提高破鳞机延伸率的改进
2017-09-07李锋吕明
李 锋 吕 明
(山东泰山钢铁集团有限公司,山东271100)
提高破鳞机延伸率的改进
李 锋 吕 明
(山东泰山钢铁集团有限公司,山东271100)
对不锈钢热退火酸洗线破鳞机使用过程中延伸率低、破鳞效果差的情况进行了分析,找出影响破鳞机延伸率提高的原因。通过改进破鳞机工作辊轴承和包角,优化油缸压下量,使破鳞机延伸率由原来的0.5%提高到了2%以上。
破鳞机;延伸率;轴承;压下量
对于热退火酸洗生产线来说,破鳞机作为退火和酸洗之间承前启后的一台设备,在高速除鳞和改善板形方面起到举足轻重的作用。某厂不锈钢热退火酸洗线自投产以来,破鳞机的使用一直未能达到理想的使用效果,主要存在的问题是:当张力增大时,破鳞机工作辊轴承易损坏,过钢量偏低,延伸率低于0.5%,致使除鳞效果差,达不到生产工艺的要求,严重影响钢带的酸洗效果及板形质量。为此,对破鳞机进行了改进,提高了延伸率,从而使破鳞机满足了生产工艺要求。
1 破鳞机工作原理及主要参数
1.1 破鳞机工作原理
利用铁基体与氧化铁皮覆层材料性能的巨大差异,采用机械方法反复弯曲,基体材料受力后产生一定的弹塑性变形,由于表面氧化铁皮不具有塑性,破坏强度较低,并且与铁基体附着力差,当金属形状变化引起的内应力大于氧化铁皮破坏强度时,氧化皮便要破裂。带材经过弯曲辊时,上下表面处于不同的应力状态,最终产生不同形式的氧化铁皮剥落[1]。酸洗线破鳞机工作简图如图1所示。
1.2 破鳞机主要组成及参数
破鳞机由机架装配、摆动装置、矫直辊组、导向辊装置、喷吹装置、矫直单元液压伺服系统、除尘装置、刷洗装置、换辊装置等组成。破鳞机主要参数如表1所示。

图1 酸洗线破鳞机工作简图

名称参数及规格钢带厚度/mm钢带宽度/mm最大工艺速度/(m/min)拉伸段最大张力/kN延伸率(%)工作辊/mm导向辊/mm2~6800~1600805000~1.5⌀75×1800⌀800×1800
2 影响延伸率提高的原因
用弯曲矫直辊进行机械除鳞处理时,带钢延伸率越大,带钢表面的氧化铁皮破碎程度会越高,破鳞效果就越好,除鳞速度就越高[2]。实际操作中,一般通过增加张力,增加弯曲辊和矫直辊的压下量来提高延伸率。
2.1 拉伸段张力的影响
该酸洗线破鳞机采用两弯一矫直,实际生产过程中,当拉伸段张力增加到210 kN时,破鳞机下弯曲辊工作辊轴承易损坏,需要及时更换工作辊,造成过钢量低,延伸率低于0.5%,除鳞效果差,达不到生产工艺要求的破鳞效果。
2.2 压下量的影响
在实际生产过程中,破鳞机压下油缸的压下量对延伸率的提高起着重要的作用。经测量,设置的弯曲辊和矫直辊的压下量与实际测量不符,通过选取辊子主轴中心点的方法,测得弯曲辊与工作辊辊面间距离为120 mm,矫直辊与工作辊辊面间距离为93 mm(电脑显示弯曲辊压下量为70 mm、矫直辊压下量为75 mm),导致延伸率出现误差。
2.3 钢带在弯曲辊上包角的影响
当带材厚度、辊径和张力一定时,带材的延伸率随带材在弯曲辊上的包角增加而增加,一般包角在10°~30°之间[3]。经测量,入口包角、出口包角分别为8°和16°,影响钢带延伸率的提高,使后序钢带的酸洗效果及外在板形质量提高受到限制。
3 提高延伸率的改进措施
3.1 轴承改进
自由状态下对下弯曲辊水平高度进行测量发现,传动侧比操作侧高0.6 mm。生产过程中,在张力作用下,工作辊容易向操作侧蹿动,易造成操作侧轴承烧红而损坏。为消除上述缺陷的影响,对破鳞机辊系之间的距离、轴承座进行测量研究,决定对工作辊两端轴承实施改型,并对轴承布局方式进行改变。选用可以承受径、轴向联合负荷的单列角接触球轴承51304替代原轴承16004,用双列角接触球轴承3056305替代原来的6005与51205轴承,如图2所示。
3.2 包角的改进
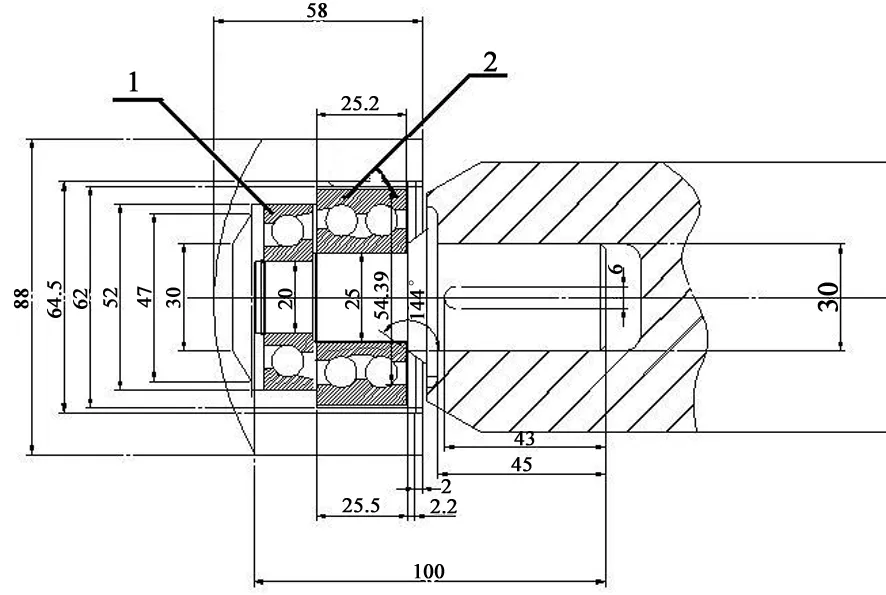
1—单列角接触球轴承51304 2—双列角接触球轴承3056305
采用增大包角的方式增加钢带延伸率。将破鳞机的入口及出口转向辊拆出,对其底座进行扩孔改造。以下弯曲辊中心为中心,使入口和出口转向辊均向中心移动,入口转向辊移动25 mm,出口转向辊移动30 mm,然后安装转向辊,找正后将底座紧固牢固,这样有效地增大了工作辊与钢带之间的包角角度,入口包角由原来的8°增加到12°,出口包角由原来的16°增加到19°,提高了钢带的延伸率,如图3所示。

图3 工作辊包角
3.3 油缸压下量优化改进
根据现场情况,对破鳞机油缸的压下数据进行测量和统计。弯曲辊垂直距离设为X,矫直辊垂直距离设为Y,如图4所示。

图4 工作辊X、Y值标定
以下弯曲辊工作辊上表面为钢带水平位,以此设定为标高零位,取绝对值为弯曲辊和矫直辊的实际高度,决定破鳞机压下油缸的压下量。改进后,破鳞机压下量与工作辊X、Y值实际测量值如表2所示。

表2 破鳞机工作辊X、Y值实际测量值(单位为mm)
标定了范围后,在人机界面(HMI)就会增加关联压下量、延伸率和张力的窗口,操作人员可根据不同钢种延伸率的技术需求,适当调节油缸的压下量,提高了工作效率,保证了破鳞机延伸率的稳定。
4 结论
通过对破鳞机的改进,目前不管是生产200系、300系不锈钢,还是生产400系不锈钢,从测量数据来看,拉伸段张力大于450 kN,钢带最大延伸率达到2%以上,破鳞机工作辊过钢量大于1.2万t,破鳞效率大幅度提升,达到了预期效果。
[1] 卞大鹏,周存龙,李中喜,等. 拉弯矫直机破鳞机理研究[J]. 机械工程与自动化,2013(6):86-88.
[2] 李同庆,陈先霖,王建国. 拉伸弯曲矫直机破鳞功能的研究[J]. 冶金设备,1998(3):27-29.
[3] 龙达海. 带材拉伸弯曲矫直机组的应用[J]. 有色金属加工,2004,33(5):39-40.
编辑 陈秀娟
Improvement of Scale Breaker Elongation Rate
Li Feng, Lv Ming
Situation of lower elongation rate and worse descaling effect of stainless steel hot annealing and pickling line scale breaker has been analyzed to find out cause that influenced elongation rate improvement of scale breaker. By improving working roll bearing and wrap angle of scale breaker and optimizing oil cylinder reduction, the elongation rate of the mill has been increased from 0.5% to 2% and above.
scale breaker; elongation rate; bearing; reduction
2016—12—19
TG333.2
B