Σ立柱生产线的设计与应用
2017-09-07张新利朱志会
张新利 朱志会
(江苏国强控股集团,江苏213363)
Σ立柱生产线的设计与应用
张新利 朱志会
(江苏国强控股集团,江苏213363)
国内第一条专业生产Σ立柱的生产线,虽然存在一定的实施风险,但其定尺精度高,断面切断整齐,用工成本有较大的改善。
Σ立柱;生产线;伺服电机;递送冲孔
Σ立柱形状复杂,主要应用在国外高速公路护栏系列产品领域。几年来,公司外贸部门全力开发销售,取得了较大的业绩,市场占有额逐年递增。特别是今年以来,该产品的订单一再追加,交货能力非常紧张。造成这种局面的原因,不仅是业务量增大,更多的是我们生产环节太原始,投入人工较多,除了冷弯成型外,切断和冲孔均需离线完成,其生产效率可想而知,制造成本也很难控制。生产和销售部门已经疲于应对,生产能力的提高迫在眉睫。Σ立柱如图1所示。
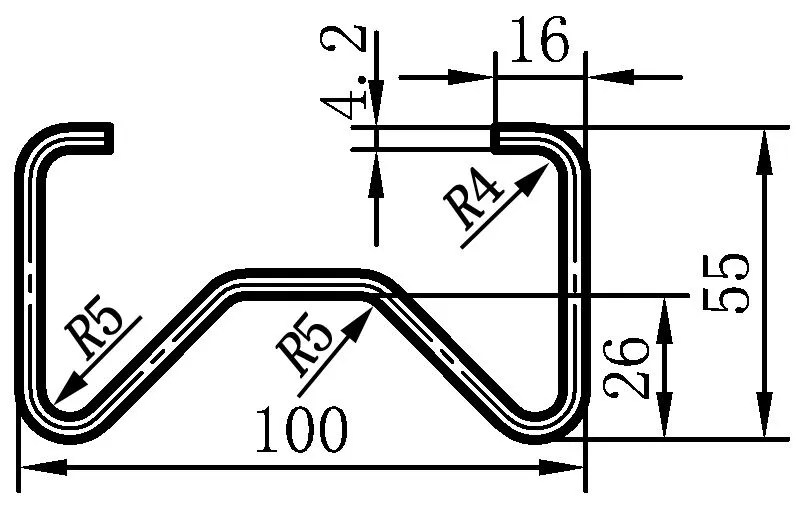
图1 Σ立柱示意图
目前,公司生产外贸产品的主要生产线为750冷弯线,其涵盖产品种类十多种,为了满足外贸市场需要,必须经常更换模具,每次换模时间需要两个班,包括调试时间,无法控制其成材率和生产产能。并且这条冷弯线生产规格范围较宽,带钢最大宽度为750 mm,而Σ产品所用带宽为235 mm,因此,成型不稳定,经常出现截面尺寸不符合图纸要求的现象。2016年1月公司立项建设Σ立柱生产线,6月投产运行。
1 设计思路
1.1 设计方案
采用先矫平,而后定尺冲孔,再连续成型,最后随动定尺剪断并输出的连续生产作业方式。确保冲孔定尺的准确性,通过带钢的输送确定冲孔位置,由伺服电机控制,并且在冲孔位置的前后设有活套,以保证前后带钢的自然张力状态。
1.2 设计参数与设备
所有设备的选型以生产Σ产品为主,其动力参数和工艺设备确保能正常生产。包含开卷机、直头机、矫平机、伺服送料装置、冲孔设备、冷弯成型机、自动切断机、全线自动控制系统及液压系统。为了充分应用现有配套轧辊,要求有效成型架次为16道(水平辊),生产Σ立柱开口朝下。
带钢最大展开宽度按500 mm设计,最大成型厚度按4.5 mm设计。
对于Σ立柱的在线连续生产,整线设计时按照最大生产速度20 m/min设计,以确保实际生产中能达到4块/min(板长3 m)的生产速度。
1.3 设计先进性
该生产线可有效提高生产效率,全线电气实现自动控制,在正常生产过程中,整条生产线只需要3~4人即可完成全部工作工序。
该生产线的先进之处在于:首先是带钢的连续式生产,既可以更好地保证板型的质量及孔系位置尺寸的精度,又可以大幅度提高生产效率;其次是自动控制系统的应用可以有效降低操作工人的数量。
2 主要参数及工艺流程
完全按照Σ产品的制造工艺组织相关设备,形成了一条Σ产品专用的自动化生产线,从而简化了工艺流程,大大减少了人工投入,产品质量也得到了稳定提高。
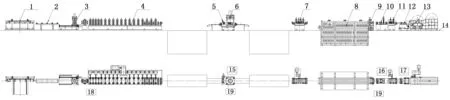
1—自动落料及接料装置 2—输送辊道 3—跟踪切断机 4—冷弯成型机(主机) 5—伺服送料机 6—冲孔压力机 7—抽料矫平机 8—笼式储料仓 9—活套送料机 10—剪切对焊机 11—1#矫平机 12—直头机 13—开卷机 14—车间地平 15—冲孔压力机液压站 16—矫平、剪切液压站 17—开卷、直头液压站 18—主机及切断操作台 19—前准备段操作台
2.1 性能参数
原材质屈服强度:≤350 MPa
原材料板宽:≤300 mm,公差0~-0.5 mm
原材料板厚:≤4.5 mm,公差±0.15 mm
纵剪直线度:0.5 mm/m
带卷重量:≤5 t
带卷外径:≤1200 mm
带卷内径:508~610 mm
运行效率:10 m/min
占地面积:30 m×4 m=120 m2
生产方式为半连续性生产,带钢头尾停机对接。传动型式为单电机集中传动,齿轮箱为下轴传动,上轴被动(根据需要可设立上下传动架次),产品长度和规格调整均采用触摸屏实现,显示均为数字。
2.2 主要技术参数
产品范围:高精度Σ立柱、U型立柱等展开宽度不超过500 mm的冷弯型钢
产品材质:Q195~Q235B
产品壁厚:2.0~4.5 mm
定尺长度:1.5~10 m
定尺精度:±2 mm
成型方法:连续辊弯成型形式
进料方向:左进料
最大成型速度:20 m/min
2.3 工艺流程
Σ生产工艺流程为:上料→开卷→矫平→接头焊接→成型→飞锯切断→二次定尺切割→去端面毛刺→冲孔。工艺流程图见图2。
由于飞锯切断产生毛刺严重,必须采用普通带锯进行二次定尺切割,锯条用量很大,并且需要大量人力周转作业,同时物料消耗也无法控制。
3 设备组成
3.1 组成
该设备包括开卷机、带钢直头机、双夹送矫平机、剪切对焊机、伺服送料装置、高速冲孔压力机、冷弯成型机及在线随动切断设备八部分组成。为了保证切口端面符合要求,冲孔机安装有预冲装置,将型材弯角处预先冲出切口。
3.2 开卷机
开卷机采用主动式液压单锥形式,用于支撑带钢卷,并具有主动放料、防散卷及制动功能。开卷机由底座、锥头胀缩装置、压料防松装置、驱动电机及液压部件等组成。
3.3 带钢直头机
带钢直头机用于将弯曲的带钢头部送进矫平机的夹送辊,由压头、托板、伸缩铲板、焊接机架等组成。压头主要用于压住板卷料头部,防止散卷,并压平料头,方便进入校平机。托板可以上下摆动,用于托住料头,便于展平,并且顺利进入校平机伸缩铲板用于接住料头,引入托板。
3.4 双夹送矫平机
矫平机对带钢弯曲进行全尺寸矫平,以便于顺利进行后续的伺服送料及冲孔。该矫平机可自动调节实现矫平速度,与主机及伺服送料机自动同步。矫平机由前后两套(共四组)对中立辊、两对夹送辊、七辊矫平机构及主传动机等组成。对中立辊由人工手动调节;夹送辊为二辊式双递送,手动调节压下;矫平辊为七辊式,上三辊下四辊,下辊主传动。主传动电机选用频率为11 kW的变频电机。
3.5 剪切对焊机
对焊机包括液压剪板机、压料焊接平台、夹送机等几部分组成。对焊机将带钢卷的头部和尾部不合适的带钢沿垂直方向剪断,将两卷带钢的头尾焊接连在一起,使后序的冲孔和成型能连续进行。
3.6 伺服送料装置
送料装置由机架、压紧系统、伺服电机及伺服驱动系统组成。送料装置按照冲孔实际所需步距长度送进板料,送料精度准确无累积公差,一次性可设置多组送料参数,方便快捷。伺服送料机含有1对送料辊,使用弹簧压料,采取气动压紧送料形式。伺服电机配合编码器测长控制送料过程。
3.7 高速冲孔压力机
该冲孔机所配液压系统是专门为此液压机开发的。该高速专用液压机专为冷弯生产线在线冲孔设计,具有结构合理、速度快、使用寿命长、调整方便等优点。液压机采用泵、蓄能器控制方式,采用专用液压控制模块,具有冲裁速度快,噪音小等特点,并且配有冷却器散热,以满足连续生产的需要。
3.8 冷弯成型机
冷弯成型机水平辊架数量为16架;两架水平辊架间距离为600 mm,机架的结构形式为龙门式。机架的材质为ZG35(或Q235钢板焊接),加工前去应力退火处理。机架窗口宽为160 mm,窗口处有效厚度为78 mm,机架外宽为280 mm,机架与底座用M24螺栓固定。水平轴固定端轴承采用22215。轴承之间加8 mm厚垫,水平轴活动端轴承采用NU2215E。轴承之间加15 mm厚垫。机架的加工精度等级为7级,厚度尺寸用平面磨床保证精度为0~-0.04 mm,保证内槽公差为0~+0.05 mm,垂直度公差≤±0.04 mm。机架所有定位孔的加工采用钻模加工,保证全部具有互换性。各成型机架轴承座滑块尺寸相同,在所有机架之间完全互换。机架上辊轴可通过调节丝杠上下调整,下辊轴高度靠垫块调节保证。成型水平机架采用下轴主动、上轴被动。上下水平辊轴均预留同步齿轮位置。水平辊轴与传动箱之间的连接为“解放141”万向传动轴连接,成型机架水平辊轴直径90 mm,材质为40Cr,热处理为整体调质处理220~250HBW,表面高频淬火为52~55HRC。为适应Σ立柱生产的特殊性,该机组的后四架采用快换式结构及斜侧辊成型。冷弯成型如图3所示。
根据常规孔型,该冲孔模具一次冲出Σ立柱6个孔,伺服送料机一次送料冲所有孔,减少送料时间,提高效率,并确保孔位置尺寸精度的准确性。冲孔模具采用专用快速冲模,具有回程快,更换冲头方便等优点,大大缩短了换模时间,提高了效率。该模具的凸模(冲头)及凹模均采用SKD11材质。

图3 冷弯成型图
3.9 在线随动切断设备
切断设备的作用是将成型制件定尺切断,整个工作过程不需要整线停止,随动切断。由插销定位控制切断,速度快,效率高,定尺准确。切断设备由床身、直线导轨,行走小车、剪切机架、定位系统以及切断模具等组成。切刀模式采用双刃落料剪切。
4 应用分析
4.1 产能分析
Σ立柱产品长度不一,有1.95 m、2.45 m、2.7 m、2.9 m、3.3 m不等,相对来说长度尺寸变化不算很大,因此,如果采用在线完成冲孔切断,机组运行速度必然受到限制,经前期调研,其运行速度约为10 m/min,按照长度为3.3 m的成品估算,每分钟生产3支成品,每班4个人生产产能为3×60×10=1800支。而目前生产同样数量的产品,需要成型初切断6人,二次切割6人,冲孔6人,共投入18人。因此,虽然产能上没有提高,但物料消耗减少,用工情况节省很多,制造成本得到有效控制。
4.2 生产线优点
该生产线定尺精度高,是一条端面切断齐整的Σ产品专线。其优点为:
(1)冲孔位置采用伺服电机控制。伺服电机采取递送冲孔。冲孔机按要求变步距送料,满足冲孔要求。在范围内可自由设定送料速度,可输入多组不同的送料长度。送料精度为±0.2 mm/步。
(2)切断方式采取在线切断。为了保证切断质量,在冲孔机安装预冲装置,将型材弯角处预先冲出切口,以防止后切断时产生拉伸变形,同时也为后切断起定位作用。
(3)该液压系统是专门为冲孔机开发的,液压机采用泵、蓄能器控制方式,采用专用液压控制模块,具有冲裁速度快,噪音小等特点,并且配有冷却器散热,以满足连续生产的需要。
[1] 王先进. 冷弯型钢生产及应用[M] 北京:冶金工业出版社,1995.
[2] 林时宪. 国外冷弯型钢[M]. 北京:冶金工业出版社,1984.
编辑 陈秀娟
关于启用腾云期刊协同采编系统的通知
各位作者:
为了进一步加强期刊信息化管理,提高稿件处理效率,方便广大作者在线投稿与查询,自2016年1月已启用“CNKI腾云期刊协同采编系统”。请广大作者登录《中国重型装备》杂志网站http://zxjk.cbpt.cnki.net进行投稿。流程:进入网站→点击左侧“作者投稿系统”→登录个人帐户(首次投稿需注册)→点击“导航式投稿”或“一步式投稿”,按照设定的流程即可完成投稿。该系统实现了作者投稿、专家审稿、编辑编稿、稿件管理等编辑流程全网络化协同办公。
《中国重型装备》杂志主要报道:冶炼、轧制、锻压、矿山、起重运输设备及配套的电气、液压传动控制技术、环保除尘、计算机技术、基础件、标准件、机械加工等的发展方向、最新研究成果、新技术及新设备的应用等。
如各位作者在投稿过程中遇到技术问题而导致投稿失败,请及时联系本刊编辑部,本刊将及时予以处理。
联系人:杜青泉,龙礼建
电 话:0838-2340101,2342462
《中国重型装备》编辑部
Design and Application of Σ Vertical Column Production Line
Zhang Xinli, Zhu Zhihui
The first Σ vertical column professional production line in domestic has been established, its higher size precision and trim fracture section cutting improved the production costs even though existing practice risk.
Σ vertical column; production line; servo motor; delivery of punching
2017—02—21
张新利(1975—), 男,本科,机械工程师。
TG315.5+4
B