水酶法制取菜籽油的超声辅助微波破乳工艺研究
2017-09-16魏松丽刘元法曹培让李进伟
魏松丽,刘元法,曹培让,李进伟,孟 宗
(江南大学 食品学院,食品科学与技术国家重点实验室,食品安全与营养协同创新中心,江苏 无锡214122)
油脂加工
水酶法制取菜籽油的超声辅助微波破乳工艺研究
魏松丽,刘元法,曹培让,李进伟,孟 宗
(江南大学 食品学院,食品科学与技术国家重点实验室,食品安全与营养协同创新中心,江苏 无锡214122)
在超声辅助作用下,采用微波辐射对水酶法制取菜籽油过程中产生的乳状液进行破乳。采用单因素试验方法,对超声辅助微波破乳工艺条件进行优化。结果表明,最优破乳工艺条件为:乳状液体积分数60%,pH 5.0,超声强度400 W,超声温度40℃,超声作用时间30 s,微波强度600 W,微波作用时间70 s。在最优工艺条件下,破乳率可达96.30%±1.20%。
菜籽油;水酶法;乳状液;超声辅助;微波;破乳
工业上制备菜籽油多以预榨浸出工艺为主,尽管相较于传统的压榨工艺,预榨浸出工艺制备的菜籽油得率有所提高,但仍无法克服油品品质较差和污染严重等问题[1]。随着新酶种的不断出现和酶制剂价格的下浮,水酶法这种绿色新型的制油技术逐渐再次成为国内外研究的热点。
水酶法制取菜籽油过程中面临的重要问题是大部分油脂以乳化液的形式与蛋白质紧密结合而难以提取,清油得率低。对此,国内外学者也进行了相关研究,其中Embong等[2]利用煮沸的方法对菜籽油乳状液进行破乳,最终破乳率达到90%以上;章绍兵等[3]利用冷冻解冻-离心结合的方法对菜籽油乳状液进行破乳,最终破乳率达75%;胡丽丽等[4]利用无水乙醚萃取-离心结合的方法对菜籽油乳状液进行破乳,最终破乳率达98.05%。以上研究为解决菜籽油清油得率低的问题做出了贡献,但破乳方法较为单一,与工业化应用要求还有很大距离。
本研究针对水酶法制取菜籽油过程中乳化液难以破乳的问题,采用超声辅助微波辐射破乳方法,系统研究了该方法破乳的作用规律,旨在为水酶法制取菜籽油的工业化应用奠定基础。
1 材料与方法
1.1 试验材料
1.1.1 原料与试剂
甘蓝型双低脱皮油菜籽,中国农业科学院油料作物研究所提供;纤维素酶、果胶酶、Alcalase 2.4L碱性蛋白酶,购于诺维信(中国)生物技术有限公司;β-葡聚糖酶,购于美仑生物技术有限公司;氢氧化钠、盐酸、乙醇等均为分析纯。
1.1.2 仪器与设备
小型高速粉碎机:青州市精诚医药装备制造有限公司;电子天平、pH计:梅特勒-托利多仪器(上海)有限公司;超级恒温循环水浴锅;数显恒温磁力搅拌器;RJ-TDL-50A低速台式大容量离心机:无锡瑞江分析仪器有限公司;医用低温箱:三洋电机株式会社;数显恒温水浴锅;旋转蒸发仪;Scientz ⅡD超声波细胞粉碎机:宁波新芝生物科技股份有限公司;NN-T251W型微波炉:日本Panasonic公司。
1.2 试验方法
1.2.1 工艺流程
脱皮油菜籽→干磨→加水混合(料液比1∶6)→煮沸4 min→复合多糖酶水解(果胶酶、β-葡聚糖酶与纤维素酶体积比为2∶1∶1,加酶量1.0%,温度50℃,pH 4.8,时间1 h)→碱提(pH 9.0,温度60℃,时间30 min)→蛋白酶水解(加酶量1.5%,pH 8.5,温度60℃,时间3 h)→灭酶(90℃,10 min)→离心(4 500 r/min,10 min)→菜籽乳状液→加水混匀→超声处理→调节pH→微波处理→离心→菜籽清油。
1.2.2 破乳技术的筛选
离心分离破乳方法,参照陶海腾等[5]的方法;加热破乳方法,参照祖亭月等[6]的方法;超声破乳方法,参照李杨等[7]的方法;冷冻解冻破乳方法,参照彭瑶瑶等[8]的方法;冷冻微波解冻破乳方法,参照齐宝坤等[9]的方法;微波破乳方法,参照王文睿等[10]的方法;乙醇萃取破乳方法,参照李杨[11]的方法;超声辅助乙醇萃取破乳方法,参照李杨[11]的方法。
1.2.3 超声辅助微波破乳方法
用50 mL烧杯称取5 g乳状液,与一定量去离子水混合,放入超声波细胞粉碎机中,在一定的超声温度和超声强度下处理一定时间后取出。调节预处理后乳状液的pH,将其置于微波炉中,在一定的微波强度下处理一定时间后,4 500 r/min离心10 min,得游离油、水相混合液和残余物。破乳率按下式计算:
1.2.4 统计分析
每个试验重复3次,结果表示为平均值±标准偏差。采用SPSS17.0软件对数据进行ANOVA差异显著性分析,采用Origin8.0和SAS9.1软件作图。
2 结果与讨论
2.1 破乳技术的筛选
为确定菜籽乳状液的最佳破乳技术,对近年来已报道的9种破乳技术的最佳条件进行了试验,并进行了对比,结果见表1。
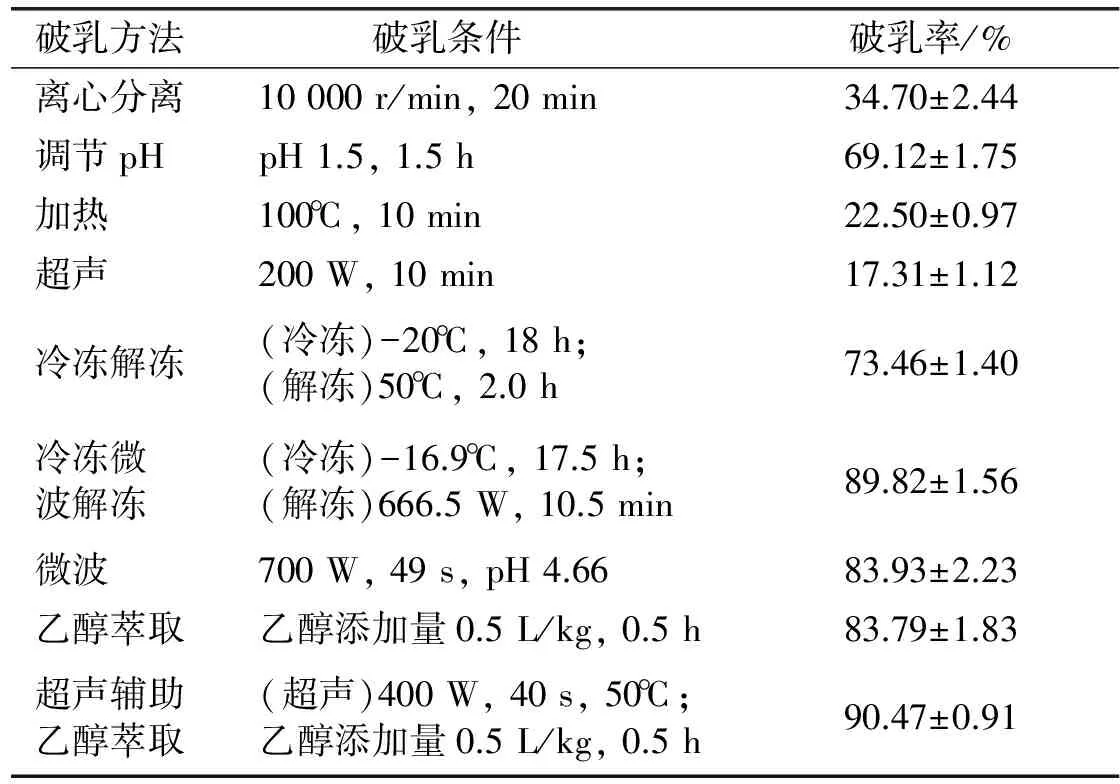
表1 不同破乳技术的最佳条件对菜籽乳化液破乳率影响
由表1可知,不同破乳技术对菜籽乳状液的破乳效果差别明显,其中超声辅助乙醇萃取技术对菜籽乳状液的破乳率最高,为90.47%;冷冻微波解冻技术的效果次之,破乳率为89.82%;微波破乳技术的效果又次之,破乳率为83.93%。可见,超声辅助乙醇萃取、冷冻微波解冻及微波这3种破乳技术较适合应用于菜籽乳状液的破乳,但考虑到冷冻解冻技术和乙醇萃取技术存在能耗高或有机溶剂使用量大等问题,因而将更加节能环保的超声辅助和微波破乳技术有机结合,并以此作为菜籽乳状液破乳的最佳技术进行后续研究。
2.2 乳状液体积分数对破乳率的影响
在pH 5.0、超声强度400 W、超声温度40℃、超声作用时间30 s、微波强度600 W、微波作用时间70 s 的条件下,考察乳状液体积分数对菜籽乳状液破乳率的影响,结果见图1。
由图1可知,当乳状液体积分数很低时,破乳效果并不理想,乳状液体积分数为10%时破乳率仅87.2%,随着乳状液体积分数的增大,破乳率逐渐提高,在乳状液体积分数为60%达到最高,为96.30%±1.20%;之后随乳状液体积分数的增大破乳率逐渐降低。此组试验说明破乳率与乳状液体积分数有关,原因可能是适宜体积分数的乳状液经微波作用后水分子高速旋转、运动,并与油水界面的分子发生碰撞,使ξ-电位遭到削弱或破坏[12],界面膜强度降低,进而有利于油脂释放和油滴聚集。因此,选择乳状液体积分数为60%。
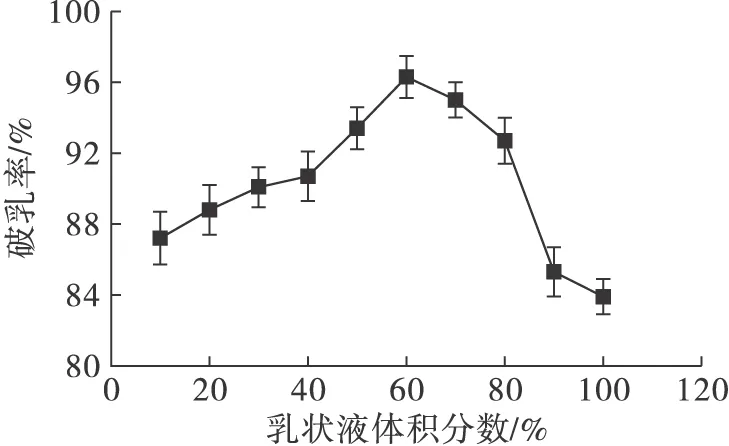
图1 乳状液体积分数对破乳率的影响
2.3 pH对破乳率的影响
在乳状液体积分数60%、超声强度400 W、超声温度40℃、超声作用时间30 s、微波强度600 W、微波作用时间70 s的条件下,考察pH对菜籽乳状液破乳率的影响,结果见图2。
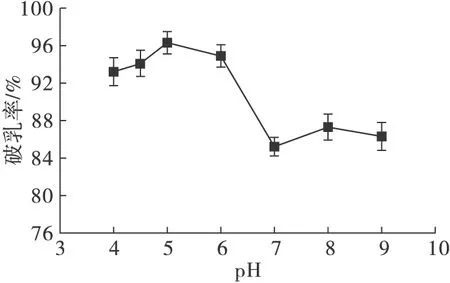
图2 pH对破乳率的影响
由图2可知,乳状液pH小于7.0时的破乳率均高于pH大于7.0时的破乳率,且当pH为5.0时破乳率最高,为96.30%±1.20%;pH为7.0时破乳率最低,仅为85.2%±1.13%。此组试验说明破乳率与pH有关,且相较于中性条件,酸性条件和碱性条件均有利于微波破乳,其中酸性条件更有利于破乳的进行。原因可能是酸性和碱性条件下乳状液内蛋白质带有较多电荷,微波作用时,带电荷蛋白质沿电场方向发生振动、聚集,水油两相间薄膜变薄、破裂,有利于油脂的释放,且在酸性条件下,由于接近蛋白质的等电点,蛋白质溶解度降低,这也在一定程度上促进了油脂的释放,与李杨[11]研究大豆油得到的结果相符。因此,选择pH为5.0。
2.4 超声强度对破乳率的影响
在乳状液体积分数60%、pH 5.0、超声温度40℃、超声作用时间30 s、微波强度600 W、微波作用时间70 s的条件下,考察超声强度对菜籽乳状液破乳率的影响,结果见图3。
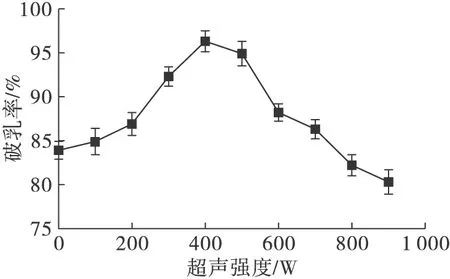
图3 超声强度对破乳率的影响
由图3可知,随着超声强度逐渐增加,破乳率快速上升,并在超声强度400 W时破乳率达到最高,为96.30%±1.20%;随着超声强度继续增加,破乳率呈现下降趋势。此组试验说明破乳率与超声强度有关,且当超声强度过小或过大时破乳效果都不理想。原因可能是在超声强度过小时,超声作用不能对乳状液起到分散、均质等作用[13],不利于微波进一步对乳状液破乳;当超声强度过大时,由于超声的空穴效应改变了菜籽乳状液中蛋白质的结构,暴露出更多的亲水基团[14],促进乳状液的进一步乳化并增强了乳状液的乳化稳定性,不利于破乳的进行。因此,选择超声强度为400 W。
2.5 超声温度对破乳率的影响
在乳状液体积分数60%、pH 5.0、超声强度400 W、超声作用时间30 s、微波强度600 W、微波作用时间70 s的条件下,考察超声温度对菜籽乳状液破乳率的影响,结果见图4。
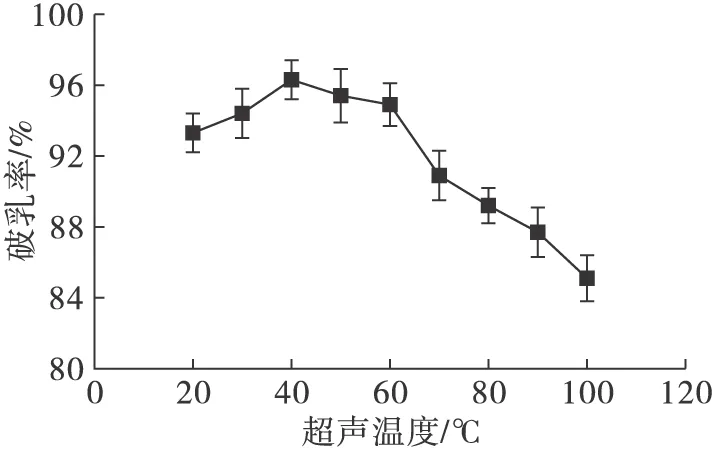
图4 超声温度对破乳率的影响
由图4可知,随着超声温度的升高,菜籽乳状液的破乳率先缓慢增大,后快速减小,并在40℃时破乳率达到最高,为96.30%±1.20%。此组试验说明破乳率与超声温度有关。原因可能是超声温度升高,分子振动加剧,促进了分子间的扩散作用,而超声温度过高,蛋白质发生热变性,肽链结构逐渐展开,甚至断裂,从而暴露出更多的亲油基团,使得吸油性有所升高[15],从而不利于破乳的进行。因此,选择超声温度为40℃。
2.6 超声作用时间对破乳率的影响
在乳状液体积分数60%、pH 5.0、超声强度400 W、超声温度40℃、微波强度600 W、微波作用时间70 s的条件下,考察超声作用时间对菜籽乳状液破乳率的影响,结果见图5。
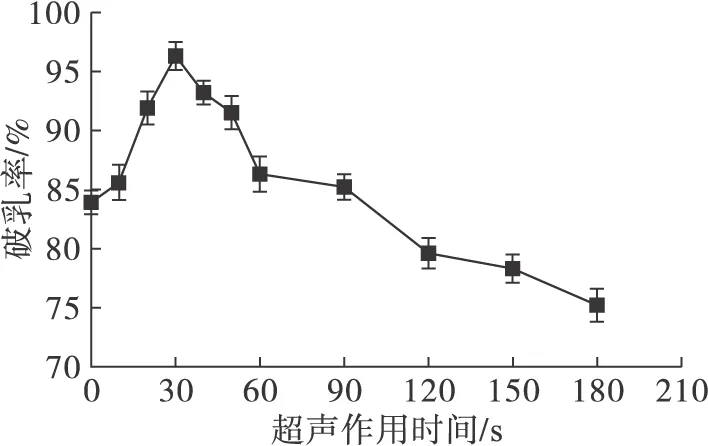
图5 超声作用时间对破乳率的影响
由图5可知,在超声作用初期,破乳率随超声作用时间的延长迅速上升,并在30 s时破乳率达到最高,为96.30%±1.20%;随着超声作用时间的继续延长,破乳率持续下降。此组试验说明破乳率与超声作用时间有关,且超声作用时间过短或过长破乳效果都不理想。原因可能是超声作用时间过短,乳状液还未来得及充分分散,不利于破乳的进行;而超声作用时间过长时,蛋白质分子结构变得疏松,使疏水性多肽部分展开朝向脂质而极性部分朝向水相,导致乳化活力及乳化稳定性都增强[16],从而加大了破乳的难度。因此,选择超声作用时间为30 s。
2.7 微波强度对破乳率的影响
在乳状液体积分数60%、pH 5.0、超声强度400 W、超声温度40℃、超声作用时间30 s、微波作用时间70 s的条件下,考察微波强度对菜籽乳状液破乳率的影响,结果见图6。
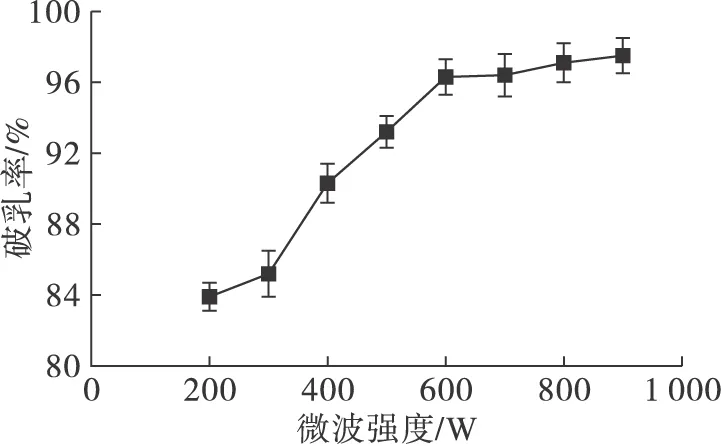
图6 微波强度对破乳率的影响
由图6可知,破乳率随微波强度的增强不断上升,在微波强度为600 W时,破乳率趋于最高,为96.30%±1.20%;微波强度大于600 W时,破乳率略有上升。此组试验说明破乳率与微波强度有关,且随微波强度的增加而增大。原因可能是由于微波电磁场的高频振荡,乳状液内部的电极性分子自由振荡,使破乳得以实现[10],并且随着微波强度的增加,破乳率呈上升趋势。微波强度继续增加,由于油脂的释放一定程度上限制了界面蛋白质的进一步破坏,故继续增加微波强度对进一步破乳效果不大。尽管当微波强度大于600 W时破乳率略有上升,但考虑到微波强度大于600 W时破乳效果提升不明显且能耗增加,所以选择微波强度为600 W。
2.8 微波作用时间对破乳率的影响
在乳状液体积分数60%、pH 5.0、超声强度400 W、超声温度40℃、超声作用时间30 s、微波强度600 W的条件下,考察微波作用时间对菜籽乳状液破乳率的影响,结果见图7。
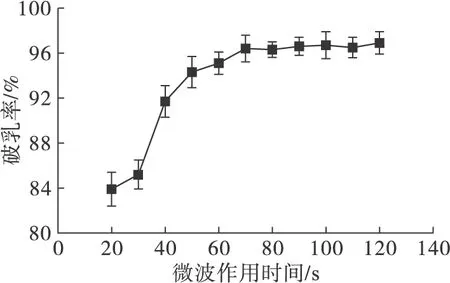
图7 微波作用时间对破乳率的影响
由图7可知,破乳率随微波作用时间的延长不断上升,在微波作用时间70 s时,破乳率趋于最高,为96.30%±1.20%;微波作用时间大于70 s时,破乳率趋于平衡,变化不明显。此组试验说明破乳率与微波作用时间有关,且随微波作用时间的延长而增大。原因可能是随着微波作用时间的延长,微波对乳状液产生的热效应增强,乳状液界面张力和黏度下降,油水密度差增加,从而降低乳状液的稳定性,有利于水油两相分别聚集[12],使破乳易于实现。微波作用时间继续延长,由于油脂释放已趋于完全,且蛋白质严重热变性,难以与乳状液中油脂再次结合,故破乳率达到平衡。因此,选择微波作用时间为70 s。
3 结 论
本文在超声辅助作用下,采用微波辐射对水酶法制取菜籽油过程中产生的乳状液进行破乳工艺研究,探讨乳状液体积分数、pH、超声强度、超声温度、超声作用时间、微波强度、微波作用时间对破乳率的影响。采用单因素试验方法,对超声辅助微波破乳工艺条件进行优化,确定最优破乳工艺条件为:乳状液体积分数60%,pH 5.0,超声强度400 W,超声温度40℃,超声作用时间30 s,微波强度600 W,微波作用时间70 s。在最优工艺条件下,破乳率可达96.30%±1.20%。因此,超声辅助微波辐射技术是一种可应用于水酶法制取菜籽油中的非常有效的破乳方式。
[1] 于慧君, 周建平, 黄耀武. 酶对油菜籽油水酶法提取率的影响研究[J]. 现代食品科技, 2011, 27(3): 328-331.
[2] EMBONG M B, JELEN P. Technical feasibility of aqueous extraction of rapeseed oil—a laboratory study[J]. Can Inst Food Sci Technol J, 1977, 10(4): 239-243.
[3] 章绍兵, 王璋. 水酶法从菜籽中提取油及水解蛋白的研究[J]. 农业工程学报, 2007, 23(9): 213-219.
[4] 胡丽丽, 袁永俊, 王健, 等. 水酶法菜籽油破乳工艺的优化[J]. 食品与发酵科技, 2013 (1): 21-24.
[5] 陶海腾, 马娇, 徐同成, 等. 水酶法提取小麦胚芽油中破乳的研究[J]. 食品研究与开发, 2015, 36(14): 49-52.
[6] 祖亭月, 何美莹, 张连富. 水酶法提取橡胶籽油的工艺研究[J]. 中国粮油学报, 2013, 28(2): 37-42.
[7] 李杨, 齐宝坤, 隋晓楠, 等. 超声辅助二次酶解对大豆乳状液破乳工艺研究[J]. 中国油脂, 2016, 41(2): 16-19.
[8] 彭瑶瑶, 王千千, 王爱梅, 等. 水酶法提取牡丹籽油的研究[J]. 中国油脂, 2014, 39(6): 12-17.
[9] 齐宝坤, 江连洲, 李杨, 等. 响应面优化大豆乳状液冷冻微波解冻破乳工艺研究[J]. 中国油脂, 2013, 38(1): 8-11.
[10] 王文睿, 江连洲, 郑环宇, 等. 大豆乳状液的微波破乳工艺优化[J]. 食品科学, 2011, 32(18): 11-14.
[11] 李杨. 大豆生物解离技术[M]. 北京: 化学工业出版社, 2015: 63-64.
[12] 金钦汉, 戴树珊, 黄卡玛. 微波化学[M]. 北京: 科学出版社, 1999: 13-17.
[13] BAXTER S, ZIVANOVIC S, WEISS J. Molecular weight and degree of acetylation of high-intensity ultrasonicated chitosan[J]. Food Hydrocoll, 2005, 19(5): 821-830.
[14] 贾俊强, 马海乐, 曲文娟, 等. 超声预处理大米蛋白制备抗氧化肽[J]. 农业工程学报, 2008, 24(8): 288-293.
[15] 周小泉, 王卫国, 谢石力, 等. 干热处理对油菜籽蛋白功能特性的影响[J]. 饲料工业, 2013 (3): 21-26.
[16] 孙冰玉, 石彦国. 超声波对醇法大豆浓缩蛋白乳化性的影响[J]. 中国粮油学报, 2006, 21(4): 60-63.
Ultrasound-assistedmicrowavedemulsificationofrapeseedoilpreparedbyaqueousenzymaticmethod
WEI Songli, LIU Yuanfa, CAO Peirang, LI Jinwei, MENG Zong
(Synergetic Innovation Center of Food Safety and Nutrition, State Key Laboratory of Food Science and Technology, School of Food Science and Technology, Jiangnan University, Wuxi 214122, Jiangsu, China)
The emulsion produced during aqueous enzymatic extraction of rapeseed oil was treated by microwave for demulsification assisted by ultrasound. The process conditions of ultrasound-assisted microwave demuldification were optimized by single factor experiment. The results showed that the optimal demulsification conditions were obtained as follows: volume fraction of emulsion 60%, pH 5.0, ultrasonic power 400 W, ultrasonic temperature 40℃, ultrasonic treatment time 30 s, microwave power 600 W, and microwave treatment time 70 s. Under the optimal conditions, the demulsification rate of rapeseed oil emulsion was 96.30%±1.20%.
rapeseed oil; aqueous enzymatic method; emulsion; ultrasound-assist; microwave; demulsification
2016-10-25;
:2017-03-16
国家高技术研究发展计划(863计划)(2013AA102103-1);国家自然科学基金项目(31471678);中央高校科研基金(JUSRP51501)
魏松丽(1991),女,硕士研究生,研究方向为油脂深加工研究与开发(E-mail)weisongli1991@163.com。
孟 宗,副教授,硕士生导师(E-mail)mengzong@jiangnan.edu.cn。
TS224; TS225.1
: A
:1003-7969(2017)07-0001-05