核电用EQNiCr-3焊带熔敷金属拉伸性能分析
2017-07-12霍树斌张嘉庆
杜 宁 霍树斌 陈 燕 郭 枭 韩 波 张嘉庆
(1.哈电集团(秦皇岛)重型装备有限公司,河北 秦皇岛 066206; 2.哈尔滨威尔焊接有限责任公司,哈尔滨 150080;3.厦门大学嘉庆学院,福建 厦门 363105)
核电用EQNiCr-3焊带熔敷金属拉伸性能分析
杜 宁1霍树斌2陈 燕2郭 枭2韩 波2张嘉庆3
(1.哈电集团(秦皇岛)重型装备有限公司,河北 秦皇岛 066206; 2.哈尔滨威尔焊接有限责任公司,哈尔滨 150080;3.厦门大学嘉庆学院,福建 厦门 363105)
用于核电反应堆蒸汽发生器管板一次侧堆焊的EQNiCr-3,时有强度和断后伸长率不满足技术要求的情况。通过对不同状态下核电用EQNiCr-3熔敷金属室温拉伸不合格断口显微组织及原因进行分析。发现沿晶开裂是熔敷金属塑性不好的主要原因,同时以Nb为主的第二相物质的不均匀分布可能也是引起脆性的重要因素。
沿晶断口 能谱分析 第二相物质
0 序 言
核电用EQNiCr-3焊带主要用于反应堆蒸汽发生器管板一次侧堆焊,其中恰希玛C2蒸汽发生器使用的镍基焊带是SMC公司的产品,焊带牌号为INCONEL Weldstrip 82、尺寸为60 mm×0.5 mm,焊剂牌号为INCOFLUX ESS2,电渣型焊剂。焊材在回厂复验过程中发现熔敷金属的焊态室温拉伸试验数据不合格,抗拉强度和断后伸长率都没满足技术条件的要求。考虑到实际产品中镍基合金的堆焊层都是在热处理态使用,经过与设计院技术交流,同意进行不同时长的热处理试验,最终保证在产品的最小热处理时间下熔敷金属的力学性能满足技术条件的要求[1-3]。
1 试验材料及方法
试验用焊带及熔敷金属化学成分见表1。
试验试板采用SA508-III的低合金钢锻件,尺寸为500 mm×500 mm×80 mm,焊接电流为1 025~1 050 A,

表1 试验用焊带及熔敷金属化学成分(质量分数,%)
电弧电压为24~25 V,焊接速度为180 mm/min,焊带伸出长度为30 mm,堆焊第一层预热温度为173 ℃,其余各层层间温度为90~188 ℃。
为研究不同试样状态下熔敷金属的室温拉伸性能,试验设置了5种不同的方案,见表2。
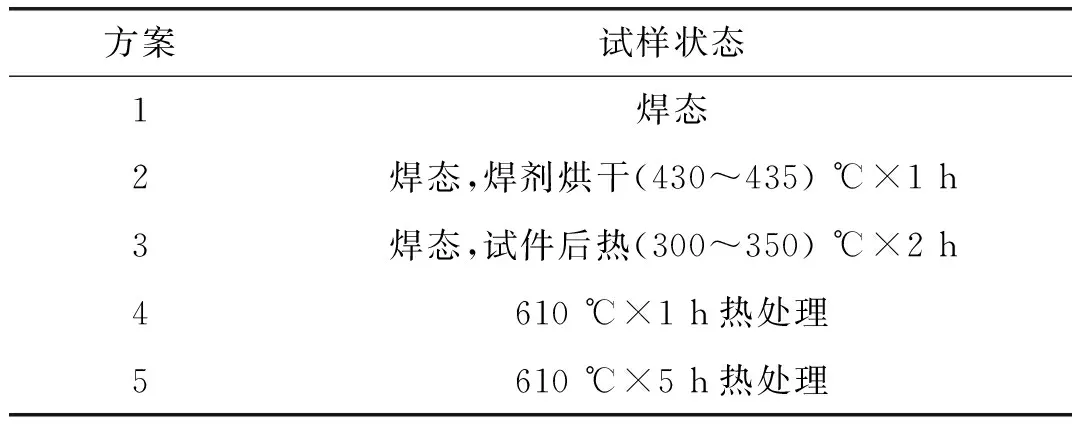
表2 试验方案
2 试验结果和分析
不同状态下熔敷金属的室温力学性能见表3。结果表明,提高焊剂的烘干温度和增加后热处理对于熔敷金属室温抗拉强度影响不大。随着热处理保温时间的增加,抗拉强度和断后伸长率都有所增加,其中保温5 h的试验结果满足技术要求。
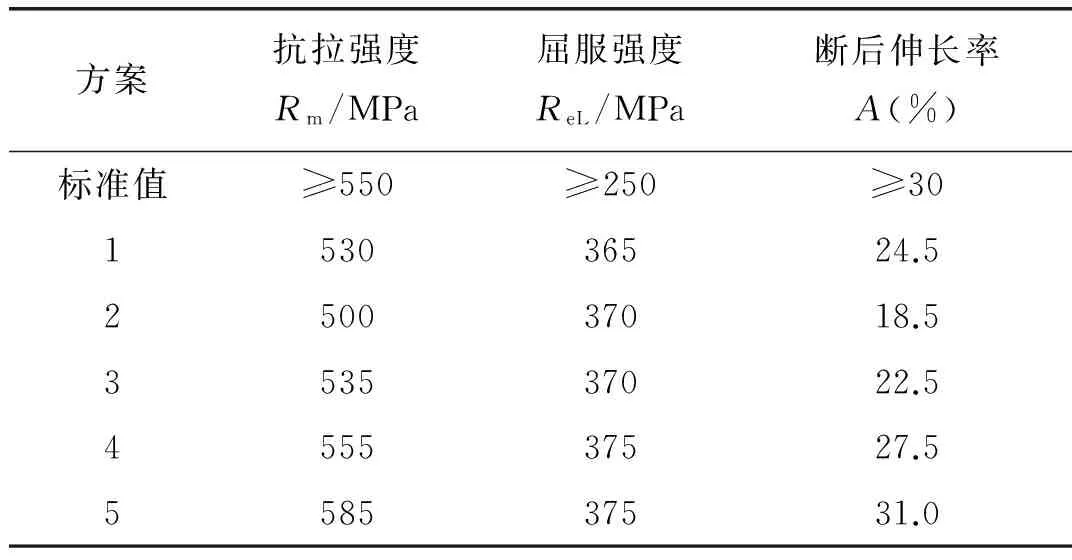
表3 熔敷金属拉伸性能
为了分析具体的原因,对各拉伸试样的断口进行了分析。其中图1a~1c分别为方案1~3的断口典型形貌,图1d为方案4拉伸试样表面裂纹断口典型形貌,图1e为方案5试样断口典型形貌,图2a~2c为方案3~方案5试样沿晶断口形貌,表4~表6为方案3~方案5试样断口第二相成分。

图1 试样断口形貌

图2 断口第二相成分
结果表明,图1e为韧窝断口的典型形貌,为塑性断裂。图1a~1c均为沿晶开裂,断口表面较光滑、塑性不好,断口上分布着不同形态的物质,且有些可能是第二相脱离后留下的孔洞,说明枝晶间存在较多的第二相物质。
对于方案4,抗拉强度和屈服强度都合格,只是断后伸长率不合格,对其拉伸试样侧面裂纹处断口进行分析。典型形貌如图1d所示,断口表面较光滑,塑性不好,说明沿晶开裂是此处开裂的主要原因。方案1~方案4试验断口形貌沿晶的形貌有差异,有的较平坦、有的较光滑;枝晶间存在的韧窝但数量、长短和宽窄不同。
为了确定第二相物质的组成,分别进行了韧窝断口和沿晶断口上第二相物质的能谱分析。表4为方案3的沿晶断口上的第二相物质的能谱分析结果,表5为方案4的沿晶断口上的第二相物质的能谱分析结果,表6为韧窝断口的第二相物质的能谱分析结果。能谱分析的结果表明,这些物质基本上是Nb的第二相,或以Nb为主的第二相物质,其形态各异、数量差别也很大。其中表6中Nb的第二项物质呈弥散分布,表4和表5中Nb的第二项物质呈不均匀分布。

表4 方案3试样断口第二相成分(%)

表5 方案4试样断口第二相成分(%)

表6 方案5试样断口第二相成分(%)
3 结 论
(1)拉伸试样断口存在两种形貌,韧窝和沿晶断口。试验断口都不同程度地存在柱状晶形态的沿晶断口,这种断口的表面塑性变形较小,属于脆性断口。可以推断,大量存在的沿晶断口是造成试样断后伸长率低的主要原因。
(2)沿晶断口存在大量含Nb第二相物质,形态不同,其不均匀分布可能是引起脆性的重要原因。
[1] 冶 军.美国高温镍基合金[M].北京:科学出版社,1978:202-219.
[2] 徐洪海.压水堆核电站主设备材料和焊接[M] .上海:上海科学技术文献出版社,2008:227-269
[3] 机械工程材料性能数据手册编委会. 机械工程材料性能数据手册[M] .北京:机械工业出版社,1995:492-650.
2017-02-07
TG407
杜 宁,1974年出生,硕士,高级工程师。主要从事核电和压力容器焊接技术方面的工作,已发表论文10多篇。
