纳米Ag颗粒对Sn-58Bi无铅钎料组织及焊点可靠性的影响
2017-09-03宋兵兵刘海祥
朱 路 杨 莉 宋兵兵 刘海祥
(常熟理工学院 汽车工程学院,江苏 常熟 215500)
纳米Ag颗粒对Sn-58Bi无铅钎料组织及焊点可靠性的影响
朱 路 杨 莉 宋兵兵 刘海祥
(常熟理工学院 汽车工程学院,江苏 常熟 215500)
研究了纳米Ag颗粒对Sn-58Bi钎料焊点微观组织、界面金属间化合物、铺展性能以及力学性能的影响。结果表明:添加Ag颗粒可以细化焊点组织,复合钎料的组织随Ag颗粒含量的增加呈先细化后粗化的趋势;Ag颗粒的添加使界面金属间化合物的厚度增大,复合钎料的界面金属间化合物的厚度随Ag颗粒含量的增加而增加;Ag颗粒的添加可以改善钎料的铺展性能,复合钎料的铺展性能随Ag颗粒含量的增加呈先增大后减小的趋势;适量Ag颗粒的添加可以改善焊点的拉伸性能,随着Ag颗粒含量的增加复合钎料焊点的拉伸性能呈先上升后下降的趋势;Ag的最佳添加量0.5%(质量分数)。
无铅钎料 显微组织 界面金属间化合物 铺展性能 拉伸性能
0 序 言
Sn-58Bi系无铅钎料熔点(139 ℃)低于传统Sn-Pb钎料(183 ℃),低熔点使其在低温焊接材料和温度敏感热熔断器等无铅元器件的使用中具有很大的优势,所以Sn-58Bi系无铅钎料成功应用在通信的电子封装行业的波峰焊及回流焊工艺中[1]。
尽管Sn-Bi钎料拥有一系列的优点,但凝固时容易析出粗大的脆性富Bi相,且随着电子器件的体积和尺寸越来越小,对其可靠性的要求也日益提高,所以钎料的工艺性能和力学性能仍有待提高[2]。颗粒增强是改善钎料性能的有效途径之一,景延峰等人[3]发现在Sn-58Bi系钎料添加适量的Al2O3可以改善钎料的润湿性能,钎料的拉伸性能也得到一定程度的提高。陆凤娇等人[4]向Sn-58Bi钎料中添加硼酸铝,钎料组织得到细化,并抑制了粗大富Sn相的生成。黄明亮等人[5]发现向Sn-Bi-Ag钎料中添加适量的Cu可以降低其熔化温度,提高其剪切强度。Liu等人[6]在向Sn-Bi钎料中添加Y2O3时,发现适量Y2O3可以改善钎料的润湿性能和剪切性能。李群等人[7]向Sn-Bi系钎料中添加质量分数为0.3%Al,钎料组织得到细化,并减缓了接头界面IMC金属间化合物(Intermetallic compound)的生长。张宇鹏等人[8]在向Sn-58Bi中添加Sb发现,适量的Sb可以抑制粗大初晶相的形成,提高焊点的抗拉强度。董文兴等人[9]在向Sn-Bi钎料中添加微量稀土,钎料的组织细化,润湿性能和剪切强度都得到了提高。
文中通过向Sn-58Bi钎料添加纳米Ag颗粒,对复合钎料的微观组织及界面IMC进行观察与分析,对其拉伸性能进行测试与分析,为无铅钎料的改进提供技术支持。
1 试验材料及方法
1.1 试验材料
试验选用的钎料为Sn-58Bi焊膏,基板材料为紫铜片且尺寸为25 mm×25 mm×0.2 mm,纯度约99.99%。采用机械混合法在Sn-58Bi钎料中添加质量分数为0.5%,1.0%,2.0%和4.0%且纯度为99.99%的纳米Ag颗粒以制备复合钎料。
1.2 试验方法
采用F4N型回流焊机进行焊接,焊接峰值温度为200 ℃。采用GX51型Olympus光学显微镜观察焊点显微组织,并利用Image-Pro Plus 6.0软件计算IMC的平均厚度(IMC面积除以界面长度),并采集试样剖面图片导入AutoCAD对焊点的铺展高度进行测量,铺展系数K计算公式如式(1)所示:
(1)
式中,K为铺展系数;H为钎料在母材表面铺展后的高度的数值;D为与钎料体积相等的球体的直径数值。采用DK7740线切割机切割焊点拉伸试样,利用PTR1102型强度结合测试仪测试焊点力学性能。
2 试验结果及分析
2.1 焊点钎缝微观组织分析
图1为Sn-58Bi-xAg(x= 0,0.5,1.0,2.0,4.0)复合钎料焊点钎缝微观组织形貌。可见,Sn-58Bi的组织由粗大的富Bi相和富Sn相组成,纳米Ag颗粒的加入可以细化组织,随着Ag含量的增加,组织呈先细化后粗化的趋势。当添加Ag含量至质量分数为0.5%时,组织最为细小。这可能是由于添加适量的Ag颗粒后增加了钎料凝固过程中的形核质点从而细化晶粒,而添加过量的Ag颗粒会降低钎料的流动性从而使Sn-58Bi复合钎料的组织粗化。
2.2 界面IMC组织观察及分析
图2为Sn-58Bi-xAg(x=0,0.5,1.0,2.0,4.0)复合钎料的界面IMC层形貌,图3为Sn-58Bi-xAg(x=0,0.5,1.0,2.0,4.0)复合钎料的界面IMC层厚度。由图2a可知,Sn-58Bi在焊后钎料基体和铜基板之间形成了金属间化合物层Cu6Sn5和靠近Cu基板的Cu3Sn,且界面IMC的形貌为扇贝状;随着Ag颗粒的添加,界面IMC厚度不断增大,当Ag含量添加至质量分数为4.0%时IMC厚度达到最大值2.62 μm,这是由于Sn和Cu基板上的Cu原子会形成Cu6Sn5,而随着Ag含量的增加,Ag颗粒会和Cu基板上的Cu原子形成Ag3Sn,故界面IMC的厚度增大。

图1 Sn-58Bi-xAg钎料焊点钎缝微观组织

图2 Sn-58Bi-xAg钎料焊点界面IMC层形貌
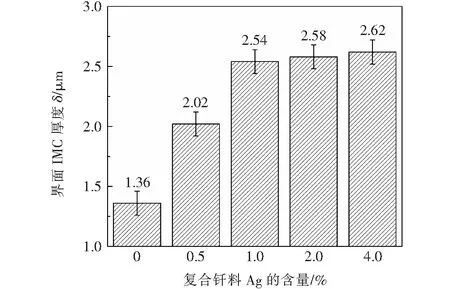
图3 Sn-58Bi-xAg钎料焊点界面IMC层厚度
2.3 铺展性能测试与分析
图4为Sn-58Bi-xAg(x=0,0.5,1.0,2.0,4.0)复合钎料Ag的含量和铺展系数的关系。可见,纳米Ag颗粒的加入能够提高钎料的铺展性能,随着Ag含量的增加,复合钎料的铺展系数呈先增大后减小的趋势,当添加Ag颗粒至质量分数为0.5%时,铺展系数达到最大值90.3%。这是因为适量Ag颗粒的加入能够降低液态钎料在铜基板上的表面张力,改善钎料在铜基板上的铺展性能,但由于液态钎料/Cu之间的界面能较大,过量的Ag颗粒会团聚在钎料/Cu界面处,继而增大液态钎料与铜基板的表面张力而阻碍钎料的铺展,恶化钎料在铜基板上的润湿性能。

图4 Sn-58Bi-xAg钎料Ag的含量与铺展系数的关系
2.4 焊点拉伸性能测试与分析
图5为Sn-58Bi-xAg(x=0,0.5,1.0,2.0,4.0)复合钎料焊点的抗拉强度。可见适量纳米Ag颗粒的加入能够改善焊点的拉伸性能。随着Ag含量的增加,复合钎料的抗拉强度呈先上升后下降的趋势,当Ag含量为质量分数为0.5%时,抗拉强度最大,为87 MPa,较之Sn-58Bi钎料的73 MPa增大了约19.2%。这是因为随着适量Ag颗粒的添加,一方面Ag颗粒主要分布在晶界上,部分分布在晶内起弥散强化的作用,同时对位错滑移或攀移起到“阻碍”作用,另一方面质量分数为0.5%的组织最为细小,而细小的组织有利于提高焊点的力学性能;而当添加Ag颗粒过量时,钎料的组织变得粗大,粗大的组织易造成应力集中,引起裂纹在拉伸过程中的萌生和扩展,使得抗拉强度降低。当Ag的含量添加至质量分数为4.0%时,复合钎料的抗拉强度(64 MPa)甚至低于原始Sn-58Bi钎料(73 MPa),这是由于Sn-58Bi-4Ag的界面IMC层厚度最大,而过厚的IMC会降低焊点的抗拉强度,使其力学性能恶化。
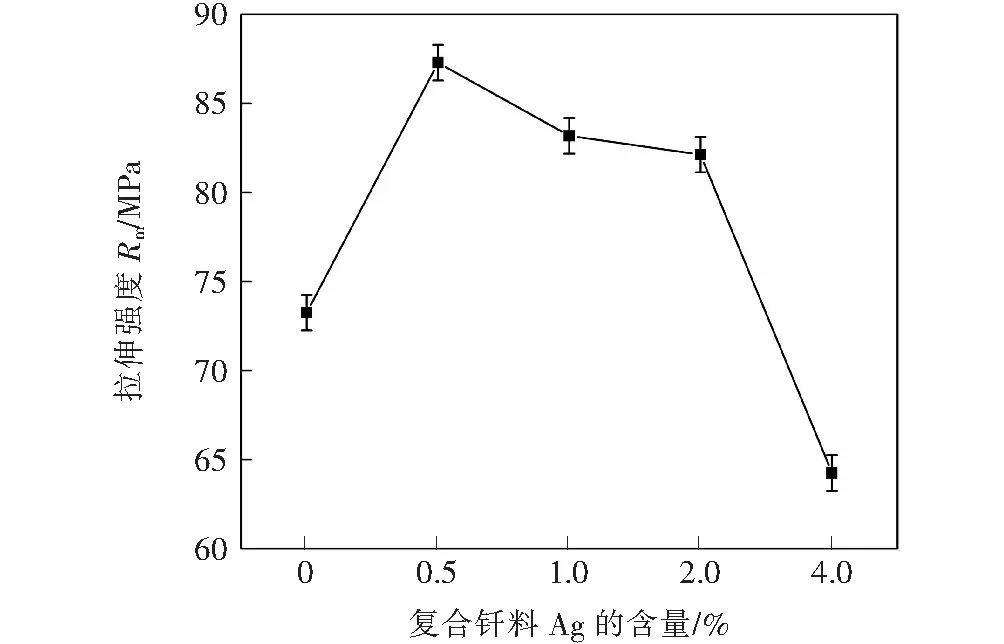
图5 Sn-58Bi-xAg钎料焊点抗拉强度
3 结 论
(1)纳米Ag颗粒的加入可以细化组织。随着Ag颗粒的添加,复合钎料焊点的显微组织呈先细化后粗化的趋势,Sn-58Bi-0.5Ag钎料的显微组织最为细小。
(2)纳米Ag颗粒的加入可以增大界面IMC的厚度,界面IMC层形貌呈不规则贝壳状,随着Ag颗粒含量的增加,厚度逐渐增长,Sn-58Bi-4Ag钎料的界面IMC层厚度最大(2.62 μm)。
(3)纳米Ag颗粒的加入可以改善钎料的铺展性能,随着Ag颗粒含量的增加,复合钎料的铺展系数呈先上升后下降的趋势,Sn-58Bi-0.5Ag钎料的铺展系数最大(90.3%),铺展性能最佳。
(4)适量纳米Ag颗粒的加入可以改善钎料的拉伸性能,随着Ag颗粒含量的增加,复合钎料的抗拉强度呈先上升后下降的趋势,Sn-58Bi-0.5Ag钎料焊点的抗拉强度最大(87 MPa)。
[1] 郑辉庭, 胡永俊, 肖小亭, 等. 剪切力对半固态Sn-Bi合金的组织演变与塑性的影响[J]. 中国有色金属学报,2015, 25(2): 465-471.
[2] Sigelko J D, Subramanian K N. Overview of lead-free solder[J]. Advanced Materials & Processes, 2000, 157(3): 47-48.
[3] 景延峰, 杨 莉, 葛进国, 等. Al2O3颗粒对Sn58Bi钎料组织及力学性能的影响[J]. 热加工工艺, 2015, 44(21): 195-200.
[4] 陆凤娇. Sn-58Bi复合钎料的制备及性能研究[D]. 哈尔滨: 哈尔滨工业大学硕士学位论文, 2011.
[5] Gain A K, Zhang L. Interfacial microstructure, wettability and material properties of nickel (Ni) nanoparticle doped tin-bismuth-silver (Sn-Bi-Ag) solder on copper (Cu) substrate[J]. Materials Science: Materials in Electronics, 27(2016):3982-3994.
[6] Liu X, Huang M, Wu C M L, et al. Effect of Y2O3 particles on microstructure formation and shear properties of Sn-58Bi solder[J]. Journal of Materials Science: Materials in Electronics, 2010, 21(10): 1046-1054.
[7] 李 群, 黄继华, 张 华,等. Al对Sn-58Bi无铅钎料组织及性能的影响[J]. 电子工艺技术, 2008, 29(1):1-4.
[8] 张宇鹏, 赵四勇, 许 磊, 等. Sb元素和快冷处理对SnBi焊料性能的影响[J]. 焊接, 2010(6): 31-34.
[9] 董文兴, 史耀武, 雷永平. 添加微量稀土对SnBi基无铅钎料显微组织和性能的影响[J]. 焊接, 2010(7): 43-46.
2017-04-16
江苏省自然科学基金项目(BK20141228)
TG40
朱 路,1992年出生,硕士研究生。主要研究方向为金属材料加工及电子封装技术,已发表论文2篇。