圆棒回弹分析与模具的设计
2018-06-25柏广枭杜祥哲尹东海孙克华
柏广枭,杜祥哲,尹东海,孙克华
(1.常州博瑞电力自动化设备有限公司,江苏 常州 213025;2.南京南瑞继保电气有限公司,江苏 南京 211102)
圆棒的弯曲加工,是模具对其进行冲压变形,获得具有相应弯曲半径与角度的加工工艺,在常规的生产中,由于一次冲压工艺不能够得到预期尺寸,需要后期进行修正,耗费大量人力,效率低下。
在加工过程中,回弹的现象导致弯曲棒缺陷产生(包括不对称、中心距过大等),由于回弹引起的尺寸变化导致工件的精度受到很大的影响,也是后期工序需要解决的主要问题,因此需要对工件进行前期理论分析,以期对模具的设计进行修整,保证冲压过程的一次成型。
本文对一种材料为黄铜的圆棒工艺进行分析,通过设计一种转轴式模具对其进行加工,可以为类似的产品加工提供一种方法。
1 弯曲棒回弹分析
本文所加工的圆棒为采集板扣,如图1所示,弯曲前形状,其中间直径为2.5 mm,两端直径为1.3 mm,弯曲后中心距为18±0.2 mm,弯曲半径为R9 mm,但主要要求为弯曲后两端面为平行状态。

图1 弯曲板扣
圆棒在冲压过后,弹性能释放造成回弹的发生,在本文中,回弹的发生是零件成型的主要缺陷,主要为弯曲半径变大,角度变小,导致圆棒两端面的不平行。为了更好地对圆棒进行分析,现对圆棒冲压进行理想化的分析:(1)在冲压过程中,圆棒弯曲时任意位置上的横截面一直保持平面;(2)圆棒变形区域横截面的形状和尺寸不发生变化;(3)弯曲变形时受压受拉时应力应变相同[1]。
1.1 弯曲棒受力分析
在圆棒受力弯曲时,在外部层为拉应力、应变,相反在内部层为压应力、应变,而在圆棒的中心层面上,没有应力变化,横向变形为0,因为不受约束。
在变形过程中,金属内部材料相互挤压,使变形区产生径向的压应力,内层为压缩性变形而外层为拉伸性变形。其应力应变如图2所示。
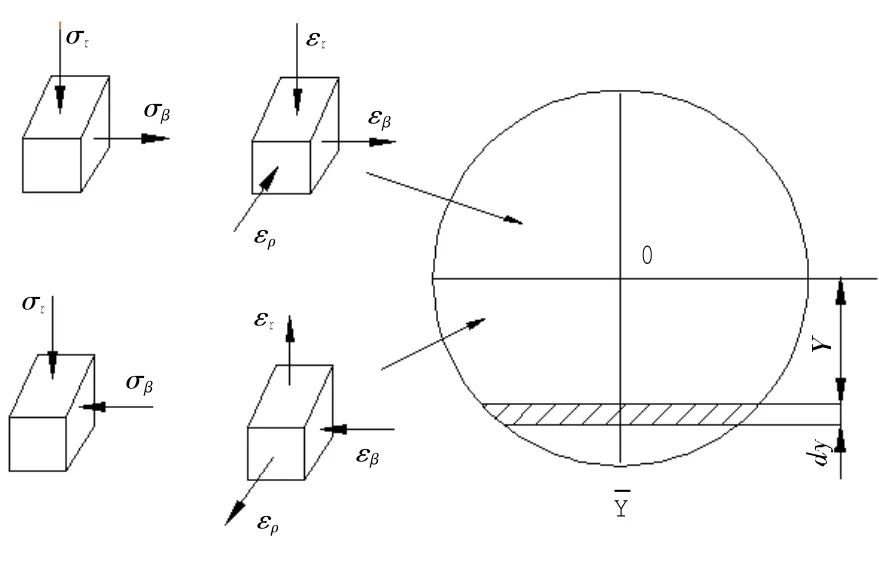
图2 应力—应变状态
1.2 圆棒的刚度分析
材料刚性是抵抗弹性变形的性能指标,一般采用弹性模量表示,刚度则是结构件抵抗弹性变形的指标,分为截面与构件刚度,受到压力与拉力时的刚度是弹性模量与横截面积之积,弯曲时的截面刚度是弹性模量与中性轴的惯性矩之积,圆棒弯曲几何关系如图3所示。
圆棒外部受到拉力,内部受到压力,中性层既不受压也不受拉,现以横截面的中性层设为z轴,y轴为垂直中性轴的对称轴,通过横截面的法线则称之为x轴。
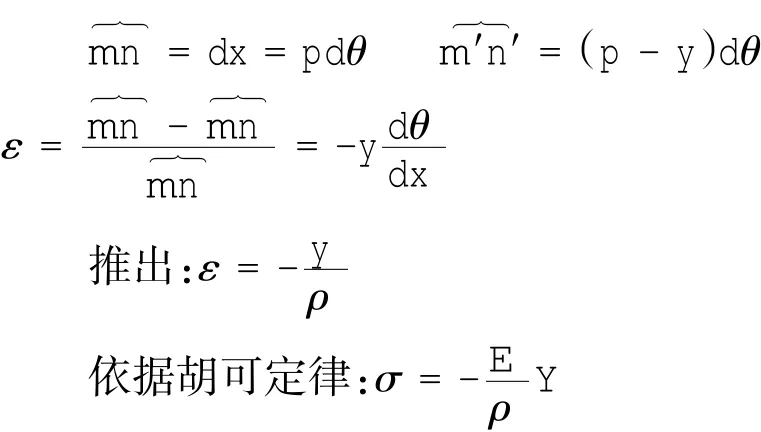
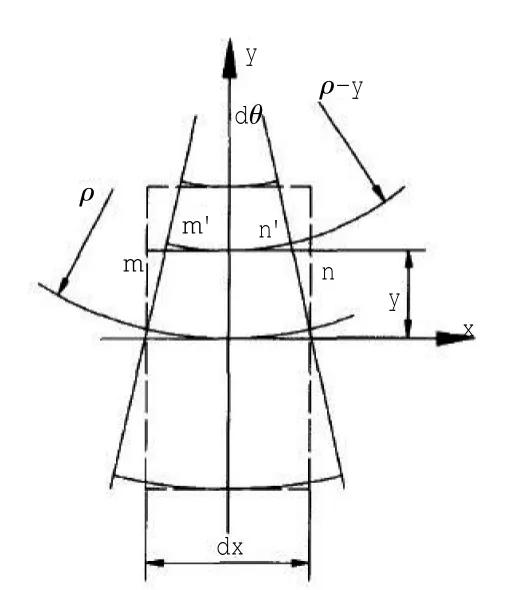
图3 圆棒弯曲几何关系
1.3 回弹变量
回弹前后回弹角有着相应的变化,如图4所示,由于卸载前后弯曲件应变过程中,中性层长度不变(以回弹最大的点为基准),推出:

推出:

式中:r为回弹前的圆角半径;r′为回弹后的圆角半径;σSP为弯曲材料的屈服极限;t为弯曲件的厚度;E为弯曲材料的弹性模数。
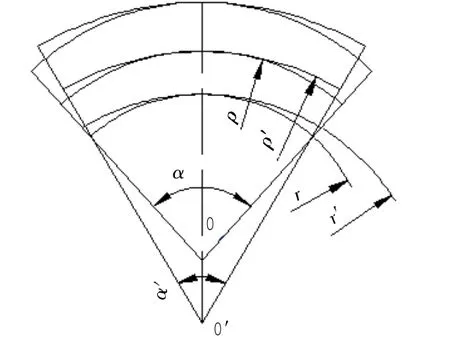
图4 弯曲变形的回弹角
2 弯曲模的设计与仿真分析
2.1 上下模结构设计
根据图1成型零件特性,按照产品要求,进行相应的定制型设计,根据前文计算得出圆棒弯曲最大回弹角约18°,弯曲值回弹后半径约为9.04 mm,因此设计凸模时需要对其进行负角补偿设计,把试模修整考虑在内,a取95°,凸模R取7.2 mm.胆形上模结构如图5所示。
下模为转轴式对称性的分体式结构,以转轴进行固定,定位销对样件固定,还对总长进行限制。成形部位为铣圆弧槽成型[2],结构如图6所示。
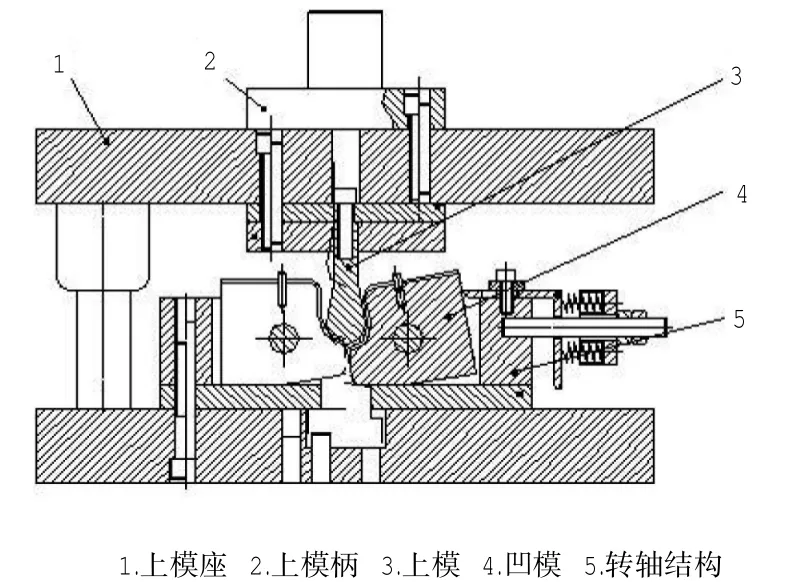
图6 整体结构
圆棒的加工过程:上模向下运动进行冲压零件,当圆棒U型最低点接触到凹模继续下行,直至来自弹顶器的力不能抵住来自于圆棒传递力,此时凹模沿转轴发生旋转圆棒贴住上模。行程到达死点,零件加工成型。凹模进行复位同时上模向上运动,圆棒留在下模内,取出零件完成加工。
2.2 仿真分析
为了选择合适的冲压力需要对弯曲力进行计算,影响弯曲力的因素有很多,弯曲力与材料的宽度成正比,与厚度平方成反比,增大凹模圆角半径及增大凹模开距能减少弯曲力。U形弯曲件自由弯曲力为[3]:
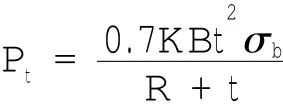
式中:Pt为材料在冲压行程结束时,不受校正的弯曲力(N);B为弯曲件的宽度(mm);t为弯曲件的材料厚度(mm);R 为弯曲件内半径(mm);σb为弯曲件材料抗拉强度为385(N/mm2);K为安全系数,取1.3.
利用ansys软件对弯曲件进行力学仿真,模拟圆棒受到冲压力是其发生的应力应变情况,同时也可以直观了解弯曲棒在受力是主要变形区域,为圆棒的后期处理提供理论基础,圆棒的材质为H62铜,弹性模量 E 为 80(kN/mm2),泊松比为 0.36~0.37.根据上式得出,弯曲冲压力约为534 N.其仿真结果如图7-图8所示:

图7 总变形

图8 等效应力
在弯曲冲压的过程中,最大变形发生在底部圆弧处,在两端角处也发生较大的应力应变,主要因为,在冲压过程中,圆弧抵触是直接受到冲压了力的作用,应力比较集中,约为247.3 MPa,圆棒由直条形变为U形,两端角受力弯曲,其最大应变为0.013 mm,变形在屈服极限范围内,压力去除恢复原状。
3 结论
圆棒的加工是复杂的过程,在成型的过程中,回弹的不确定性导致弯曲半径和弯曲角的不确定,因此在加工过程中,需提前预知圆棒的回弹规律以采取相应的措施进行修正。本文根据圆棒的回弹规律设计的圆棒弯曲的上下模,满足了圆棒弯曲加工的条件[4]。
[1]冲模设计手册编写组.冲模设计手册[M[.北京:机械工业出版社,1988:170-172.
[2] 钟翔山.转轴式弯曲模具设计[J].模具技术,2004,22(5):20-23.
[3]王新生.摆块式U形弯曲模的设计[J].模具工业,1990,16(2):20-23.
[4]李 浩,尹东海,孙克华.阶梯凸模的冲模设计[J].模具工业,2017(03):29-30.
