工艺参数对TIG-MIG复合电弧焊接过程的影响
2017-09-03毕学松马瑞芳
毕学松 马瑞芳 孙 潇
(唐山开元焊接自动化技术研究所有限公司, 河北 唐山 063000)
工艺参数对TIG-MIG复合电弧焊接过程的影响
毕学松 马瑞芳 孙 潇
(唐山开元焊接自动化技术研究所有限公司, 河北 唐山 063000)
搭建TIG-MIG复合焊试验平台,分别改变焊接电流、焊枪夹角及电弧间距等参数进行系列焊接试验,研究了该复合焊工艺特点。结果表明,TIG-MIG复合焊能够实现纯氩气保护下的稳定焊接,并且TIG弧的电流需要大于MIG弧电流;焊枪夹角对焊接过程和焊缝成形影响不明显;电弧间距影响焊缝成形特点,试验确定间距约为5 mm时焊接效果最佳。
TIG-MIG复合焊 电弧 焊接电流 焊缝成形
0 序 言
提高焊接效率和焊缝质量一直是焊接领域研究的重点方向之一。复合热源焊接技术是实现高效和高质焊接有效途径之一,近年来相关研究较多,如激光-电弧复合焊,等离子-MIG复合焊,TIG-MIG复合焊等[1-2]。其中TIG-MIG复合电弧焊技术能够克服传统TIG和MIG焊接的局限性,表现出焊缝质量高和焊接效率高的特点,具有广阔的应用前景。
针对多种工程应用场合,已出现了多种TIG电弧和MIG电弧复合焊接方法。王军等人[3]提出TIG-MIG间接电弧技术,在降低了母材热输入同时提高了焊接效率。石玗等人[4-5]将TIG电弧旁路耦合在MIG电弧一侧或两侧,旁路TIG电弧的分流作用使MIG电弧压力和母材热输入显著降低,提高焊接速度。哈尔滨工业大学通过基于PID闭环控制实现TIG-MIG电弧复合,能够有效降低焊接飞溅,改善焊缝成形,实现了高效化和优质化的焊接[6]。近年来,国内外学者直接将TIG电弧和MIG电弧复合在一起进行试验研究,发现由于电弧间的相互作用,两电弧指向发生偏转,电弧压力减小,可显著提高焊接速度,改善焊缝质量[7-8]。
文中将TIG电弧与MIG电弧直接复合进行焊接,认识两电弧之间的相对位置及电流匹配关系对TIG-MIG复合焊接过程的影响。
1 试验方法与试验平台
TIG-MIG复合电弧焊接装置主要由钨极氩弧焊枪、熔化极氩弧焊枪、焊接电源、工作台及工件组成,如图1所示。其中TIG电源为恒流电源,型号为松下YC-500WXP,直流正接, MIG为恒压电源,型号为松下YD-500GL3,直流反接。采用6 mm厚的SUS304奥氏体不锈钢作为焊接工件,焊丝为φ1.2 mm的ER308LSi焊丝,保护气体为纯氩气。焊接时TIG电弧在前,MIG电弧在后,首先启动TIG电弧,在表面形成熔池后再启动MIG电弧进行焊接。

图1 试验装置原理图
改变TIG和MIG焊枪的几何位置进行试验,观察焊缝表面成形以及熔深、熔宽和余高的变化特点,观察焊接电弧特征。其中θM和θT分别为MIG焊枪和TIG焊枪与竖直方向的夹角;d为钨极尖端到焊丝的水平距离;L为钨极弧长;e为MIG的焊丝伸出长度。表1列出了试验过程中的主要预置参数。
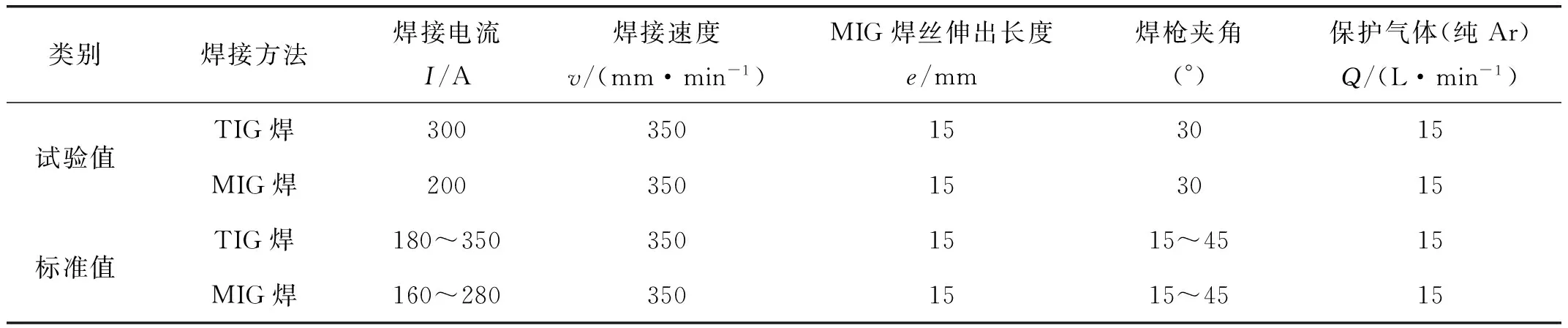
表1 TIG-MIG试验参数表
2 试验结果与分析
2.1 TIG-MIG复合电弧焊接不锈钢
图2为分别采用纯氩气保护的MIG焊和TIG-MIG复合电弧焊的典型焊缝照片。采用纯氩气保护时,MIG电弧在母材一侧阴极斑点不稳定,引起电弧漂移和弧长不规则变动,导致焊接过程不稳定,产生大量飞溅,焊接不能连续进行。此时所得焊缝焊趾不齐,四周斑点清理范围较大且不均匀,成形较差,不能满足实际工程要求,如图2a所示。因此实际工程中,焊接不锈钢一般需要采用含有1%~5%O2或CO2的富氩气体作为保护气体,通过熔池表面形成氧化物稳定阴极斑点,实现稳定焊接。然而由于焊缝金属中加入氧元素,焊缝性能受到影响,如冲击韧性下降等[9-10]。
采用纯氩气保护的TIG-MIG复合电弧焊接时,阴极斑点漂移现象消除,焊接过程稳定,无飞溅产生。获得焊缝焊趾整齐,四周没有出现阴极清理作用产生的痕迹,表面有光泽,焊缝成形美观,典型焊缝照片如图2b所示。
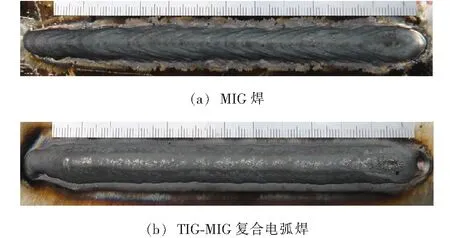
图2 焊缝表面照片
在复合焊过程中,TIG电弧一方面加热MIG的焊丝尖端,改变了传统MIG焊接的熔滴过渡形式,使单独MIG焊接时的短路过渡改变为滴状过渡,从而显著降低了焊接过程飞溅。另一方面,TIG电弧在工件表面形成液态熔池,表明高温液态金属的热电子发射能力明显提高,为后续的MIG电弧提供了稳定的导电通道,从而稳定了MIG电弧的阴极斑点。
2.2 电流匹配关系影响
在TIG-MIG复合电弧焊接过程中,TIG电弧和MIG电弧的电流匹配关系对焊接过程及焊缝成形具有重要影响。其他参数保持为表1中基本参数的情况下,仅改变TIG电流和MIG电流进行系列试验。试验发现,当TIG电流大于MIG电流时,MIG电弧斑点无漂移现象,复合焊接过程稳定,无飞溅产生,此时形成焊缝焊趾平齐,焊缝成形良好,典型焊缝照片如图3a所示。而当MIG电流大于TIG电流时,MIG电弧阴极斑点不稳定,出现不规则移动现象,焊接飞溅增加,形成的焊缝边缘不齐,焊趾呈锯齿状,典型照片如图3b所示。

图3 电流匹配关系对焊缝影响
电流匹配关系对TIG-MIG复合电弧焊具有明显影响,其原因与MIG电弧阴极斑点作用范围有关。当TIG弧电流较大时,母材上形成的高温液态熔池范围较大,而后面MIG电弧阴极斑点作用范围较小,由于高温金属热电子发射能力较强,使MIG弧阴极斑点被稳定在TIG弧形成的熔池表面,焊接过程稳定。而MIG电弧较大时,MIG电弧作用范围超出了TIG电弧在母材上形成熔池的范围,其阴极斑点在熔池边缘的固态金属上不规则移动,引起焊接飞溅增加,形成的焊缝焊趾不整齐。可见,TIG-MIG复合电弧焊接过程中,焊接过程稳定,焊缝成形良好的必要条件之一是TIG弧电流大于MIG弧电流。
2.3 焊枪夹角影响
在其他参数保持为表1中基本参数不变的情况下,仅改变焊枪夹角θM和θT进行系列试验,认识其对TIG-MIG复合焊接过程和焊缝成形的影响。
观察焊接过程的电弧,焊枪夹角在较大范围内变化时,复合电弧形态相似,焊接过程都比较稳定,基本无飞溅产生。三种典型焊枪夹角下获得的焊缝照片如图4所示,可以看出,各个焊缝表面均比较光滑,焊趾整齐,成形良好,焊缝截面形状和尺寸也都比较相似,熔深均为3 mm左右。以上试验结果表明,在TIG-MIG复合焊接过程中,焊枪夹角对复合电弧特征以及焊缝成形影响不明显。
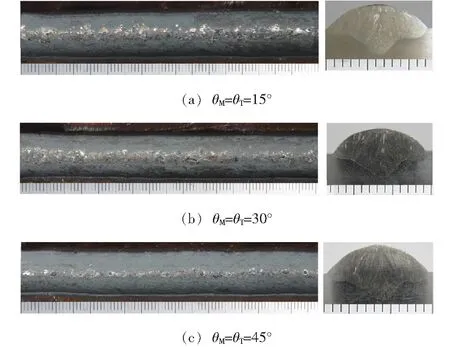
图4 焊枪夹角对焊缝成形的影响
焊缝成形与电弧形态及电弧力指向密切相关。在常规MIG焊接过程中,焊丝前倾角越大(即相当于θM越小),电弧力对熔池金属向后排出的作用越小,熔池底部液体金属层越厚,因此熔深减小,与熔宽增大,余高减小。而在TIG-MIG复合电弧焊接过程中,一方面TIG电弧为后续MIG电弧提供稳定的阴极斑点,MIG弧更加稳定不会发生明显移动。另一方面由于电弧间的相互作用,两电弧指向均发生偏转,因此焊枪夹角发生变化时,MIG电弧形态和电弧力指向均不能明显改变,因此不会引起复合焊电弧稳定性及焊缝成形的明显改变。
2.4 电弧间距影响
在其他参数保持为表1中基本参数不变的情况下,仅改变电弧间距d进行试验,观察焊道截面形状。
结果显示电弧间距d对焊缝成型有较为明显影响,如图5所示。

图5 焊枪间距对焊缝成型的影响
d较小时,复合焊焊缝余高较大,形成“凸”形状的窄焊缝,典型照片如图5a所示。对于焊缝形成“凸”形状的原因,与MIG熔滴向熔池过渡的角度相关。当距离较近时,两电弧排斥力影响增大,在排斥力的作用下,MIG熔滴的角度有最初的前倾角变小,甚至变为后退角,因此形成了“凸”形状的焊道。
而电弧距离过大时,MIG电弧和TIG电弧几乎完全分离,复合焊接过程不稳定,飞溅变大。可见,电弧间距d既不能太小也不能太大,通过试验确定,d约为5 mm时复合焊接过程稳定和焊缝成形良好,典型照片如图5b所示。
对于熔深,随着焊炬间距d增加焊缝深度也增大,其原因可能有两方面,一方面可能是距离较大时排斥力减小,熔滴过渡倾角减小,利于形成较大熔深。另一方面是焊炬间距增大后,TIG弧对MIG焊丝预热效果减小,并且对MIG电弧的干扰减弱,使得电弧力和熔滴冲击力变大,更利于大熔深。
3 结 论
(1)TIG-MIG复合焊能够在纯氩气保护的情况下实现不锈钢的稳定焊接,焊缝成形良好。
(2)TIG-MIG复合焊接过程稳定,焊缝成形良好时,需要TIG弧电流大于MIG弧电流。
(3)焊枪夹角在较大范围内变化时,TIG-MIG复合焊接过程稳定程度及焊缝成形都没有发生明显变化。
(4)TIG-MIG复合焊中,电弧间距d较小时,焊缝截面形状趋于“凸”形,d过大时复合焊过程不稳定,试验确定d约为5 mm时复合焊效果良好。
[1] 王旭友, 徐 良, 陈晓宇. 激光-熔化极电弧复合热源焊接特性[J]. 焊接, 2014(8): 9-12.
[2] 王长春, 杜 兵. 等离子-MIG/MAG复合热源焊接技术研究与应用[J]. 焊接, 2009(12): 62-64.
[3] 王 军, 冯吉才, 何 鹏, 等. TIG-MIG间接电弧焊接工艺[J]. 焊接学报, 2009, 30(2): 145-148.
[4] 石 玗, 薛 诚, 钟 浩, 等. 单旁路耦合电弧GMAW 高速焊接工艺[J]. 上海交通大学学报, 2010,44(S1): 50-53.
[5] 石 玗, 石铭霄, 薛 诚, 等. 双旁路耦合电弧MIG 焊工艺研究[J]. 电焊机, 2010,40(6): 30-33.
[6] 杨 涛, 张生虎, 高洪明, 等. TIG-MIG复合焊电弧特性机理分析[J]. 焊接学报, 2012, 33(7): 25-28.
[7] Shuhei, Tomoak, Toyoyuk, et al.Study for TIG-MIG hybrid welding process[J]. Weld World, 2014(58): 11-18.
[8] 娄小飞, 陈茂爱, 武传松, 等. 高速TIG-MIG复合焊焊缝驼峰及咬边消除机理[J]. 焊接学报, 2014, 35(8): 87-90.
[9] 中国机械工程学会焊接学会编. 焊接手册[M]. 北京: 机械工业出版社, 2008:434-463.
[10] 王爱民, 荆 文. ZG0Cr13Ni5Mo不锈钢不同比例保护气体焊接工艺研究[J]. 焊接, 2013(3): 55-57.
2017-02-07
TG444
毕学松,1983年出生,博士,工程师。主要从事焊接新技术与新工艺研发工作,已发表论文10余篇。