圆棒手动超声波探伤灵敏度调整及缺陷定量评定
2017-12-21李金浩
李金浩
(山钢股份莱芜分公司 技术中心,山东 莱芜271104)
圆棒手动超声波探伤灵敏度调整及缺陷定量评定
李金浩
(山钢股份莱芜分公司 技术中心,山东 莱芜271104)
手动超声波探伤仪具有携带方便、使用灵活的特点,根据其探头型号2.5P12可计算出近场区长度,利用声压发射规律可计算出Φ12~Φ72 mm圆棒需使用对比试块法调整探伤灵敏度,Φ73~Φ310 mm圆棒可使用底波方式法调整探伤灵敏度。缺陷的定量评定采用当量计算法和对比试块法评定。
圆棒探伤;手动超声波探伤仪;灵敏度调整;缺陷评定
1 手动超声波探伤仪
手动超声波探伤仪具有携带方便、使用灵活的特点。在实践中探伤灵敏度的调整以及缺陷定量分析对于被检圆棒的探伤有重要影响。利用试块方式调整检测灵敏度的优点是有直观的比较对象,特别是因为近场区的声压分布不均匀,只有使用一系列的试块进行选择对比才能较可靠地进行检测。缺点是试块的加工比较困难,而且在现场作业时也不便于携带。利用底波方式法调整检测灵敏度的优点是方便快捷,无需携带大量的对比试块,缺点是只有满足探伤直径处于远场区的大规格圆棒才能使用此方法。
1)直探头纵波探伤。指由直探头单发单收,利用脉冲超声波发射和接收来实现探伤目的。这主要是由圆棒的轧制工艺所决定的,由于在轧制过程中连铸坯内部的缺陷主要沿金属流线方向延伸,即缺陷沿轧制方向伸展,由此在轧材中缺陷的取向一般垂直于声束,并使缺陷反射的声波能够到达探头,从而易于发现缺陷[1]。在超声检测中,通常把两个声压之比用常用对数值来表示,以便于表示与运算,并以分贝(dB)为单位。声压1与2之比:△dB=20lg(1/2)。检测到的超声波信号幅度与声压成正比,因此在超声波检测仪器上显示的回波幅度1与2之比也是:△dB=20lg(1/2)。
2)超声场的近场区与远场区。圆盘声源向自由场辐射时,声源附近声压和质点速度不同相位的声场称为近场,在近场区域中中心轴线的声压分布是不均匀的,声轴线上最后一个极大值点至声源的距离称为近场长度 。在近场长度范围内,整个声束轴线上存在声压极大值和声压极小值的波动。超声场结构如图1所示,探头直径d,近场区长度近似为=d2/4λ,近场区内的声压分布变化是不均匀的,即声压发射是无规律的[2],只有在远场时,才能利用声压发射规律评估各种反射体的回波声压变化。当扩散声束截面尺寸与声源尺寸相等的那一点至声源的距离约为进场区长度 的1.6倍,即在近场区末端进入远场区的过渡点的距离。在远场中,声压和质点速度同相位,声压随着距离的增大按指数规律呈单调下降变化。

图1 超声场结构示意图
2 探伤灵敏度调整
钢中纵波速度通常取c=5 850 m/s,探头型号2.5P12,频率f=2.5 MHz,可计算出波长 λ=c/f,即λ=2.34 mm。根据近场区长度公式N=d2/4λ(d为探头直径),可求出N=15.38 mm。
当被检圆棒直径D,探头直径d以及棒材中的进场区长度N之间满足下述关系:D≥3.7N和D≥d2/2时,可以对棒材如同有大平底面锻件那样采用底波方式法调整。已求出N=15.38 mm,可得出D必须同时满足这两个条件D≥3.7N=56.906 mm和D≥d2/2=72 mm。得出:当被检测圆棒直径D>72 mm时可以使用底波方式法调整探伤灵敏度[3]。
1)对比试块法,适用于小尺寸以及处于近场区范围检测的情况。本研究探头采用2.5P12型号,则规格为Φ12~Φ72 mm的圆棒需要用对比试块法调整探伤灵敏度。
圆棒对比试块结构如图2所示,对比试块的声学性能应与被检圆棒相同或相近,表面状态及曲率相差不大(一般要求圆棒试块与实际被检圆棒直径公差在±10 mm之内)。其平底孔的钻制除孔径准确外,特别要注意保证孔轴线应与圆棒直径线重合且平底孔面与轴线垂直,孔内保持清洁。
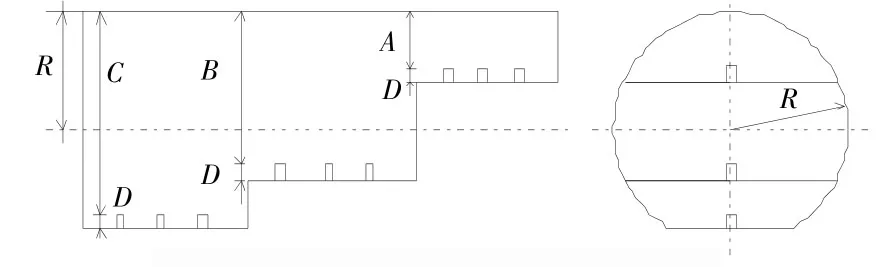
图2 圆棒对比试块结构
调整探伤灵敏度时,把直探头耦合在圆棒对比试块的圆周面上,找出埋藏深度处于3/4D处找到平底孔最大回波,调整回波幅度至满刻度的80%,然后在1/4D处找到缺陷最大回波,其缺陷最大回波不低于满刻度的80%,以此为探伤灵敏度。
2)底波方式法,适用于远场区情况,大尺寸检测。实验证明只要厚度>1.67倍近场长度时,应用回波声压公式计算的结果已经基本满足检测要求。Φ73~Φ310 mm圆棒适用于此方法,可使用声压发射定律计算。探头在被检测圆钢上找到一次底波,将其回波幅度调整至基线50%,然后按照求得的△dB对探伤仪的增益按键增益△dB大小,以此为探伤灵敏度[4]。
采用底波方式调整起始灵敏度的基本原理,大平底面的回波声压:

平底孔的回波声压:

则对平底孔相对大平底的回波声压比取对数关系有如下关系式:

式中:XB为被检圆棒直径,mm;Xf为从探测面到发现缺陷的探测深度,mm;λ为被检圆棒中的超声波长,mm;Φ为要求发现缺陷的当量平底孔直径,mm;当按照被检圆棒直径调整探伤灵敏度时,有XB=Xf。
例如采用2.5P12直探头探伤Φ100 mm圆棒时,采用底波方式法,要求发现Φ2 mm平底孔直径当量的缺陷,c=5 850 mm/s,f=2.5 MHz,得以求出λ=c/f=2.34 mm,Φ=2 mm,XB=Xf=100 mm。则:

将2.5P12直探头耦合在圆棒探测面上,调整超声波探伤仪的增益微调,使圆棒的第一次底面回波高度达到50%满刻度作为基准波高,然后增益31 dB,此时已完成探伤灵敏度的调节,表示在圆棒底面Xf=100 mm处有Φ2 mm平底孔直径当量的缺陷存在时,其回波高度可达到50%满刻度基准波高。
底波方式调节探伤灵敏度的优点是直接利用被检圆棒本身进行调整,不需要对比参考试块,因此不必考虑被检工件探测面的表面光洁度、材质衰减等因素,这些影响因素在以底波方式调整第一次底面回波时自动补偿,从而避免了携带对比试块不便、加工等麻烦。
3 缺陷定量分析
超声波检测中,为了能根据回波幅度大小评估缺陷大小,当被检工件尺寸较小,落在超声场的近场区范围时,由于近场区内的声压分布变化不均匀,声压发射无规律,因此需要采用参考对比试块进行比较评定,将发现的缺陷回波幅度与相同声程的人工发射体回波幅度比较,得到人工发射体尺寸表示的缺陷当量大小。
在超声场的远场检测时,由于圆棒尺寸较大不易于加工,而且搬运使用不方便,鉴于远场中的声压随着距离的增大呈单调下降变化,各种人工发射体的回波声压变化是有规律可循的,因此可以采用当量计算法来评定缺陷的当量大小。
3.1 对比试块法
采用含有同声程的标准几何形状人工反射体的对比试块直接进行比较评定。在用对比试块进行评定时,如果现有试块上的人工发射体声程与缺陷声程不同,则采用插入法选择试块,即用于比较的人工反射体声程应该大于等于缺陷声程。大于是指与缺陷声程最接近的。对比试块法的优点是可以直接进行比较评定而不受近场区干涉的影响,对比结果直观。缺陷埋藏深度位于D/4以内时,与D/4位置的平底孔比较;缺陷位于D/4~D/2时,与D/2位置的平底孔比较;缺陷位于D/2~3/4D时,与3/4D位置的平底孔比较。
3.2 当量计算法
当采用底波方式法调整时,其定量方法可用当量计算法。不同声程与孔径的平底孔相比:

实际应用中,通常将参照物—标准平底孔的孔径与声程定位2、X2,以其回波高度作为基准波高,根据声程为X1的待测缺陷回波高度与基准波高度相差的分贝(dB)值(高于基准波高时为正值,低于基准波高时为负值),即可计算出缺陷的平底孔当量直径1(mm)。
前例中检测Φ100 mm圆棒,其衰减系数定为0.024 dB/mm,以底波方式按2(mm)调整探伤灵敏度,在扫查中发现埋藏深度50 mm处有一缺陷回波比基准波高20 dB,用当量计算法则:
求出埋藏深度50 mm处的缺陷平底孔当量直径为1=2.95 mm。
4 结 语
手动探伤仪由于携带方便,灵活使用,灵敏度调节方便特点,在莱钢圆棒材探伤中广泛使用,当量法与底波高度法在实际中对于缺陷的定量分析比较准确的。根据被检测圆钢棒直径,选择合适的探头型号,对探伤起事半功倍的作用。
采用2.5P12探头探伤时,Φ12~Φ72 mm规格圆棒采用对比试块法调整探伤灵敏度和评定缺陷当量大小;Φ73~Φ310 mm规格圆棒采用底波方式法调整探伤灵敏度和采用当量计算法评定缺陷当量大小。当使用其他型号的纵波直探头进行超声波探伤时,可以使用上述方法计算出近场区的距离和临界探伤直径,从而确定其探伤灵敏度调整方法和缺陷定量评定方法。
[1] 王立国.圆棒轧材超声波探伤方法[J].一重技术,2009(6):61-63.
[2] Billman F R,Rudolph F F.Effects of Ti-6A1-4V Alloy Metallurgical Structures on Ultrasonic Response Characteristics[M]//Titanium Science and Technology.Springer US,1973:693-705.
[3] Granville R K,Taylor J L.High noise levels during the ultrasonic testing of Titanium alloys[J].The British Journal of NDT,1985,27(3):156.
[4] Mason Warren P.,Thurston R.N.Physical Acoustic Principles and Methods[M].Vol.XII,1976:75-76.
Adjustment of the Flaw Detection Sensitivity and the Quantitative Evaluation of the Flaw of Manual Ultrasonic on Round Bars
LI Jinhao
(The Technology Center of Laiwu Branch of Shandong Iron and Steel Co.,Ltd.,Laiwu 271104,China)
TG115.28+5
A
1004-4620(2017)05-0047-03
2017-02-27
李金浩,男,1987年生,2010年毕业于内蒙古科技大学材料成型及控制工程专业。现为莱钢技术中心工程师,从事工程机械用钢新产品研究与开发工作。