡轮盘的位置停止旋转,传感器采集信号传递给机械小臂伺服驱动器。
(6) 小臂机械运动(下降):小臂驱动器接通,开始下降到指定位置,触发限位传感器停止动作,传感器将信号传递给机械手夹具。
(7) 夹具倾斜:线性马达推动机械夹具倾斜13°,触发限位传感器停止动作,将采集的信号传递给机械抓手。
(8) 机械抓手放置叶片:线性马达推动叶片榫头定向推动装置到指定位置,触发限位传感器,将采集的信号传递给机械手夹具伺服驱动器,驱动线性马达归位,将采集的信号传递到机械小臂驱动器。
(9) 小臂机械运动(上升):机械小臂上升到指定位置,触发限位传感器,将信号传送到位于平台下方的伺服驱动器,带动腰部旋转进行下一个完整循环。

图3 机械手运动流程
2 控制系统硬件设计
根据涡轮叶片搬运机械手整体设计指标和作业要求,控制系统应该满足以下要求:
(1) 机械抓手有6个自由度,相互协调,实现平台系统稳定、快速、高效运转。
(2) 程序具有可变性,能够满足不同的作业要求。
(3) 实时性高,动态响应性能好,能够对传感器信号及时采集和反馈。
(4) 系统应该具有高可靠性、安全性、稳定性。
(5) 设计的人机界面要便于人工操作以及易于调试。
(6) 硬件搭建应具有后期扩展性。
2.1 PLC选型
PLC是一种结构简单、通用性好、功能完备的控制元件,PLC是控制系统的核心,其优点是抗干扰能力强,系统的可靠性和稳定性及生产效率能得到有效提高。主要作用是实现对各个传感器的信号的采集,判断后发出相应的控制指令,完成对搬运机械手的实时控制。
PLC的型号是根据系统的输入/输出点数的数量以及高速脉冲数输出的多少选择[5-8]。
从成本、控制器性能和要求考虑,系统选用德国siemens公司的S7-200系列PLC作为控制器,在S7-200系列PLC中又有CPU221、CPU222、CPU224、CPU226、CPU226XM等。本文机械手所用控制系统共有14个开关量输入,6个开关量输出,共需要20个I/O点,根据I/O点数以及程序容量,选择CPU226,具体参数如表1所示。

表1 控制器CPU226具体参数
2.2 资源配置
要完成系统的工程还需要除了PLC之外其他功能,比如电磁式限位开关、电磁阀等[9]。
(1) 电磁式限位开关。①上升限位开关。上升限位开关主要用于机械手在整体上移时控制位置,防止机械手超出范围。在机械小臂上方的合适位置安装好限位开关,当机械手上升到触碰限位开关时,PLC控制机械手停止上升运动。②下降限位开关。下降限位开关主要用于机械手在整体下降时控制下降位置,防止机械手向下运动超出控制范围。③向左旋转限位开关。向左旋转限位开关主要用于控制机械手向左做旋转运动时的位置,防止机械手运动到位后过冲。④向右旋转限位开关。向右旋转限位开关主要用于控制机械手在做向右运动时控制其位置,防止机械手运动到位后过冲。
(2) 光电开关。在叶片侧面夹具上有1个光电开关,主要用来指示叶片工件是否到位。
(3) 电磁阀。机械臂,机械手内部推拉装置的上升和下降都是用气缸来实现的,各使用一个气缸、一个电磁阀就能实现手臂和推拉装置的上升和下降。机械手推拉装置、夹具、左旋、右旋共用了四个电磁阀。
(4) 按钮。急停按钮为常闭触点,按下后旋转复位;手动/自动按钮采用旋钮,一侧为常通,一侧为常闭;其余按钮为触点触发式,按下即接通,松开复位。
(5) 气动回路设计。机械手动力系统采用气动控制,如图4所示。
3 机械手控制系统软件设计
S7-200作为西门子系列PLC中功能强大的小型PLC,其编程语言是STEP7,STEP7支持梯形图、指令表,及功能图编程方式,具有机构化程序设计的优点,用文件块的形式管理用户编写的程序及程序运行所需的数据,并且可将文件块定义为子程序,通过调用语句,将它们组成结构化的用户程序,使程序结构明确清晰[10]。
根据系统的控制要求,在系统硬件的基础上,对气动机械手进行软件程序设计。程序采用顺序控制的方式,即按照预先顺序,输入信号,各个执行元件自动有序地进行响应[11-14]。程序按照控制点不同分为不同的功能块,包括时序控制、条件控制等,具体控制系统程序流程如图5所示。

图4 机械手气动控制系统
系统主要由手动程序(单操作控制方式)和自动控制程序(单周期控制方式)两大部分组成[15]。将系统的I/O连接到S7-200PLC的输入输出模块,形成的I/O地址分配如表2所示,其梯形图程序、对应的手动/自动转换图如图6所示[16]手动程序在FC1中编辑,自动程序在FC10中编辑。

图5 机械手控制系统流程图
4 机械手运动轨迹仿真
运行Solidworks运动仿真功能,验证各系统的相互协调性,并检查有无运动干涉,在进行运动分析时,首先需定义各部件的材质及质量属性,此处选择合金钢,其属性如表3所示。

表2 机械手控制系统I/O分配表

图6 机械手S7-200主程序梯形图
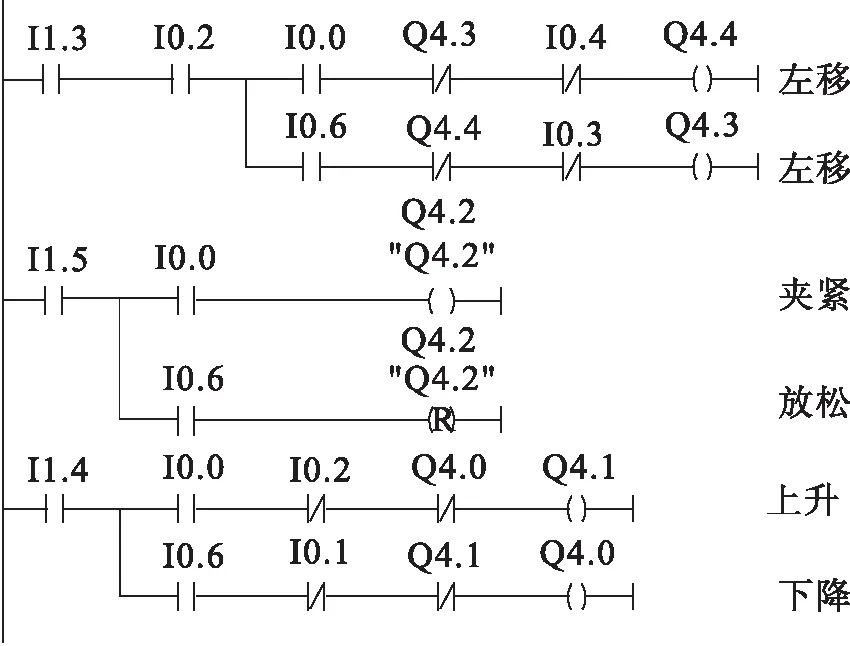
图7 手动控制程序梯形图

图8 自动控制程序梯形图

表3 各部件材料参数
对机器手进行运动仿真分析,能够在计算机上验证机器手能否准确按照期望轨迹运动,达到运动空间区域,评估是否满足工作需求的目的。选择机械手顶端一点进行标记,运行Motion获得其运动轨迹(如图9所示)和以帧为单位的三维坐标点集(X,Y,Z),并将所获点集导入MATLAB中获得机械手运动空间区域分布图,如图10所示。由此可以看出机械手运动轨迹设计符合要求,运动空间区域分布合理。
模拟叶片抓取装配运动仿真过程,如图11所示,可以看出机械手能够完成对叶片的抓取和装配动作,且运动过程未发生干涉现象,能够实现叶片抓取装配。

图9 模拟机械手运动轨迹
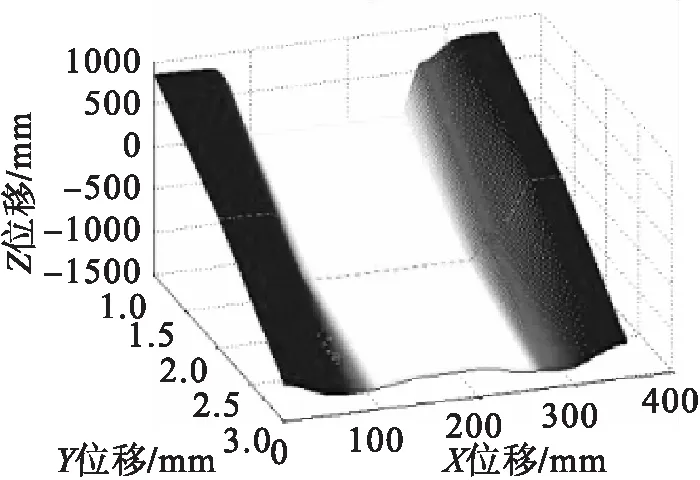
图10 机械手运动空间区域分布

图11 叶片抓取装配运动仿真截图
5 结论
可编程控制器PLC以其丰富的I/O接口模块及高可靠性,在设计机械手控制系统的过程中起到了十分重要的作用。气动搬运机械手在工业自动化领域中被广泛应用,本文在分析机械手搬运过程的基础上,设计了一套基于西门子S7-200系列PLC的控制系统。整个系统由PLC统一协调控制,具有较高的可靠性和稳定性。极大地改善了工人的劳动强度,增强了企业的自动化水平,提高了发动机涡轮部件的装配效率,为后续装配赢得了宝贵的时间。
[1] 石宏.航空发动机装配工艺技术[M].北京:北京航空航天大学出版社,2015.
[2] 刘思佳,李松林,石宏.航空发动机转子柔性装配系统平台构型[J].沈阳航空航天大学学报,2015,32(6):39-43.
[3] 李伟楠,朱宁,石宏,等.航空发动机盘类转子柔性装配工装构型研究[J].沈阳航空航天大学学报,2013,30(3):6-9.
[4] 徐帅.基于PLC的气动搬运机械手控制系统[J].仪表技术与传感器,2016,(9):75-78.
[5] 齐继阳,吴倩,何文灿.基于PLC和触摸屏的气动机械手控制系统设计[J].液压与气动,2013,(4):19-22.
[6] 袁川来.基于S7-200的多关节机械手的PLC控制[J].现代电子技术,2006,222(7):113-115.
[7] 张群生.机械手的PLC控制系统[J].装备制造技术,2007,(6):109-111.
[8] 彭坚.气动机械手PLC控制系统设计[J].电工技术,2004,(6):23-24.
[9] 郅富标,毋虎城,张四海.基于PLC的物料搬运机械手控制系统设计[J].中州煤炭,2011.(5):14-16.
[10]廖常初.S7-300/400PLC应用技术[M].北京:机械工业出版社,2005.
[11]吕兴荣,王爽,蔡丹,等.基于S7-1200PLC和触摸屏的气动机械手控制[J].轻工科技,2012(11):34-36.
[12]刘建春,刘振铭.高频淬火机械手PLC控制系统设计[J].液压与气动,2010(5):1-4.
[13]张 州,刘广瑞,杜大军.基于PLC控制的气动机械手系统[J].机电产品开发与创新,2004,17(3):25-27.
[14]GUO YANPING,ZHANG CHAOYING.Control system of industrial manipulator based on PLC[J].Instrument Technique and Sensor,2007(9):31-32.
[15]TORRES M A,DUBOWSKY S,PISONI A C.Pathplanning for elastically-mounted space manipulators:exper-imental evaluation of the coupling map[C].The IEEE International Conference on Robotics and Automation.Los Alamitos,CA:IEEE Computer Society Press,1994:2227-2233.
[16]刘俊.基于S7-300PLC的机械手工件取放控制系统的设计[J].湖南工业大学学报,2009(5):74-76.
DesignofpneumaticmanipulatorcontrolsystembasedonPLC
YU Qun,SUN Fang-cheng,SHI Hong
(Faculty of Aerospace Engineering,Shenyang Aerospace University,Shenyang 110136,China)
To improve the automation level of domestic aeroengine enterprises,reduce the labor intensity and improve the assembly efficiency,a PLC-based automatic assembly control system for the blade is designed.First,the structure and working process of the assembly robot are analyzed.Then,the hardware and software of the whole system are selected and designed based on the working process.The main control elements of the system are PLC and touch screen,and the sensor is used to acquire the signal and feedback to realize the logic control.The system has the advantages such as simple structure,convenient operation and reliable control.
PLC;pneumatic manipulator;control system
2017-06-29
于 群(1991-),男,辽宁朝阳人,硕士研究生,主要研究方向:航空发动机强度,振动及噪声,E-mail:1255395880@qq.com;石 宏(1961-),女,辽宁沈阳人,教授,博士,主要研究方向:航空发动机制造与维修技术,E-mail:shihong0809@163.com。
2095-1248(2017)06-0060-06
TP273
A
10.3969/j.issn.2095-1248.2017.06.010
刘划 英文审校:齐义文)
