420J2热轧不锈钢白皮卷生产实践
2017-09-07李锋
李 锋
(山东泰山钢铁集团有限公司,山东271100)
420J2热轧不锈钢白皮卷生产实践
李 锋
(山东泰山钢铁集团有限公司,山东271100)
介绍了泰钢不锈钢轧钢厂采用“‘炉卷+连轧’+全氢罩式退火+酸洗”工艺生产420J2马氏体不锈钢白皮卷的工艺过程,及各生产工序的工艺控制,并对各关键控制点提出了相应的质量保证措施,所生产的产品质量性能指标达到要求。
420J2不锈钢;炉卷+连轧;全氢罩式退火;酸洗
420J2(30Cr13)是马氏体型不锈钢,一般在淬火回火处理后使用,有较高的强度、硬度和淬透性,在退火状态下具有较好的切削加工性能。主要用于制造要求耐腐蚀、高强度、耐磨的零件及量具、医疗器具、刃具、构件等。为了优化产品结构,拓展市场,泰钢不锈钢轧钢厂结合设备现状,采用“‘炉卷+连轧’+全氢罩式退火+酸洗”工艺生产420J2马氏体不锈钢白皮卷,通过对热轧、全氢罩式退火及酸洗生产工序的不断优化改进,保证了生产工艺顺行,关键质量控制点有效,所生产的产品质量性能指标符合标准要求。
1 生产工艺
420J2不锈钢白皮卷生产工艺流程为:
加热炉→四辊粗轧→炉卷轧机→F1-F3→层流冷却→卷取机→罩式退火→开卷→矫直→焊接→连续退火炉(空过)→破鳞→抛丸→酸洗→平整→检验→卷取→打包。
其中“炉卷+连轧”这种工艺方式的工业化生产在国内尚属首次,年产量180万t,能够生产200系、300系、400系所有不锈钢品种。不锈钢全氢罩式退火工艺技术先进,一期年产量6万t。酸洗系统为国内自主研发制造的连续退火酸洗线,年产60万t不锈钢白皮卷。
2 黑皮卷轧制
2.1 板坯加热
为了确保入炉板坯的表面质量及尺寸,由于马氏体不锈钢的导热性能较差,有较大的组织应力和热应力,因此板坯需要热装炉,入炉温度为150℃以上,入炉前应严格检查板坯表面质量,严禁有缺陷的板坯入炉。加热过程中,均热段温度为1210℃±20℃,出炉温度为1180℃±10℃,驻炉时间为220~260 min,加热炉炉内两侧、上下温差控制在20℃以内,炉内气氛按弱氧化性控制。420J2不锈钢板坯厚度为200 mm,轧制产品规格为3.5 mm×1240 mm,化学成分见表1。

表1 420J2板坯化学成分(质量分数,%)
2.2 粗轧控制
粗轧机为四辊可逆式,采用7道次轧制,中间坯厚度按26 mm控制,板坯除鳞箱投两组除一道,机架除鳞第一道次投用,除鳞水压力≥23.5 MPa。由于马氏体钢轧制时变形抗力较大,所以第一道次不宜采用大压下量轧制,第一道次压下率<19%。
2.3 精轧控制
为防止钢带表面温度降低过快或温度不均匀,精轧除鳞箱不投用,严格控制辊道冷却水和轧辊冷却水水量,避免冷却水飞溅到钢带表面。炉卷轧机采用三道次轧制,然后依次经过F1-F3连轧机,卷取炉温度1110℃±10℃,精轧开轧温度≥1050℃,精轧终轧温度>900℃,以保证钢带轧制变形抗力不增加,并且有较好的高温塑性,各道次压下率如表2所示。
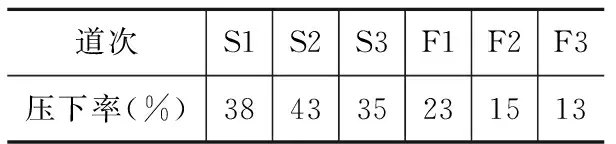
表2 精轧过程各道次压下率
2.4 卷取及冷却
马氏体不锈钢对热应力很敏感,热轧后在钢带表面易形成小裂纹,因此应根据钢种、规格及用途确定其冷却速度。对于420J2要求轧后在850℃以上进缓冷,所以卷取前的层流冷却不投用,侧喷不投用,卷取温度>850℃。热轧钢卷下线打捆后直接吊至堆冷区集中存放缓冷,冬季存放时,在其四周用其它钢种的热钢卷包围,以防止温降过大。
3 全氢罩式退火
罩式退火处理主要目的:
(1)使热轧钢带中残余奥氏体和马氏体通过在一定温度下长时间保温转变为铁素体和碳化物。
(2)使碳化物的溶解并重新析出。
(3)使热轧后组织再结晶,改善材料的力学性能。
将420J2热轧钢带缓冷至室温或冷却到230~260℃时热装入罩式炉,装炉后先全速加热到440~450℃,炉温达到450℃后,以<50℃/h的速度均匀加热到850℃±5℃,并保温17 h。随后开始冷却,要求带盖加热罩冷却时间≥12 h,冷却到600℃时换冷却罩,强制冷却,当温度达到150℃后,出炉自然冷却,420J2不锈钢全氢罩式退火工艺曲线如图1所示。
4 连续酸洗
酸洗的目的主要是去除钢带表面的氧化皮,并产生钝化效果,以提高不锈钢的外观和耐蚀性。420J2马氏体钢带的头尾焊接用800~1600 mm MIG氩弧焊机来完成,焊接完成后的钢带采用“中除鳞+轻酸洗”的方法进行表面处理,中除鳞可使钢带表面氧化皮疏松良好,清除均匀;轻酸洗可防止出现色差、过酸洗、表面粗糙等缺陷而造成的重洗及降级品的出现。
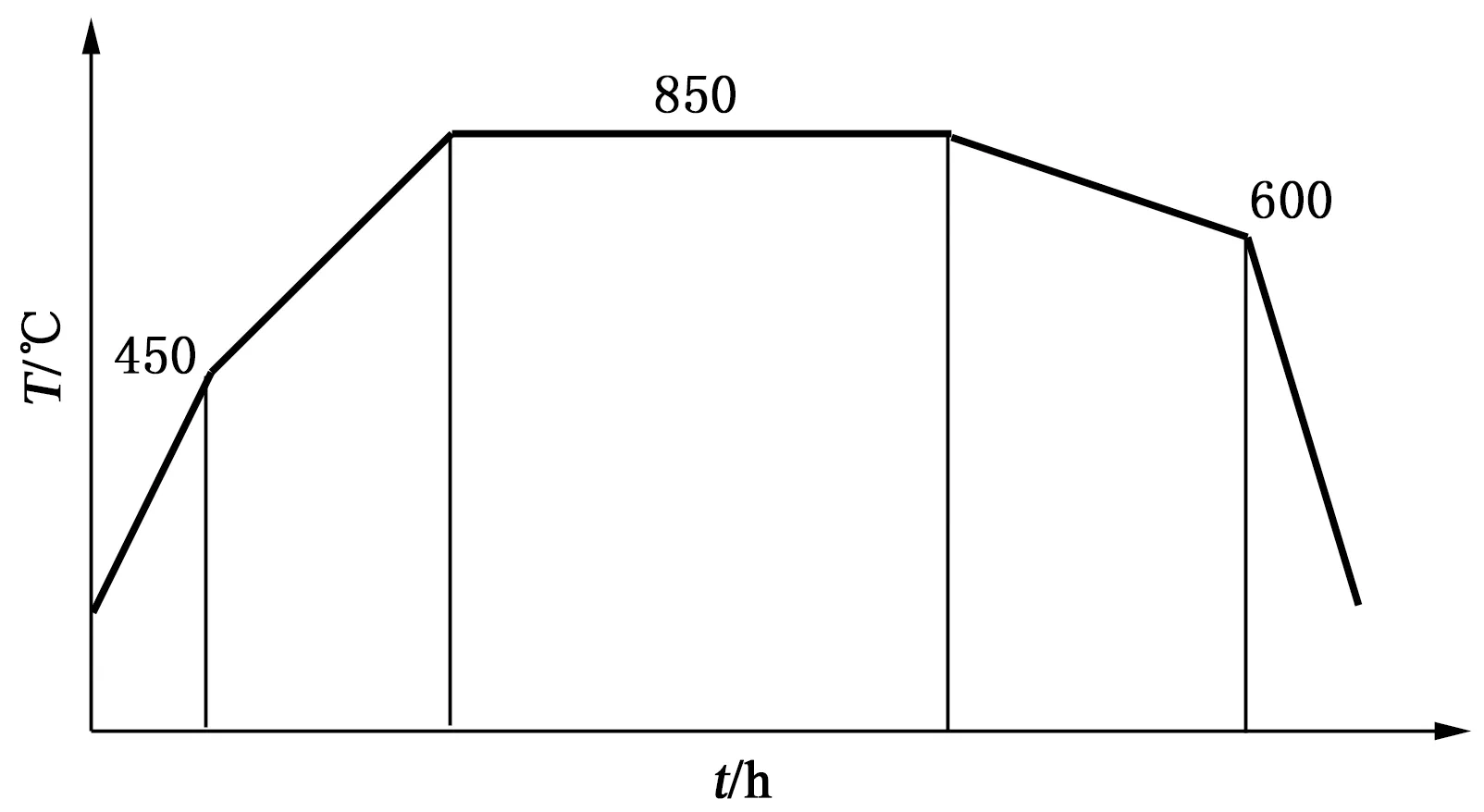
图1 420J2不锈钢全氢罩式退火工艺曲线
4.1 破鳞及抛丸除鳞
破鳞机和抛丸机的除鳞程度对于整个酸洗过程的控制影响巨大。如果破鳞机和抛丸机的除鳞程度达不到要求,很难通过一次酸洗生产出合格的产品。为保证除鳞效果,应根据钢带厚度适当调整压下量及生产张力,要求破鳞机弯曲辊压下量≤75 mm,矫直辊压下量≤80 mm,出口张力>400 kN,确保钢带延伸率>1.2%。抛丸机采用钢丸与钢砂混合磨料,粒径为0.3~0.5 mm,比例约为3∶7,生产过程中,抛丸机一般开两个单元,即16个抛头,抛头电流大,对除鳞效果有利,但如果抛头电流过大会造成钢带表面粗糙度增加,因此,抛头电流控制在120 A±10 A为宜。
4.2 酸洗过程控制
酸洗采用浅槽紊流式硫酸+混酸(硝酸+氢氟酸)酸洗工艺。影响酸洗过程的主要因素有酸的浓度、温度及酸液的金属离子浓度。同时,挤干辊、涮洗机组的投用也会对酸洗效果产生影响。酸洗段浓度及温度控制见表3。
为确保经过破鳞机及抛丸机后附着在钢带表面的氧化皮彻底清除,酸洗后钢带表面色泽均匀、无色差,刷洗机组的刷辊电流保持在30~50 A之间,转速>800 r/min,为防止出现刷辊印、划伤等缺陷,刷辊的电流不能过大。同时,应做好挤干辊的维护和清洁,以及各级刷洗水的更换工作,确保吹边压缩空气干燥,钢带烘干温度不低于110℃。
5 生产效果
5.1 钢带外观及力学性能

表3 酸洗段浓度及温度
退火酸洗后的420J2钢带表面呈银白色,无过酸洗、色差、划伤等缺陷。抽取三批生产的钢带进行检验,结果表明其力学性能良好,全部符合相关标准要求,退火酸洗后的钢带力学性能见表4。

表4 420J2退火后的钢带力学性能
5.2 金相组织
经退火酸洗后的420J2钢带金相组织均为铁素体+球状碳化物,带状组织基本消除,晶粒度均匀,碳化物小而弥散,金相组织如图2所示。钢带力学性能得到改善,有利于后期轧制或加工。
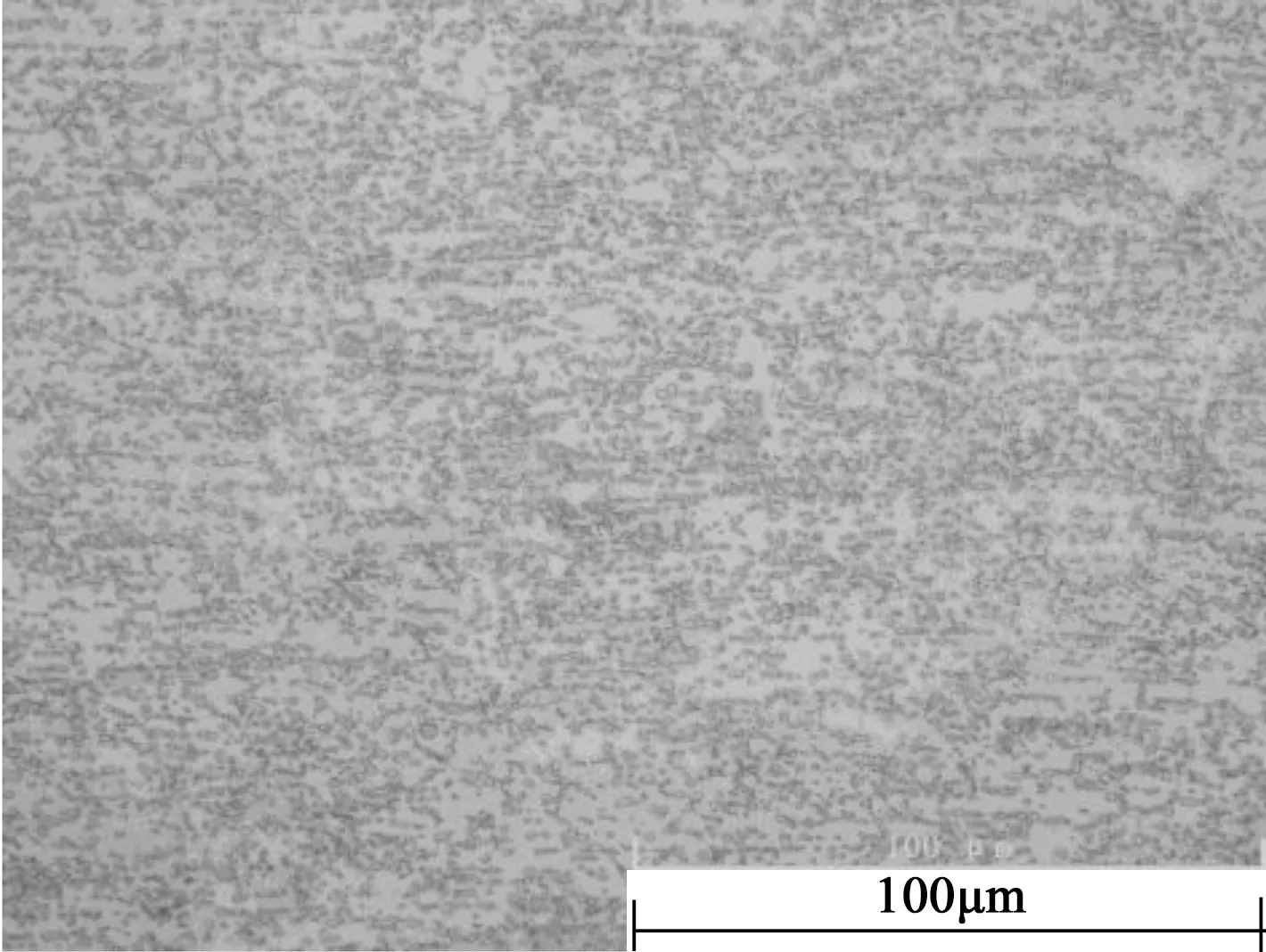
图2 420J2退火后金相组织
6 结论
采用“‘炉卷+连轧’+全氢罩式退火+酸洗”工艺生产的420J2马氏体不锈钢白皮卷表面质量良好,各项性能指标均满足标准要求,整个生产过程工艺参数设定合理,关键质量控制点有效,为公司产品结构优化及下一步新品种钢开发奠定了基础。
编辑 陈秀娟
Production Practice of 420J2 Hot Rolling Stainless Steel White Roll
Li Feng
420J2 martensite stainless steel white roll produced by the process of Steckel mill and continuous rolling+all-hydrogen bell type annealing+pickling has been introduced in the stainless steel rolling plant of Taishan Steel, meanwhile process control on various production procedures has been described to bring forward corresponding quality assurance measures in terms of critical control points, finally quality and property index of the products could conform to standard.
420J2 stainless steel; Steckel mill+continuous rolling; all-hydrogen bell type annealing; pickling
2017—03—15
李锋(1977—),男,工程师,从事不锈钢热轧、退火酸洗技术和产品质量管理。
TG335.5+6
B