钛合金表面脉冲电弧熔覆TiN组织与性能研究
2017-07-12王佳杰许建平王春艳王慧文范永滨
王佳杰 许建平 王春艳 王慧文 范永滨
(1.黑龙江工程学院 材料与化学工程学院,哈尔滨 150050; 2.中国兵器工业集团公司 哈尔滨建成集团有限公司,哈尔滨 150030)
钛合金表面脉冲电弧熔覆TiN组织与性能研究
王佳杰1许建平1王春艳1王慧文1范永滨2
(1.黑龙江工程学院 材料与化学工程学院,哈尔滨 150050; 2.中国兵器工业集团公司 哈尔滨建成集团有限公司,哈尔滨 150030)
以氮气作为保护气体和反应气体,利用脉冲电弧在Ti6Al4V钛合金表面制备TiN陶瓷涂层,借助SEM,XRD等分析手段研究TiN熔覆层的微观组织和物相组成,给出脉冲电流模式电弧制备TiN熔覆层特点。结果表明,相对于直流电弧而言,在相同焊接热输入下,脉冲氮气电弧能够有效地提高TiN熔覆层厚度和宽度,原因是脉冲电流提高了N离子浓度,有利于TiN熔覆层形成。TiN熔覆层具有明显的(200)择优取向,脉冲模式下TiN衍射强度增加。脉冲模式下TiN熔覆层的显微硬度高于直流模式,脉冲电流200 A时,TiN显微硬度达到2 600 HV,是Ti6Al4V合金的7.4倍。
Ti6Al4V钛合金 TiN 氮气电弧
0 序 言
钛及钛合金具有一系列优异特性,例如:高比强度、优异耐蚀性、良好的热强性、良好的生物相容性等,被广泛地应用于汽车、航空、航天及生物医学等领域[1]。但这种材料存在着耐磨性能差的缺陷,限制了它的广泛应用。为了提高钛及钛合金表面的硬度和耐磨性,出现了多种表面陶瓷涂层制备方法[2-3],包括:物理气相沉积、化学气相沉积及激光熔覆等工艺[4-5],然而上述这些方法存在工艺复杂、成本高及需要特殊环境等不足。
电弧具有工艺简单和成本低廉的特点,利用氮气作为保护气和反应气(简称氮弧),钛合金作为TIG放电阳极,在TIG电源作用下能够在钛及钛合金表面形成氮化钛(TiN)硬质涂层[6]。为了提高熔覆速率和TiN质量分数,可以通过增加电弧电流或降低焊接速度的方式来增加电弧热输入。但是,增加电弧热输入导致基体热输出量增加,基体熔化面积增加,影响基体性能[7]。
脉冲电弧具有独立控制热输入的特点,在脉冲峰值电流下能够获得高电弧热输入,提高氮离子密度,在基值电流下稳定氮气电弧放电,电弧整体热输入较低。因此,文中采用脉冲氮气电弧熔覆方法在Ti6Al4V表面制备TiN熔覆层,并对熔覆层组织、相组成及硬度进行了研究,为该方法的工业化应用提供支持。
1 试验设备及方法
利用Ti6Al4V合金作为基体材料,氮气(99.5%)作为保护气体和反应气体,氮气电弧提供所需氮离子,利用TIG焊接设备在Ti6Al4V表面熔覆TiN涂层,试验原理如图1所示。气体流量15 L/min,焊接速度200 mm/min,试样尺寸100 mm×50 mm×8 mm。焊前,首先对试样表面进行机械打磨处理,然后进行酸洗而清除试样表面氧化层。
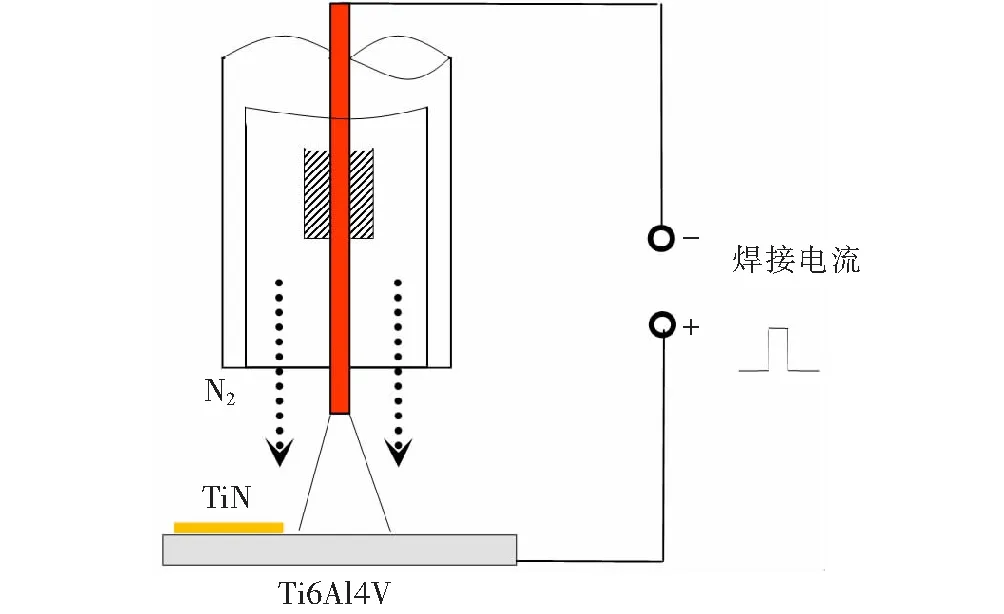
图1 TiN熔覆层制备试验原理图
利用JEOL6510-A型扫描电子显微镜、Olympus GX-51 型光学显微镜分析TiN熔覆层的微观组织。将Ti6Al4V表面制备的TiN熔覆层打磨平整后,利用XRD分析TiN熔覆层的相组成,试验条件为: Cu靶Kα射线、石墨单色器滤波,工作电压 40 kV,电流 30 mA,扫描速度 4 deg/min,2θ扫描为 20°~ 90°。采用 HXD-1000 型显微硬度仪测试TiN熔覆层的显微硬度,试验载荷为1.96 N,加载时间为10 s。
2 试验结果及分析
2.1 TiN熔覆层微观组织
图2为氮气电弧制备TiN熔覆层的微观组织。从图中可以看出,当平均电流相同条件下,脉冲模式下氮气电弧制备TiN熔覆层厚度大于直流模式,熔覆层厚度由1.5 mm左右增加至约2.4 mm左右,增加了60%,熔覆层上表面的最大宽度由6 mm左右增加至7.6 mm左右。并且随着脉冲电流的增加,TiN熔覆层宽度和深度逐渐增加。
熔覆过程中,电弧高温致使电弧空间内氮气发生分解反应而形成氮离子、氮原子(式1~3),同时,少量氮离子和氮原子在电弧力作用下克服表面张力而进入熔池,在电弧力驱使下液态熔池金属发生强烈流动,导致氮离子和氮原子与熔池金属充分地接触并发生化学反应而生成TiN(式4~6)。
相对于直流电弧模式而言,虽然脉冲电弧模式时平均功率较低,但是电弧峰值功率显著增加,进而增强电弧区域内氮离子浓度。此外,电弧力随着电弧电流增加而增大[8],在其他工艺参数恒定下,基体熔化面积增加,基体熔化深度和宽度同时增加,熔池流动性增加,进而提供更多Ti反应元素,因此,脉冲模式下有利于TiN熔覆层形成。
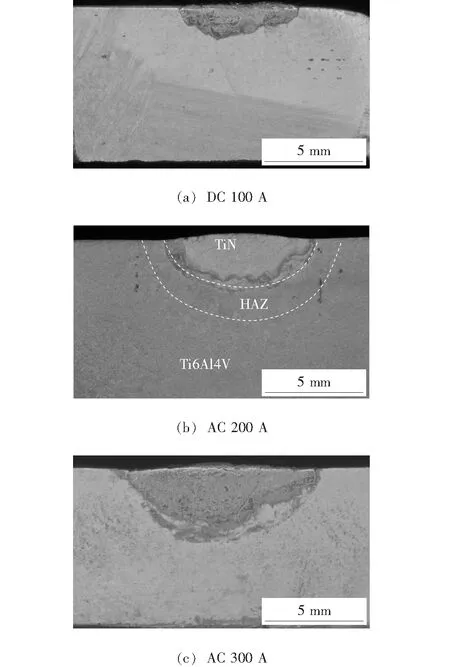
图2 不同电流模式下TiN熔覆层横截面宏观形貌
N2→2[N]
(1)
[N]→[N+]
(2)
[N]→[N-]
(3)
Ti+[N]→TiN
(4)
Ti+[N+]→TiN
(5)
Ti+[N-]→TiN
(6)
式中,N2为氮气分子;[N]为氮原子;[N+],[N-]为氮离子。
此外,从图2中还可以看出,直流和脉冲电流模式下试样横截面形貌相同,横截面由氮化区(TiN熔覆层)、热影响区(HAZ)和基体构成。氮化区的Ti6Al4V合金发生熔化,并与氮原子和离子形成TiN熔覆层,它与HAZ区的分界线为熔合线,TiN与基体之间为冶金结合状态,该熔合线呈现出锯齿状的不规则形态。
TiN熔覆层组织结构影响它的性能,因此有必要研究TiN熔覆层组织结构特点。图3为在平均电流相同条件下不同电流模式时TiN熔覆层上部的微观组织结构,可以看出,TiN组织为树枝晶。直流模式时枝晶细化且数量较少,脉冲模式时TiN组织呈现出枝晶相连的形貌。试验中发现,当增加直流模式焊接电流时,TiN熔覆层树枝晶同样表现出所占比例增加并且生长方向性不明显的变化规律。因此,为了降低基体熔化深度,可以在低焊接热输入条件下利用脉冲电流模式在材料表面制备致密TiN熔覆层组织,进而提高Ti6Al4V的综合性能。

图3 不同电流模式下TiN熔覆层微观组织结构
图4为不同位置下TiN熔覆层横截面的树枝晶形貌,此时脉冲电流200 A。由图可以看出,树枝晶分布不均匀,TiN熔覆层上部的树枝晶致密(图4b)。在TiN熔覆层与基体交界区域,即熔化线区域,TiN树枝晶的生长方向性较强。熔覆过程中,氮离子和氮原子从液态熔池上表面进入熔池,并且其在液态熔池内部分布不均匀,氮离子和氮原子含量随着熔池深度的增加而逐渐降低,因此在熔池与基体之间熔合线区域氮含量较低,致使在该区域生成的TiN树枝晶所占比例较少,而在枝晶间分布α-Ti和β-Ti固溶体组织(图4c)。
图5为Ti6Al4V基体和TiN熔覆层X射线衍射图谱。对衍射峰标定后可以看出,Ti6Al4V基体为典型的α-Ti和β-Ti。氮气电弧作用于TiN基体表面后,在电弧高温作用下,Ti6Al4V表面发生化学反应导致其物相发生显著变化,可以看出,Ti6Al4V表面未出现Ti的衍射峰,但是在衍射角42°附近出现TiN(200)衍射峰,说明Ti6Al4V表面获得了TiN陶瓷熔覆层,并且其熔覆层仅为TiN单相结构,存在明显的(200)方向择优取向。
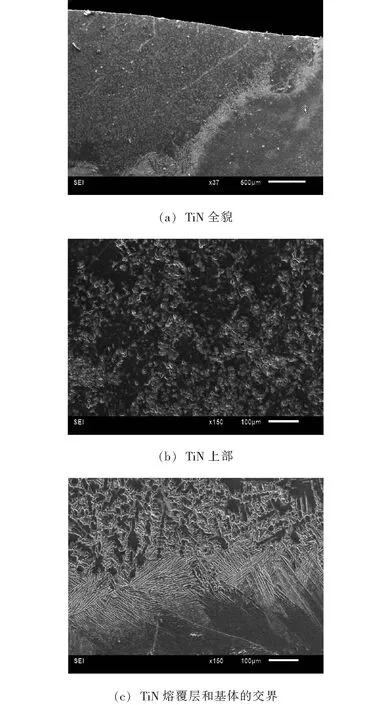
图4 TiN熔覆层横截面组织形貌
与直流电弧相比,脉冲氮气电弧制备TiN熔覆层的物相相同,但是(200)衍射峰的衍射强度增加,峰形尖锐,说明TiN晶粒尺寸增加,证实在相同电流下,脉冲氮气电弧有利于TiN生成。
2.2 TiN熔覆层显微硬度
硬度能够反映TiN熔覆层的耐磨性,因此有必要研究TiN熔覆层的显微硬度变化规律。图6为利用氮气电弧在Ti6Al4V表面制备TiN熔覆层显微硬度分布曲线。可以看出,试样显微硬度呈现出三阶梯状分布特征,分别对应TiN区、HAZ和基体,其中TiN区硬度最高,但分布不均匀。TiN为硬质陶瓷相,其能够显著地增加Ti6Al4V硬度。随着熔化深度的增加,氮原子和氮离子的含量逐渐降低,导致TiN含量降低,因此随着深度的增加,显微硬度逐渐降低。由于HAZ能够形成α′-Ti 相,因此HAZ显微硬度高于Ti6Al4V基体。

图5 TiN熔覆层 XRD图
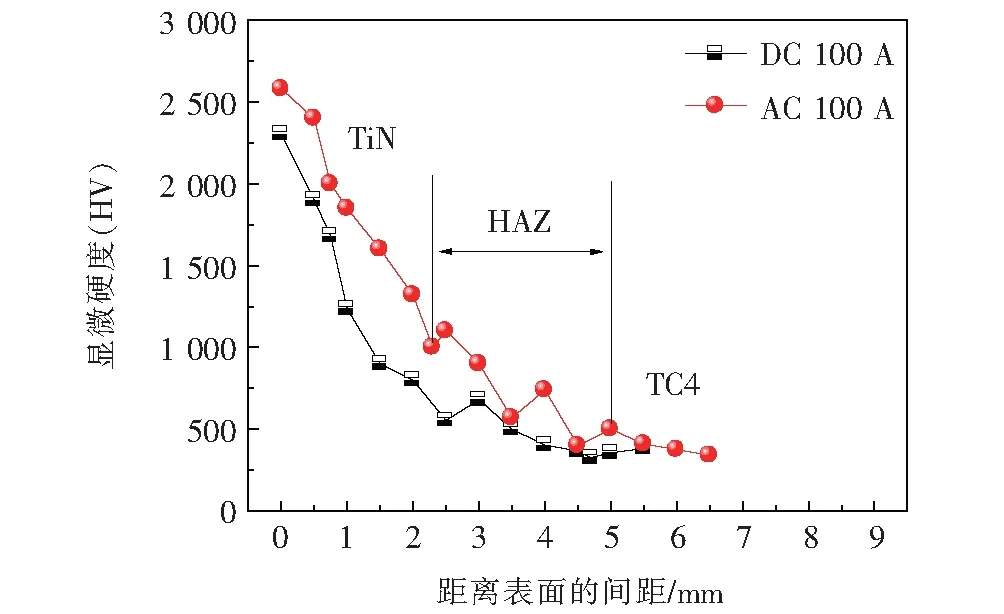
图6 TiN熔覆层显微硬度分布曲线
此外,可以看出,当电弧平均热输入相等时,脉冲电流模式TiN熔覆层的最高显微硬度(2 600 HV)大于直流模式(2 300 HV)。脉冲电流模式时,TiN区最高显微硬度约为基体Ti6Al4V 合金(350 HV)的7.4 倍。
3 结 论
(1)利用氮气作为电弧保护气体,采用脉冲电流模式,在Ti6Al4V钛合金基体表面制备出TiN熔覆层。与直流模式相比,在平均电流相同条件下,脉冲电弧电流制备的TiN熔覆层厚度显著地增加,增加了约60%。
(2)TiN组织呈现出树枝晶形貌,脉冲电流模式时TiN树枝晶致密且相互连接。原因是脉冲电流提高了氮离子浓度,有利于TiN熔覆层形成。TiN熔覆层呈现出(200)择优取向,脉冲模式下TiN衍射强度增加。脉冲电流模式下TiN熔覆层显微硬度高于直流模式,TiN显微硬度最高达到2 600 HV。
(3)相对于直流电流而言,脉冲氮气电弧制备TiN熔覆层时具有在低热输入下获得致密TiN组织和高显微硬度的特点。
[1] 王 廷, 谢志尚, 冯吉才, 等. 钛合金与异种金属的高能束焊接研究现状[J]. 焊接, 2015(10): 18-22.
[2] 郑孝义, 丛大志, 李 欣, 等. 氮电弧制备陶瓷表面层中TiN相形态及生长机制[J]. 焊接学报, 2011, 32(12): 29-33.
[3] 李利群, 袭建军, 姚英学. 钛合金微弧氧化技术的研究[J]. 焊接, 2008(5): 15-18.
[4] Wu P, Zhou C Z, Tang X N. Wear characteristics of Ni-base alloy and Ni/WC coatings by laser cladding[J]. Metal Journal, 2002, 38(12): 1257-1260.
[5] 孙荣禄, 牛 伟,王成扬. 钛合金表面激光熔覆TiN-Ni基合金复合涂层的组织和磨损性能[J]. 稀有金属材料与工程, 2007, 36(1): 7-10.
[6] Li X, Ren Z A, Sun D Q. An investigation of nitrided layer prepared by direct current nitrogen arc discharge[J]. Materials Science and Engineering: A, 2007, 443(1-2), 443: 219-223.
[7] Li X, Ren Z A, Sun D Q, et al. Microstructures and wear properties of the nitrided layers fabricated on titanium substrate by direct current nitrogen arc melting technique[J]. China Welding, 2008, 17(1): 18-21.
[8] 杨春利, 林三宝. 电弧焊基础[M]. 哈尔滨: 哈尔滨工业大学出版社, 2007.
2017-03-06
黑龙江省自然科学基金项目(E201458);哈尔滨市应用技术研究与开发项目(青年后备人才)(2014RFQXJ015);黑龙江工程学院博士科研基金项目(2015BJ11, 2016BJ12)。
TG174.4
王佳杰,1975年出生,工学博士,副教授。主要从事焊接结构、工艺及热喷涂相关研究工作,已发表论文10余篇。
