悬浮结晶法冷冻处理喹乙醇生产废液
2017-08-18王沥东冯万里陈晓远杨聿航蔡兰坤张乐华
王沥东,冯万里,陈晓远,杨聿航,蔡兰坤,张乐华
(华东理工大学 资源与环境工程学院国家环境保护化工过程环境风险评价与控制重点实验室,上海 200237)
悬浮结晶法冷冻处理喹乙醇生产废液
王沥东,冯万里,陈晓远,杨聿航,蔡兰坤,张乐华
(华东理工大学 资源与环境工程学院国家环境保护化工过程环境风险评价与控制重点实验室,上海 200237)
采用悬浮结晶法处理喹乙醇生产废液,考察了成冰率(冰晶融化后的体积占原水总体积的百分比)对废液COD、氨氮、TN和电导率去除效果的影响。在一级冷冻成冰率45%的条件下,经过三级冷冻处理后,三级出水的COD、氨氮、TN和电导率的去除率分别为99.4%、98.7%、98.5%和98.2%,一级浓缩液的COD、氨氮和TN的浓缩比分别为1.6、1.5和1.5;在一级冷冻成冰率80%的条件下,每一级出水的各项指标的去除率均有所下降,三级出水的COD、氨氮、TN和电导率的去除率分别为98.6%、98.3%、97.1%和95.9%,但一级浓缩液的浓缩比明显提高,COD、氨氮和TN的浓缩比分别为2.7、2.2和2.4。成冰率为80%时一级浓缩液的热值为7 449 J/g,在焚烧过程中可以依靠自身热量维持燃烧,不需要添加辅助燃料,减少焚烧处理的成本。
喹乙醇生产废液;成冰率;冷冻浓缩;悬浮结晶法;热值
染料废水、农药废水及医药废水等盐含量高,COD高[1-2],有些企业将其稀释后混入综合废水进行处理,造成大量淡水的浪费。目前,高盐浓度废水的处理方法主要有生物法、蒸发法和直接焚烧法等。高盐浓度废水中大量的盐会对生物产生抑制和毒害作用,且废水盐浓度的变化也容易使系统运行不稳定。蒸发法已经发展出多效蒸发[3]、膜蒸馏[4]和蒸发浓缩-冷却结晶[5]等多种技术,能从废水中回收部分纯水并实现部分盐类物质的分离,但蒸发法工艺流程繁杂、能耗高、处理效率低、设备腐蚀严重。焚烧法对高盐浓度废水处理彻底且高效,能回收余热,但成本较高,废液的强酸强碱性易造成设备腐蚀或结垢,还会产生二次污染。因此,需要开发经济有效的高盐浓度废水处理工艺,以促进高盐浓度废水的资源化利用。
冷冻法是一种对废水几乎没有选择性、成本相对较低、获得结晶水同时回收有用物质的新型水处理技术[6]。根据冷冻目的的不同分为两种:冷冻浓缩工艺和共晶冷冻结晶工艺。冷冻浓缩工艺能耗较低,有利于保护溶液中的热敏物质不受破坏,在食品工业及制药工业中被视为可能替代主流蒸发浓缩工艺的技术,在国内外都有着大量的研究或应用[7-9]。共晶冷冻结晶工艺是一种处理高盐浓度废水并获得纯水和高纯度盐的新技术。杨聿航等[10]采用低温结晶法对染料中间体磺化工艺母液进行处理,效果良好。此外,冷冻法在海水/苦咸水脱盐淡化[11]、化学分析预处理[12]、污泥性能改善[13-14]和废水处理[15]等方面均有应用。冷冻法又分为渐近冷冻法和悬浮结晶法[16]。
本工作采用悬浮结晶法处理喹乙醇生产废液(以下简称废液),考察了两种成冰率条件下冷冻处理后浓缩液和各级出水中COD、ρ(氨氮)、TN和电导率的变化情况,测定了浓缩液的热值。
1 实验部分
1.1 废液的来源及成分
废液取自某牧业公司,主要成分:喹乙醇、甲醇、乙醇胺、酰胺、喹乙醇单脱氧产物。COD约为180 000 mg/L,pH为7,TN约为1 900 mg/L,ρ(氨氮)约为350 mg/L,色度为10 000。
1.2 实验装置和仪器
DC-4006型低温浴槽:郑州倍润仪器有限公司;BD-508型控温冰柜:广州市穗凌电器有限公司;JJ-1A型电动搅拌器:上海比朗仪器有限公司;80-1型离心机:江苏金坛市白塔新宝仪器厂。LB-901型COD消解仪:青岛路博伟业环保科技有限公司;Multi 350i型多参数测定仪:德国WTW公司;L5型紫外-可见分光光度仪:上海仪电分析仪器有限公司;ZDHW-5型微机全自动量热仪:鹤壁市浩天电气有限公司。
1.3 实验方法
取500 mL废液于广口瓶中,置于低温浴槽中,设定冷冻温度,并辅以搅拌,冷冻一定时间后将形成的悬浮冰晶与浓缩液在离心机内通过自制装置进行分离,在达到一定成冰率(冰晶融化后的体积占原水总体积的百分比)后停止实验。将第一次冷冻实验获得的悬浮冰晶和剩余的浓缩液分别称作一级出水和一级浓缩液。待冰晶融化后,继续将一级出水置于广口瓶中进行冷冻实验,依照上述步骤重复实验再依次得到二级出水和三级出水。最后分别测定一级浓缩液、一级出水、二级出水和三级出水的COD、ρ(氨氮)、TN和电导率等;测定一级浓缩液的热值。
1.4 分析方法
采用重铬酸盐法测定COD[17];采用纳氏试剂分光光度法测定ρ(氨氮)[18];采用碱性过硫酸钾消解紫外分光光度法测定TN[19];采用多参数测定仪测定电导率;采用煤的发热量测定方法测定浓缩液热值[20]。
2 结果与讨论
2.1 低成冰率下的处理效果
该实验中,一级、二级和三级冷冻温度分别为-18,-8,-4 ℃。三级冷冻过程中各级成冰率分别为45%、59%和46%。
2.1.1 对COD的去除效果
冷冻处理后一级浓缩液和各级出水的COD见图1。
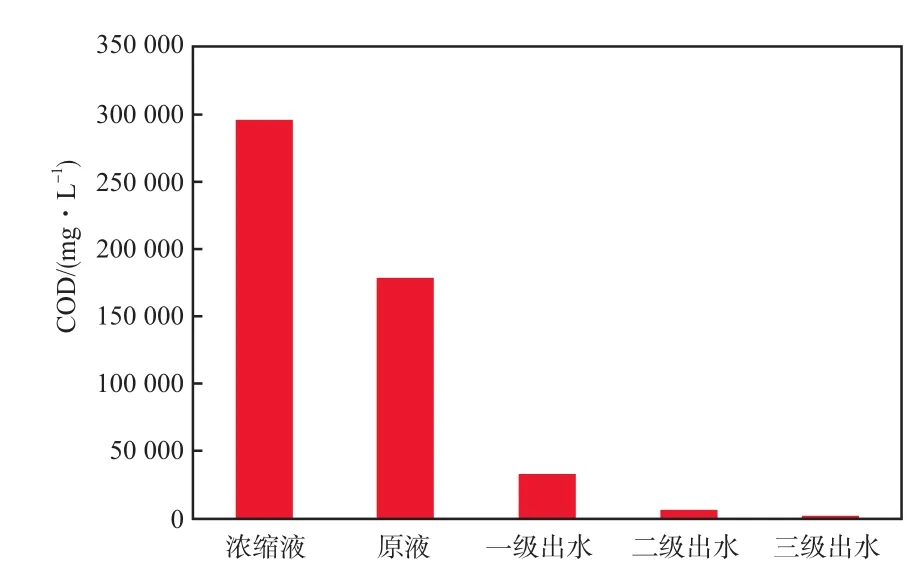
图1 冷冻处理后一级浓缩液和各级出水的COD
由图1可见,原液COD为178 341 mg/L,一级浓缩液的COD为296 502 mg/L,浓缩比达1.6。在成冰率为45%的条件下,浓缩效果显著。一级出水COD为32 462 mg/L,COD去除率达81.8%;二级出水COD为6 658 mg/L,COD去除率达96.3%;三级出水COD为1 046 mg/L,COD去除率为99.4%。虽然三级出水COD仍未达到排放标准,但相对于原水已下降很多,后续可进行生化处理。
2.1.2 对ρ(氨氮)和TN的去除效果
冷冻处理后一级浓缩液和各级出水的ρ(氨氮)和TN见图2。由图2可见:原液的ρ(氨氮)为356.6 mg/L,TN为1 920.9 mg/L;一级浓缩液的ρ(氨氮)和TN分别为537.4 mg/L 和2 932.6 mg/L,浓缩比均为1.5左右;一级、二级和三级出水的ρ(氨氮)分别为94.7,19.8,4.5 mg/L,氨氮去除率分别为73.4%、94.4%和98.7%;一级、二级和三级出水的TN分别为361.0,93.6,28.5 mg/L,去除率分别为81.2%、95.1%和98.5%;ρ(氨氮)经过三级处理后达到GB 8978—1996《污水综合排放标准》[21],TN略高,可通过后续生化处理进一步去除。
2.1.3 对电导率的去除效果
冷冻处理后一级浓缩液和各级出水的电导率见表1。由表1可见,冷冻法对废液的电导率去除效果显著,一级出水的电导率去除率为66.2%,三级出水的电导率去除率达到98%以上。因为电导率通常与废水中盐浓度呈正相关,所以可以推测冷冻法对废液的盐度去除也有明显的效果。

表1 冷冻处理后一级浓缩液和各级出水的电导率
2.2 高成冰率下的处理效果
将一级、二级和三级冷冻温度分别降至-30,-10,-6 ℃,三级冷冻过程中各级成冰率分别为80%、77%和75%。
2.2.1 对COD的去除效果
高成冰率下冷冻处理后一级浓缩液和各级出水的COD见图3。 由图3可见:高成冰率下一级浓缩液的COD为484 674 mg/L,浓缩比达2.7,比成冰率为45%时明显提高了,可见提高成冰率能够显著提升浓缩效果;一级、二级和三级出水的COD依次为56 955,12 511,2 504 mg/L,COD去除率分别为68.1%、93.0%和98.6%,与低成冰率相比均有所降低,但三级出水COD去除率仍达到98%以上,去除效果显著。

图3 高成冰率下冷冻处理后一级浓缩液和各级出水的COD
2.2.2 对ρ(氨氮)和TN的去除效果
高成冰率下冷冻处理后一级浓缩液和各级出水的ρ(氨氮)和TN见图4。

图4 高成冰率下冷冻处理后一级浓缩液和各级出水的ρ(氨氮)和TN
由图4可见:高成冰率下一级浓缩液的ρ(氨氮)和TN分别为782.1 mg/L 和4 622.6 mg/L,浓缩比分别达到2.4和2.2,较低成冰率下的浓缩效果明显提高;一级、二级和三级出水的ρ(氨氮)分别为131.3,30.7,6.2 mg/L,去除率分别为63.2%、91.4%和98.3%;一级、二级和三级出水TN分别为593.5,181.5,55.5 mg/L,去除率分别为69.1%、90.6%和97.1%;高成冰率下ρ(氨氮)和TN去除率虽有所降低,但三级出水的TN去除率仍达到97%以上。
2.2.3 对电导率的去除效果
高成冰率下冷冻处理后一级浓缩液和各级出水的电导率见表2。由表2可见:高成冰率下一级浓缩液的电导率显著提高;三级出水的电导率去除率达95%以上,相比于低成冰率下的电导率去除率略有降低,但一级出水的电导率去除率相比低成冰率下明显下降,可见在冷冻处理过程中,提高成冰率对废水电导率的去除即对盐度的去除影响较大。
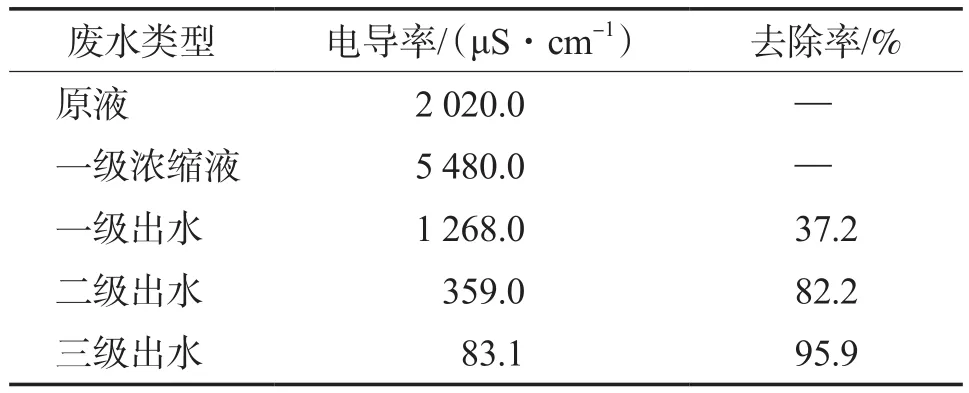
表2 高成冰率下冷冻处理后一级浓缩液和各级出水的电导率
2.3 一级浓缩液的热值分析
高热值的有机废水(热值大于6 000 J/g[22])可以在焚烧处理中依靠自身热量维持燃烧,而对于低热值的废水,则需要添加辅助燃料帮助焚烧。经测定,喹乙醇生产废液的原始热值为2 664 J/g,热值低,含水率偏高,冷冻成冰率为45%时获得的一级浓缩液的热值为4 606 J/g,而冷冻成冰率为80%时的一级浓缩液的热值为7 449 J/g,超过了6 000 J/g,能够在焚烧过程中依靠自身热量维持燃烧,不需要添加辅助燃料,使用焚烧处理更加经济、合理。
3 结论
a) 在一级冷冻成冰率45%的条件下,喹乙醇生产废液经过三级冷冻处理后,COD去除率为99.4%,氨氮去除率为98.7%,TN去除率为98.5%,电导率的去除率为98.2%。一级浓缩液的COD、氨氮和TN的浓缩比分别为1.6、1.5和1.5。
b) 在一级冷冻成冰率80%的条件下,每一级出水的各项指标的去除率均有所下降,三级出水的COD、氨氮、TN和电导率的去除率分别为98.6%、98.3%、97.1%和95.9%。但一级浓缩液的浓缩比明显提高,COD、氨氮和TN的浓缩比分别为2.7、2.2和2.4。
c) 成冰率为80%时冷冻浓缩后的一级浓缩液的热值为7 449 J/g,在焚烧过程中可以依靠自身热量维持燃烧,不需要添加辅助燃料,能够减少焚烧处理的成本。
[1]李超,杨彩娟,韦惠民,等. 催化臭氧氧化法处理抗生素废水生化出水[J]. 化工环保,2017,37(1):79 - 82.
[2]包伟,黄勇,张宁博,等. 强化厌氧生物技术在印染废水处理中的应用[J]. 化工环保,2016,36(5):537 - 542.
[3]杜献亮. 煤化工行业高含盐废水处理及多效蒸发结晶技术的应用[J]. 煤炭与化工,2014(12):129 - 131.
[4]Schof i eld R W,Fane A G,Fell C J D,et al. Factors affecting flux in membrane distillation[J]. Desalination,1990,77(90):279 - 294.
[5]李柄缘,刘光全,王莹,等. 高盐废水的形成及其处理技术进展[J]. 化工进展,2014(2):493 - 497.
[6]张莹,张超杰,周琪. 冷冻法废水处理技术的研究与应用[J]. 水处理技术,2013,39(7):6 - 10.
[7]冯毅,史淼直,宁方芹. 中药水提取液冷冻浓缩的研究[J]. 制冷,2005,24(1):5 - 8.
[8]Bayindirli L,Özilgen M,Ungan S. Mathematical analysis of freeze concentration of apple juice[J]. J Food Eng,1993,19(1):95 - 107.
[9]曾杨,曾新安. 冷冻浓缩处理对荔枝汁品质的影响[J]. 食品科学,2010,31(3):91 - 93.
[10]杨聿航,曾连荪,彭彦,等. 低温结晶法对染料中间体磺化工艺母液的资源化利用[J]. 华东理工大学学报:自然科学版,2016,42(1):79 - 84.
[11]李凭力,马佳,解利昕,等. 冷冻法海水淡化技术新进展[J]. 化工进展,2005,24(7):749 - 753.
[12]Kammerer P A,Lee G F. Freeze concentration of organic compounds in dilute aqueous solutions[J]. Environ Sci Technol,1969,3(3):276 - 278.
[13]Logsdon G S,Edgerley E. Sludgedewatering by freezing[J]. J Amer Water Works Associa,1971,63(11):734 - 740.
[14]Katz W,Mason D. Freezing methods used to condition activated sludge[J]. Water Sew Works,1970,32(4):110 - 122.
[15]Muller M ,Sekoulov I. Waste water reuse by freeze concentration with a falling fi lm reactor[J]. Water SciTechnol,1992,26(7):1475 - 1482.
[16]杜国银,费学宁,刘晓平,等. 冷冻法处理废水的研究进展[J]. 天津建设科技,2007,17(3):52 -55.
[17]北京市化工研究院. GB 11914—1989 水质 化学需氧量的测定 重铬酸盐法[S]. 北京:中国标准出版社,1989.
[18]江苏省环境监测中心站. HJ 535—2009 水质 氨氮的测定 纳氏试剂分光光度法[S]. 北京:中国标准出版社,2009.
[19]上海市环境监测中心. HJ 636—2012 水质 总氮的测定 碱性过硫酸钾消解紫外分光光度法[S]. 北京:中国标准出版社,2012.
[20]煤炭科学研究总院. GB/T 213—2008 煤的发热量测定方法[S]. 北京:中国标准出版社,2008.
[21]原国家环境保护局. GB 8978—1996 污水综合排放标准[S]. 北京:中国标准出版社,1996.
[22]Ehrhardt K,Kufferath A,Leuckel W. Assessment of atomization with respect to burnout for the incineration of organically contaminated wastewaters[J]. Combus Sci Technol,1998,136(1):333 - 347.
(编辑 祖国红)
Treatment of liquid wastes from olaquindox production by suspension crystallization method
Wang Lidong,Feng Wanli,Chen Xiaoyuan,Yang Yuhang,Cai Lankun,Zhang Lehua
(State Enviromental Protection Key Laboratory of Enviromental Risk Assessment and Control on Chemical Process,School of Resources and Enviromental Engineering,East China University of Science and Technology,Shanghai 200237,China)
The liquid wastes from olaquindox production were treated by suspension crystallization method. The effects of ice formation rate (the volume ratio of melt water to raw water) on removal of COD,ammonia nitrogen,TN and conductivity were studied. Under the condition of ice formation rate of the fi rst-stage freezing 45%,the removal rates of COD,ammonia nitrogen,TN and conductivity of the 3-stage eff l uent were 99.4%,98.7%,98.5% and 98.2% after three stage freezing treatment,and the concentration ratio of COD,ammonia nitrogen and TN of the fi rst-stage concentrate were 1.6,1.5 and 1.5,respectively;Under the condition of ice formation rate of the fi rst-stage freezing 80%,the removal rates of each stage eff l uent were decreased,and those of the 3-stage eff l uent were 98.6%,98.3%,97.1% and 95.9%,respectively,but the concentration ratio of COD,ammonia nitrogen and TN of the fi rst-stage concentrate were 2.7,2.2 and 2.4,which were signif i cantly increased. Combustion value of the fi rst-stage concentrate was 7 449 J/g,which meant it could maintain combustion in the incineration process by its own heat. No addition of auxiliary fuel made the incineration cost reduced.
olaquindox production liquid wastes;ice formation rate;freeze concentration;suspension crystallization method;combustion value
X703
A
1006-1878(2017)04-0449-05
10.3969/j.issn.1006-1878.2017.04.014
2017 - 01 - 06;
2017 - 03 - 20。
王沥东(1993—),男,四川省南充市人,硕士生,电话 13818427003,电邮 lidongwang620@gmail.com。