宽厚板热矫直机支承辊旋转油封设计选型
2017-09-07吴庆君
赵 岽 吴庆君
(1.太原重工股份有限公司矫直机研究所,山西030024;2.淮南市石油化工机械设备公司技术部,安徽232033)
宽厚板热矫直机支承辊旋转油封设计选型
赵 岽1吴庆君2
(1.太原重工股份有限公司矫直机研究所,山西030024;2.淮南市石油化工机械设备公司技术部,安徽232033)
通过对宽厚板热矫直机支承辊旋转油封的技术要求进行分析,对油封的类型确定、材料选择、安装部位设计、摩擦力矩、使用寿命、安装维护等方面进行了技术方案分析,得出热矫直机支承辊旋转油封正确选型,安装后,可延长油封的使用寿命,提高设备使用效率。
热矫直机;支承辊;旋转油封
宽厚板热矫直机的支承辊是设备的核心部件,其轴承采用油气润滑,工作环境温度高,转速高,承受矫直力大,在矫直过程中会产生氧化皮。在生产实践中,支承辊轴承因润滑故障损坏和漏油污染板面的事例很多,国内各钢铁厂因此而造成的经济损失很大,故对此油封进行设计选型、安装维护时需引起足够的重视。
1 热矫直机支承辊旋转油封的技术要求
宽厚板热矫直机工作时,支承辊做高速旋转,其轴承采用油气润滑,在轴承座与回转辊子间必需留有机械间隙,为避免因漏油而引起的轴承润滑故障和漏油污染板面,需设计旋转油封,防止润滑油从机械间隙处泄漏。
支承辊旋转油封应满足以下技术要求:
(1)环境温度高,转速高。现代宽厚板热矫直机需矫直钢板温度高达450~900℃,由于钢板热辐射作用,在正常工作条件下,支承辊旋转油封轴承座外部温度为250~300℃,并且支承辊油封唇口处的辊子最大旋转速度达到1.2 m/s。
(2)适用于油气润滑的密封要求。宽厚板热矫直机支承辊轴承采用的是油气润滑方式,润滑介质是压缩空气连续作用带动的极压齿轮油,由于在轴承座内设计有油气回路,故油封润滑介质一侧的压力按最高0.03 MPa考虑。
(3)适用于有尘场合的密封要求。在生产中,有时热矫直机使用大量的外冷却液,此液体中含有矫直时产生的微小金属颗粒、酸性物质及其它杂质,一旦因密封不良进入轴承座,会直接引起磨粒磨损,导致轴承早期疲劳而失效;另外,矫直过程中会伴有板面氧化铁皮的脱落,如果吹扫清理时存留在辊隙中的轻薄氧化皮进入轴承座,也会导致轴承的磨损。
(4)拆装、维护方便。热矫直机支承辊旋转油封属易损件,要求能快速更换,以减轻工作人员劳动强度,降低设备的维护及使用成本。
由此可见,热矫直机支承辊旋转油封的工作环境温度高,旋转速度大,工作环境中有冷却液及铁屑等杂物,易进入轴承内部,辊子维护更换较为频繁。因此支承辊油封应具有结构简单,拆装及维护方便的特点,同时油封的选型不应特殊,这样易于备件采购,缩短订货周期。
2 热矫直机支承辊油封的选择
为了充分发挥油封的功能,必须根据油封的使用条件选择合适的类型、材料与规格。
2.1 油封类型的选择
结合热矫直机支承辊装配结构特点,其油封类型需满足以下使用条件:
(1)油封采用固定安装方式,支承辊轴肩做回转动作;
(2)油封与轴之间相对运动为表面滑动;
(3)油封由轴肩端进行安装;
(4)油封安装腔体为热膨胀较大的金属材料,腔体不开沟槽;
(5)支承辊轴肩直径为∅170 mm,转速为134.8 r/min;
(6)需密封的介质为采用油气润滑方式的润滑油,油量为2 ml/h;
(7)润滑介质一侧的压力最高为0.03 MPa;
(8)适用于有尘场合。
综上所述,油封类型可选择为DIN3760标准AS型,如图1所示。适应于轴做回转动作,一方为有油密封介质,另一方为有尘场合的密封使用。
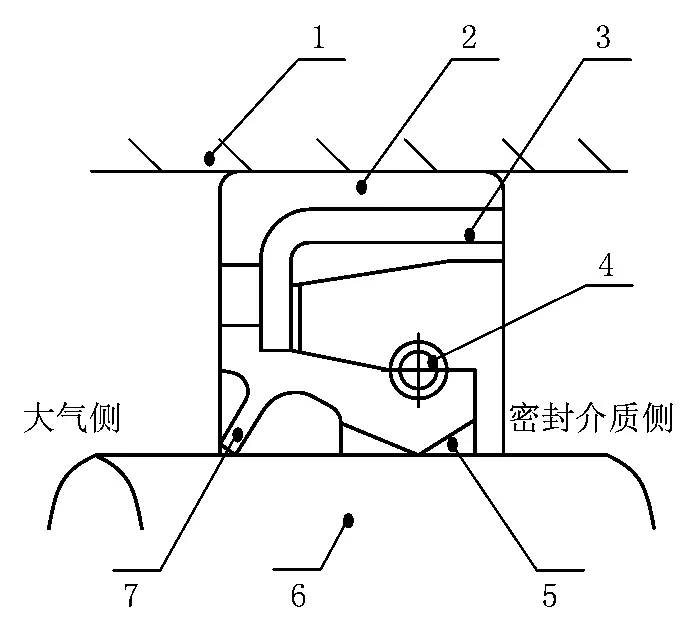
1—安装腔体 2—外周橡胶 3—金属骨架 4—弹簧 5—密封唇部 6—回转轴 7—防尘唇部
2.2 热矫直机支承辊油封唇口材料的选择
油封唇口材料受密封介质种类、唇端温度、回转速度等因素的影响,为了选择合适的油封密封唇口材料,应推测唇口端部的温度。
油封唇口端部温度值T0为:

(1)
式中,T1为油封附近的密封介质最高常用温度,取140℃,约占全部运转时间的30%;T2为油封唇口部位温升,根据支承辊轴肩直径与转速查得T2为6℃。
密封介质最高温度时间大约占全部运转时间的30%,唇端温度值大约需增加20℃,因此取T0=166℃。唇口材料可选定为氟橡胶(FKM)F585(茶色),硬度为75HS,适用温度范围为-15~+200℃,具有良好的耐油性和耐化学药品性,在油封用橡胶中它是性能平衡的最优良品种。
2.3 油封的弹簧及金属骨架
弹簧的作用是提高密封唇在轴上的压紧力,其微小的伸长就可以得到必要的负荷,在一定伸长限度下,弹簧负荷没有太大变化。弹簧可选用标准材料JISG3521SW(高碳钢丝)、JISG3522SWP(琴钢丝)。
金属骨架的作用是在油封与腔体孔间产生配合力,保证密封唇在正确的位置上。可选用标准材料JISG3141SPCC(冷轧钢板及带钢)、JISG3131SPHC(热轧钢板及带钢)。
2.4 油封规格的选择
热矫直机支承辊装配结构如图2所示,选用DIN3760-AS170 200 15型油封。
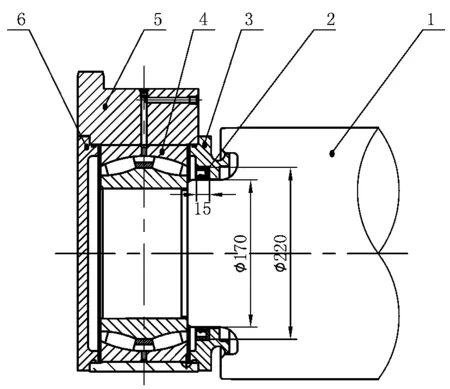
1—支承辊 2—旋转油封 3—透盖 4—轴承 5—轴承座 6—闷盖
3 热矫直机支承辊油封安装部位的设计
油封安装部位的设计分为支承辊轴肩与透盖腔体两部分。
3.1 支承辊轴肩的设计
支承辊轴肩的设计需注意以下几方面:
(1)轴肩端部应倒角。当油封装入辊子轴肩时,如果密封唇口与轴端旋合处存在锐角,会使唇口翘起,会造成弹簧有脱开的可能,也会损伤唇口而产生泄漏,因此必须在轴肩端部设计5×30°倒角。
(2)控制轴肩的表面硬度与尺寸公差。轴肩部分的表面硬度必须在30HRC以上,这样在加工时容易得到较高的表面光洁度,搬运及装配时轴的表面不会碰伤,运行中密封唇部也不易对轴造成磨损,避免因此产生密封泄漏。根据支承辊使用要求,选择轴肩直径尺寸为∅170 mm,公差为h11,表面渗氮处理,硬度为56~60HRC。
(3)轴肩表面光洁度与加工工艺。由于轴转速与润滑油量不同,轴的光洁度过大或过小都会影响到油封的泄露与磨损。另外,轴的加工纹路也有方向性,轴旋转时交叉和倾斜的纹路会产生螺旋泵作用,将润滑油向大气侧挤出,成为泄露的原因。根据支承辊使用要求,选择轴肩光洁度为Ra0.8 μm,采用无进给精磨削,这样加工痕迹不连续,但垂直于轴心线,最适合与油封唇口的接触。
3.2 透盖腔体的设计
在内压小于0.03 MPa时,透盖腔体的形状设计,只需对油封的轴向移动作一侧定位。其主要尺寸为安装孔直径、安装面宽度与光洁度、定位孔直径与光洁度以及控制安装偏心与轴偏心的偏心度,并在腔体一侧上钻有4个小孔,以便油封的拆卸,安装时,透盖内孔与外圆定位止口,也具有将腔体与轴进行导向的作用。透盖腔体结构尺寸如图3所示。
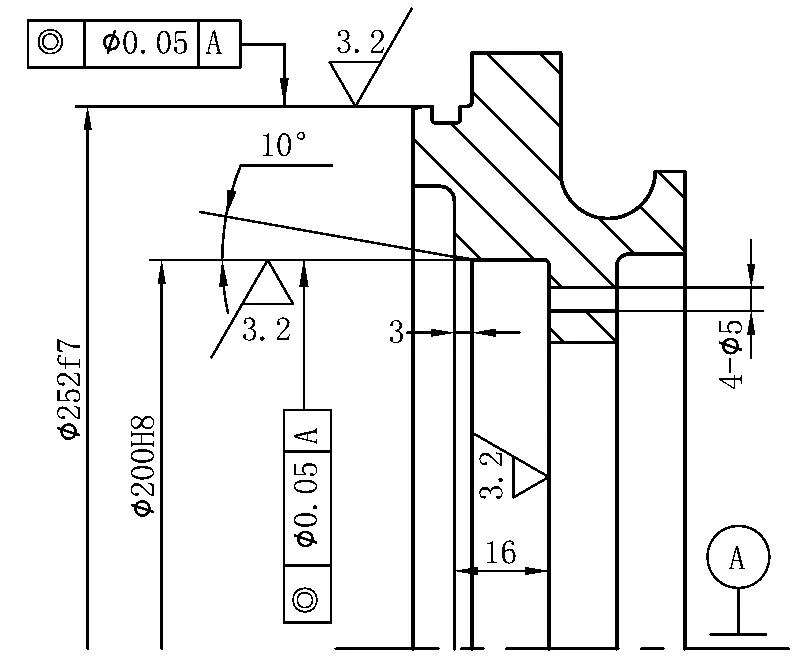
图3 透盖腔体结构
4 热矫直机支承辊油封的摩擦力距与摩擦功率
由于热矫直机支承辊数量较多,每个支承辊均配备两个油封,如一台4300 mm十一辊热矫直机有60个支承辊,120个油封,因此通过估算单个油封产生的摩擦力矩M与摩擦功率P,进而可以得出全部油封造成的传动功率增加。
油封的摩擦力矩取决于摩擦面的表面质量、润滑条件、弹簧力的作用。单个油封的摩擦力为:
式中,d0为轴肩直径,取d0=17 cm;F0为轴肩油封唇口圆周单位长度的摩擦力,取F0=0.3 N/cm。
单个油封的摩擦功率P为:
式中,n为轴的转速,n=134.8 r/min。
由上计算可以得出120个油封,矫直机传动功率将会增加2.3 kW。
5 支承辊油封的使用寿命
影响热矫直机支承辊油封使用寿命的主要因素是唇口材料老化与唇口磨损。
由于热矫直机长期在高温下使用,会使唇口材料老化加速,造成唇口滑动部位硬化、龟裂,使唇口过盈量降低而失去密封能力。
唇口的磨损与润滑油量有关。润滑油量不足,油中有异物,外部灰尘的侵入等均会促使唇口磨损加速。由于热矫直机采用油气润滑,压缩空气以精细油滴的方式导入润滑点,润滑油耗量小,但同时也造成油封唇口因润滑油量不足而加快磨损。因此在设定油气润滑给油量时,不仅要计算轴承的润滑油量,还要计算油封唇口的润滑油量。
热矫直机支承辊油封的设计寿命目标值约为4000 h。
6 支承辊油封的安装使用
热矫直机在使用过程中,要完全发挥出油封的预定功能,不仅需要正确的设计选型,而且必需采取正确的安装方法。
(1)组装前的准备工作。油封唇口端部不得有划擦,并在两个唇口间填充矿物油型锂基润滑脂,对唇口部位进行润滑。用金刚砂纸将轴肩与透盖腔体表面倒角,除毛刺并涂敷薄层锂基润滑脂,检查油封外圆及唇口接触的表面是否有缺陷及锈蚀点,不得附有防锈油或沙尘等异物,否则可使用压缩空气吹扫。
(2)透盖腔体组装。安装时,油封应水平放置,不能倾斜,密封唇口应朝向密封介质一侧,防止推压油封的力与油封外圆配合部分的摩擦力相互作用使油封变形。在组装油封时,必须使压力的作用点靠近油封外圆配合处。当用锤击安装时,应使用垫板,在油封配合处的全周均匀敲打垫板;使用压力机压装时,应使用设计合理的夹具,使油封配合处全周均匀受力,标准压入力约为10 kN。
(3)插入轴肩。将已装入透盖腔体孔内的油封插入轴肩时,应使油封中心与轴肩中心保持同心,防止唇口部分翘起或唇口部分因受力而损伤。
(4)油封的更换与清洗。油封更换时一定要更换新的油封,拆卸过程中不得损伤腔体与轴的表面,为防止唇口材料溶胀,降低其性能,应避免使用洗涤液与汽油清洗。
7 支承辊油封泄漏的原因
结合生产实践过程中所发生的问题,造成油封泄漏失效的主要原因有以下几方面:
(1)润滑油量不足,造成唇口在干燥状态下滑动,产生异常磨损。可加大润滑油量的供给,特别是在辊系运转前,先启动油气润滑系统运行一段时间,待润滑油达到指定量再运转辊系。
(2)在矫直过程中,辊隙中存留的轻薄氧化皮在吹扫清理时容易附着在唇口处,造成卡咬唇口,使端部磨损加大,局部有异物卡咬痕迹。
(3)油气润滑回路不畅通,使油封的使用压力超过设计值,造成唇口端部凹形磨损。
(4)环境温度过高,使油封附近的密封介质温度超过了唇口橡胶的耐热极限,造成唇口滑动部位光滑、硬化,甚至发生龟裂。
(5)如果腔体内径尺寸比指定尺寸小,勉强将油封压入,易造成油封配合部橡胶的轴向损伤或挤坏。
(6)如果腔体内径尺寸比指定尺寸大,在油封配合部易有切屑、异物附着,造成腔体孔与油封配合部橡胶的损伤。
(7)如果轴肩、腔体加工的倒角不良、表面光洁度过低或者安装错误易造成油封变形、安装倾斜、弹簧脱落、唇口部分翻转。
8 结论
通过以上方式,对热矫直机支承辊旋转油封进行设计选型及正确安装后,在实际应用中,油封的使用寿命显著延长,更有利于油封的维护与更换,明显提高了设备的使用效率。
编辑 陈秀娟
Design and Model Selection of Rotary Oil Seal for Wide and Heavy Size Plate Hot Straightener Back Up Roll
Zhao Dong, Wu Qingjun
Technical requirements of rotary oil seal for wide and heavy size plate hot straightener back up roll have been analyzed, further technical schemes analyses have also been conducted in terms of type determination, material selection, mounting position design, friction torque, serve life and installation and maintenance as well as other aspects of the oil seal, lastly the correct model selection of the oil seal for hot straightener back up roll has been worked out to extend serve life and improve working efficiency after mounting the oil seal on the device.
hot straightener; back up roll; rotary oil seal
2017—01—03
TG333.2+3
B