超声波-微波辅助浓硫酸催化油酸制备生物柴油
2017-09-16姚闽娜卢泽湘吴正国
吴 梅,张 慧,姚闽娜,卢泽湘,吴正国
(1.福建农林大学食品科学学院,福州 350002; 2.福建农林大学 材料工程学院,福州 350002;3.华南理工大学轻工科学与工程学院,广州 510000)
超声波-微波辅助浓硫酸催化油酸制备生物柴油
吴 梅1,张 慧2,姚闽娜1,卢泽湘2,吴正国3
(1.福建农林大学食品科学学院,福州 350002; 2.福建农林大学 材料工程学院,福州 350002;3.华南理工大学轻工科学与工程学院,广州 510000)
引入超声波-微波辅助技术,以植物油脂水解物油酸为原料,浓硫酸为催化剂,与甲醇酯化制备生物柴油。考察了微波功率、反应时间、催化剂用量、醇油摩尔比对油酸转化率的影响,并利用响应面实验对工艺条件进行了优化。结果表明:超声波-微波的引入强化了传质传热过程,能显著缩短反应时间;最佳工艺条件为超声波功率50 W、微波功率125 W、反应时间17 min、催化剂用量2.5%、醇油摩尔比19∶1,在此条件下油酸转化率可达98%以上。
酯化法;超声波-微波;生物柴油;响应面
近年来,随着石油资源日益枯竭、生态环境不断恶化,人们逐渐认识到寻找一种可替代能源显得尤为重要。生物柴油具有稳定性好、十六烷值高、硫含量低、环境污染小、可再生等优点[1-2],受到研究者广泛关注。在工业生产中一般以化学法制备生物柴油,通常采用酸碱催化[3-4]。传统酸碱催化反应存在反应速度慢、耗时长、效率低等问题[5-7]。而超声波-微波辅助技术对有机化学反应具有十分独特的促进强化效果[8-9]。利用超声波-微波辅助技术制备生物柴油,能够提高油脂的转化率,缩短反应时间,且后处理分离也比较简单。
超声波是机械波中的一种,有良好的方向性,穿透能力强,具有机械搅拌作用和空化效应[10-11]。空化时形成的微小气泡能够增大两相之间的接触面积,非常有助于相间反应的发生[12-13]。与此同时,空化时微小气泡生成和破裂的速度非常快,能够引起局部产生高温高压,使一些对反应过程要求严苛的条件温和化,在常温常压下就可以进行。而且利用超声波辅助技术制备生物柴油,对反应体系有着较好的乳化效果,能够促进反应的进行。
微波加热的电场能量能够深入到物料的内部,对相溶性差的液体体系具有较好的乳化作用[14-15],同时被加热体系能在局部产生高温高压,促进反应的进行,极大程度上缩短了反应时间。Haiao等[16]利用微波辐射技术,以纳米CaO为催化剂、大豆油为原料,催化制备生物柴油,转化率达到了96.6%。
本文以油酸为原料,采用超声波-微波辅助浓硫酸催化油酸与甲醇酯化法制备生物柴油。考察了微波功率、反应时间、醇油摩尔比对油酸转化率的影响,并采用响应面法优化其制备工艺,为高酸值林木油脂、餐饮废弃油脂的高效、清洁利用提供一定的理论基础和实践依据。
1 材料与方法
1.1 实验材料
油酸,天津市致远化学试剂有限公司;无水甲醇、浓硫酸、无水乙醇,均为分析纯。
CW-2000超声-微波协同萃取仪,XY系列精密电子天平,DZF-6020真空干燥箱,DHG-9246A电热恒温鼓风干燥箱。
1.2 实验方法
1.2.1 生物柴油的制备
取5.64 g油酸与一定摩尔比的甲醇在超声-微波玻璃反应瓶中混合均匀,向反应体系中添加一定量的浓硫酸,将玻璃反应瓶放入超声-微波协同萃取仪中,同时冷凝回流反应。反应结束后,把混合物倒入分液漏斗中,静置分层,上层为甲酯相,下层为水相,即含甲醇、水和浓硫酸的体系。用蒸馏水对甲酯相进行多次洗涤,直至洗脱液为中性,取一定量上层样品备用。
1.2.2 转化率的计算
参照GB/T 5530—2005方法测定样品的酸值,按下式计算油酸转化率。
式中:X为油酸转化率;A0为原料油酸酸值;A1为反应结束后甲酯相酸值。
2 结果与讨论
2.1 单因素实验
2.1.1 微波功率的影响
在醇油摩尔比12∶1、催化剂用量2%(以油酸质量计,下同)、反应时间10min、超声波功率50W条件下,考察了微波功率对转化率的影响,结果如图1所示。
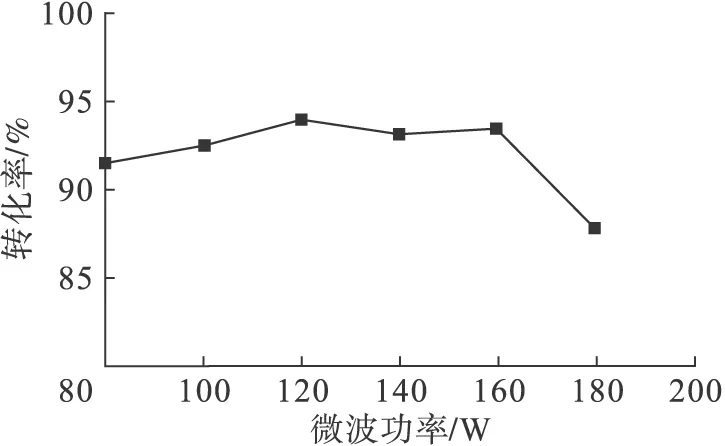
图1 微波功率对转化率的影响
由图1可知,在微波功率小于120W时,油酸转化率随微波功率的增大呈现递增的趋势;当微波功率大于120W时,转化率随微波功率的增大而逐渐下降,微波功率越大下降程度也越大。这是由于微波功率低时,超声波的空化作用、微波的加热作用有助于酯化反应的进行;微波功率很高时,反应物甲醇的挥发速率大于冷凝速率,导致甲醇大量聚留在冷凝管上,降低了反应体系中甲醇含量,从而降低了转化率。因此,选择微波功率为120W。
2.1.2 反应时间的影响
在微波功率120W、催化剂用量2%、醇油摩尔比12∶1、超声波功率50W条件下,考察了反应时间对油酸转化率的影响,结果如图2所示。
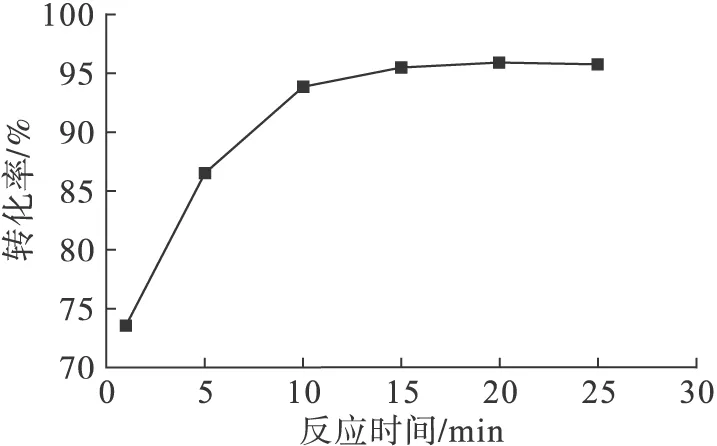
图2 反应时间对转化率的影响
由图2可知,在反应初始阶段,随反应时间延长油酸转化率急剧升高,15min时转化率达到95.55%;继续延长反应时间,转化率基本不变。在初始阶段,反应体系中甲醇浓度高,转化率随着反应时间延长而迅速增加;随着时间的推移,甲醇逐渐被消耗,反应体系中甲醇浓度减小,从而导致转化率基本不变。综合考虑能耗和转化率,选择反应时间为15min。
2.1.3 催化剂用量的影响
在微波功率120W、反应时间15min、醇油摩尔比12∶1、超声波功率50W条件下,考察了催化剂用量对油酸转化率的影响,结果如图3所示。
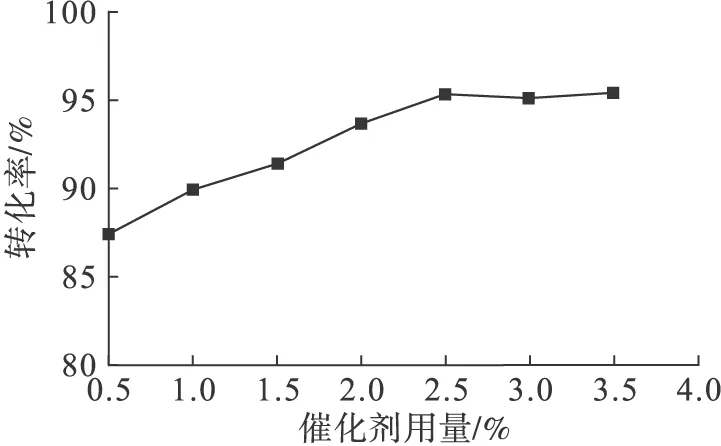
图3 催化剂用量对转化率的影响
由图3可知,增加催化剂用量,转化率不断递增,当催化剂用量增加到2.5%时,转化率最高,达95.34%;继续增加催化剂用量,转化率基本不变。综合考虑成本和转化率,选择催化剂用量为2.5%。
2.1.4 醇油摩尔比的影响
在微波功率120W、反应时间15min、催化剂用量2.5%、超声波功率50W条件下,考察了醇油摩尔比对油酸转化率的影响,结果如图4所示。
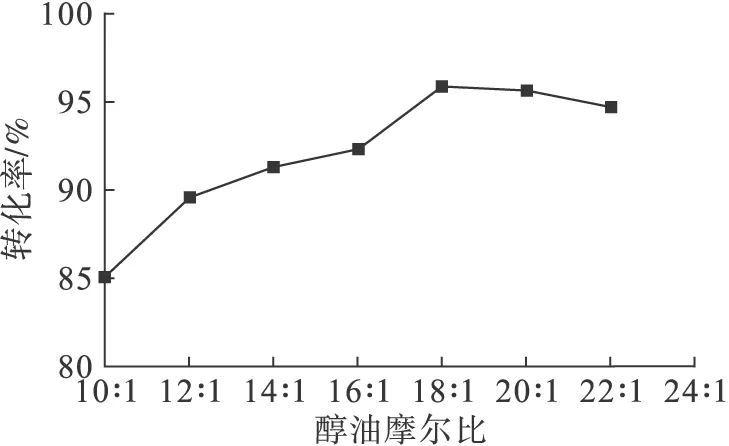
图4 醇油摩尔比对转化率的影响
由图4可知,在低醇油摩尔比条件下(小于18∶1),甲醇用量逐渐增加,转化率显著增加,在醇油摩尔比为18∶1时转化率达到95.89%;当醇油摩尔比大于18∶1时,继续增大醇油摩尔比,转化率呈下降趋势。这是由于甲醇用量过大时,稀释了反应体系中底物油酸、催化剂的浓度,降低了催化剂的催化活性,导致转化率的降低。因此,选择醇油摩尔比为18∶1。
2.2 响应面实验
以超声波功率50W为基础,采用DesignExpert8.0分析软件,Box-Behnken中心组合设计原理,以转化率(Y)为响应值,反应时间(A)、微波功率(B)、催化剂用量(C)、醇油摩尔比(D)为自变量,设计了四因素三水平的响应面实验,共有29个实验点,其中24个析因点,5个零点以估计误差。实验因素水平见表1,实验设计及结果见表2。
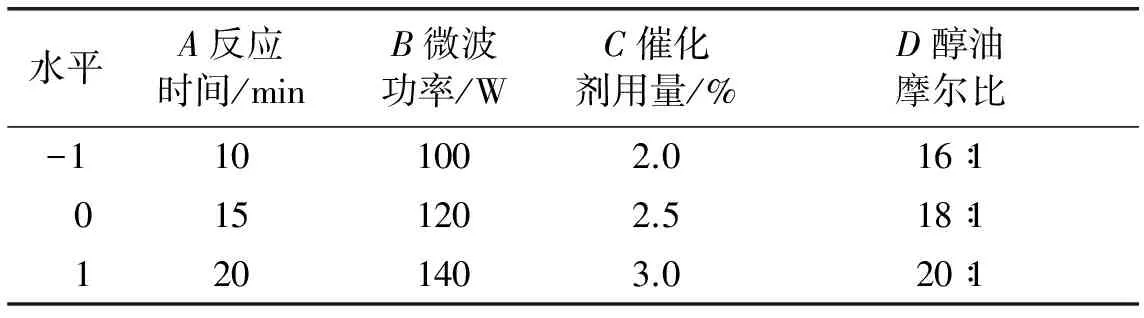
表1 实验因素水平

表2 实验设计及结果
根据响应面中心组合实验数据,得出油酸转化率(Y)与各因素之间的响应面回归方程:
Y=97+0.30A+1.08B+1.16C+2.91D-0.56AB+0.15AC-0.54AD-1.34BC-0.05BD-1.56CD-1.24A2-0.27B2-1.11C2-1.92D2
根据响应面回归方程进行方差分析,结果见表3。
由表3可知,模型P=0.004 5(P<0.01),表明模型极显著,且失拟项P=0.077 6(P>0.05),表明失拟程度不显著,说明该模型拟合度良好,可以用此模型对转化率进行预测分析。根据P值可知,模型一次项D(P<0.01)对转化率影响极显著,一次项B、C(P<0.05)表现为显著,说明醇油摩尔比对转化率的影响较大,其次为催化剂用量、微波功率;因交互项P>0.05,表现为不显著,说明各自变量因素交互作用小;二次项D2(P<0.05)对转化率影响显著。同时可得,4个因素对转化率影响的大小顺序为:醇油摩尔比>催化剂用量>微波功率>反应时间。
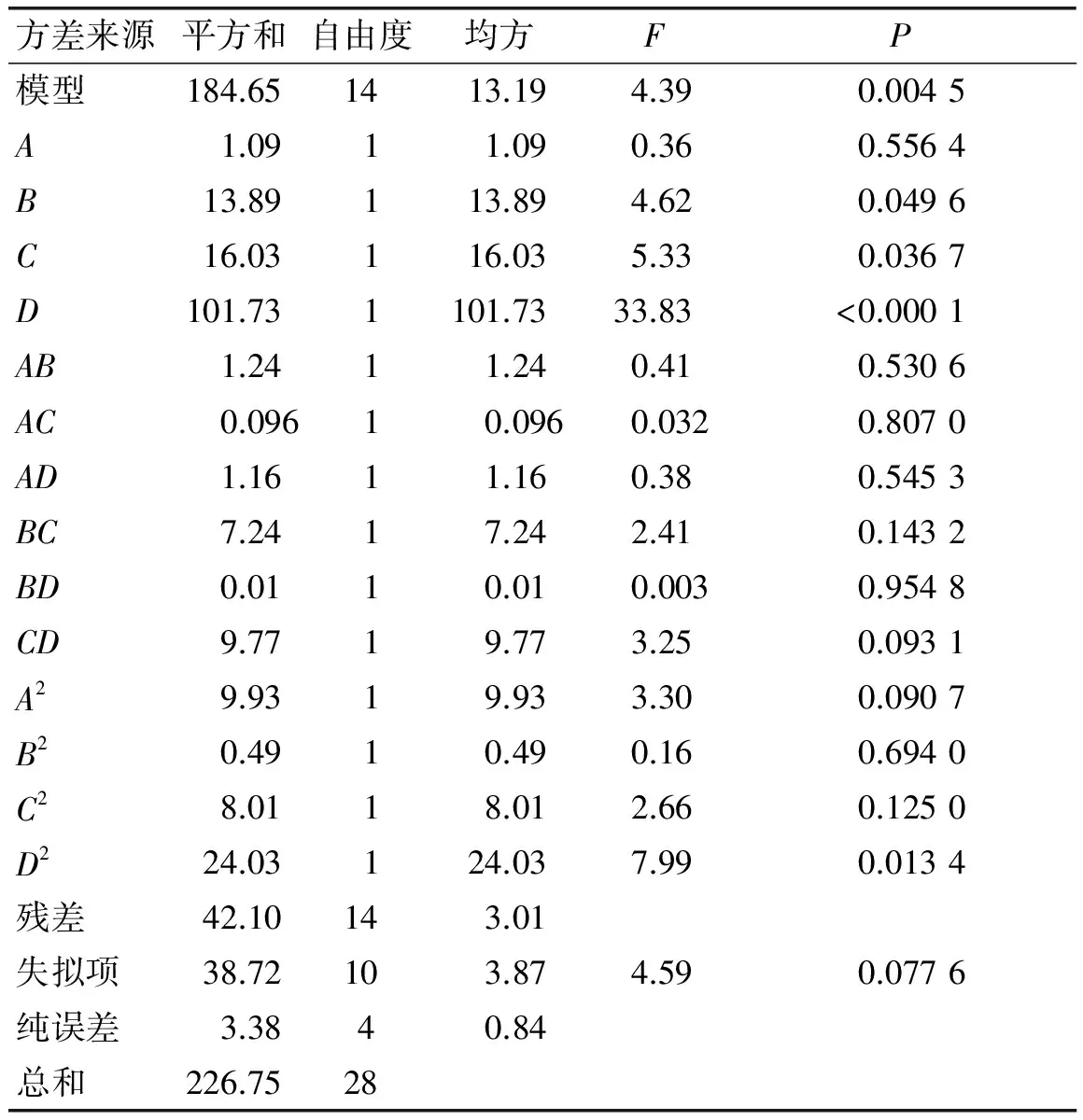
表3 回归方程方差分析
2.3 验证实验
模型显示最优工艺条件为反应时间16.73 min、微波功率127.43 W、催化剂用量2.46%、醇油摩尔比19.53∶1,此条件下转化率预测值为98.26%。考虑实际实验操作合理性,修正最优工艺条件为反应时间17 min、微波功率125 W、催化剂用量2.5%、醇油摩尔比19∶1。为了进一步证实二次回归模型预测转化率的可行性,以修正最优工艺条件进行实验验证,3组平行实验取平均值,转化率为98.05%,与模型预测值的误差为0.21%,小于5%,表明二次回归模型能对转化率进行有效、可行预测。
3 结 论
以油酸为原料、浓硫酸为催化剂,利用超声波-微波辅助酯化法制备生物柴油,并对其工艺进行了响应面优化。各因素对油酸转化率影响顺序为:醇油摩尔比>催化剂用量>微波功率>反应时间。最优工艺条件为超声波功率50 W、反应时间17 min、微波功率125 W、催化剂用量2.5%、醇油摩尔比19∶1,此条件下转化率为98.05%。本实验针对酸催化制备生物柴油反应耗时长、效率低等不足,引入超声波-微波辅助强化技术,以期为高酸值动植物油脂类原料制备生物柴油提供一定理论基础及实践依据。
[1] 李龙.生物柴油的研究现状及发展趋势[J].环境保护与循环经济,2008(2):22-25.
[2] VYAS A P,VERMA J L, SUBRAHMANYAM N,et al.A review on FAME production processes[J].Fuel,2010,89(1):1-9.
[3] 王成,刘忠义,陈于陇,等.生物柴油制备技术研究进展[J].广东农业科学,2012(1):107-112.
[4] 王常文,崔方方,宋宇.生物柴油的研究现状及发展前景[J].中国油脂,2014,39(5):44-48.
[5] 王月霞.从植物油中生产清洁柴油[J].天然气与石油,2005,23(1):33-36.
[6] 李菲菲,刘希光,张江,等.生物柴油制备中酸化油酯化反应的研究[J].化工时刊,2014,28(12):25-28.
[7] 王璐.基于棉籽油和文冠果油催化合成生物柴油研究[D].新疆 石河子:石河子大学,2009.
[8] FAN X H,WANG X, CHEN F,et al .Ultrasonically assisted production of biodiesel from crude cottonseed oil[J].Int J Green Energy,2010,7(2):117-127.
[9] THANH L T,OKITSU K,SADANAGA Y,et al.A two-step continuous ultrasound assisted production of biodiesel fuel from waste cooking oils: a practical and economical approach to produce high quality biodiesel fuel[J].Bioresour Technol,2010,101(14) :5394-5401.
[10] 刘丽艳,张瀚仁,罗英鹏,等.超声波辅助煎炸废油酯交换制备生物柴油[J].中国油脂,2014,39(11):52-56.
[11] 蔡钰颖,商平,赵瑞华,等.超声波处理废油脂制取生物柴油的研究[J].石油炼制与化工,2008(1):62-65.
[12] 任庆功,阎杰,丘泰球.超声强化酯交换制备生物柴油的工艺优化[J].农业工程学报,2010(4):269-274.
[13] GAIKWAD N D, GOGATE P R.Synthesis and application of carbon based heterogeneous catalysts for ultrasound assisted biodiesel production[J].Green Process Synth,2015(1):17-30.
[14] 刘承先.微波辅助酸性离子液体催化大豆油制备生物柴油[J].中国油脂,2015,40(7):60-63.
[15] SUPPALAKPANYA K,RATANAWILAI S B,TONGURAI C.Production of ethyl ester from esterified crude palm oil by microwave with dry washing by bleaching earth[J].Appl Energy,2010,87(7):2356-2359.
[16] HAIAO M C,LIN C C,CHANG Y H.Microwave irradiation-assisted transesterification of soybean oil to biodiesel catalyzed by nanopowder calcium oxide[J].Fuel,2011,90(5):1963-1967.
Ultrasound-microwave-assistedpreparationofbiodieselfromoleicacidusingconcentratedsulfuricacidascatalyst
WU Mei1, ZHANG Hui2, YAO Minna1, LU Zexiang2, WU Zhengguo3
(1.College of Food Science, Fujian Agriculture and Forestry University, Fuzhou 350002, China;2.College of Material Engineering, Fujian Agriculture and Forestry University, Fuzhou 350002,China; 3.School of Light Industry and Engineering, South China University of Technology, Guangzhou 510000, China)
With concentrated sulfuric acid as catalyst, biodiesel was prepared by esterification of oleic acid (vegetable oil hydrolysate) and methanol by ultrasound-microwave-assisted technology. The effects of microwave power, reaction time, catalyst dosage, molar ratio of methanol to oleic acid on conversion rate of oleic acid were investigated. The process conditions were optimized by response surface methodology. The results showed that the introduction of ultrasound and microwave enhanced the mass transfer and heat transfer process and shortened the reaction time. The optimal process conditions were obtained as follows: ultrasonic power 50 W, microwave power 125 W, reaction time 17 min, catalysts dosage 2.5% and molar ratio of methanol to oleic acid 19∶1. Under these conditions, the conversion rate of oleic acid reached above 98%.
esterification; ultrasound-microwave; biodiesel; response surface
2016-10-11;
:2017-02-14
国家自然科学基金项目(21506031);福建农林大学高水平大学建设项目(612014042,612014043)
吴 梅(1989),女,在读硕士,研究方向为食品、粮油检测技术及生物质高效利用(E-mail)wumeimei1030@163.com。
姚闽娜,副教授(E-mail)girl2-9@163.com。
TQ645.6;TK63
:A
:1003-7969(2017)07-0097-04