高频感应加热处理对2219铝合金TIG焊接接头残余应力的影响
2017-07-12邓利芬李庆庆韩国良李伟力
邓利芬 李庆庆 韩国良 肖 宏 李伟力
(1.天津航天长征火箭制造有限公司,天津 300462; 2.哈尔滨工业大学 材料科学与工程学院,哈尔滨 150001)
高频感应加热处理对2219铝合金TIG焊接接头残余应力的影响
邓利芬1李庆庆1韩国良1肖 宏1李伟力2
(1.天津航天长征火箭制造有限公司,天津 300462; 2.哈尔滨工业大学 材料科学与工程学院,哈尔滨 150001)
采用变极性TIG焊接方法焊接8 mm厚2219铝合金板材,利用高频感应加热技术对焊接接头分别进行90 ℃,140 ℃,190 ℃的热处理。热处理前、后采用X射线衍射法测试2219铝合金TIG焊接接头残余应力,分析了接头的微观组织与力学性能。结果表明,经140 ℃,190 ℃热处理后,焊接残余应力下降趋势明显,经90 ℃热处理后,残余应力下降幅度较小。与未热处理接头相比,经高频感应热处理后,焊接接头的微观组织、拉伸性能与硬度分布无明显变化。
残余应力 焊接 2219铝合金 感应加热
0 序 言
2219铝合金因其优异的力学性能、良好的焊接性及抗腐蚀性等特点而被广泛应用于航空航天领域,目前国内2219铝合金的焊接主要采用钨极氩弧焊、电子束焊接及搅拌摩擦焊等方法,其中TIG焊应用最为广泛。但由于TIG焊在焊接过程中存在不均匀分布的温度场及焊缝各区域间热胀冷缩的不均匀,会导致较大焊接残余应力的产生,从而影响构件的使用性能[1-3],因此必须对其进行消除处理。感应加热技术作为一种热处理去应力的方法,具有效率高、操作简单及局部热处理等优点[4-8],可有效针对焊缝区域进行去应力退火,进而消除焊接构件的残余应力。
文中利用高频感应加热技术,对2219铝合金TIG焊接接头进行消除残余应力处理,并采用X射线衍射法测试残余应力,分析不同热处理温度对残余应力的影响,预期达到显著降低焊缝区残余应力的同时保证接头力学性能的目的。
1 试验件与试验方法
1.1 试片焊接
选用四组8 mm厚2219铝合金板材,尺寸为150 mm×300 mm,采用直径为1.6 mm的2325焊丝,焊接方法为直流氦弧打底+变极性氩弧盖面的TIG焊。焊前利用机械刮削方法去除待焊部位表面氧化层,主要焊接参数见表1。

表1 试验件焊接参数
1.2 应力测试与表征
利用加拿大生产的Proto-iXRD 便携式残余应力分析设备对焊缝进行残余应力表征分析。为提高测量精度,在测试前对测量位置进行电解抛光处理,去除表面附加应力,保证测量结果反映实际焊接应力。选择铝合金{311}晶面作为被测晶面,采用Cr靶Kα射线。应力测试方向为平行(纵向应力)和垂直(横向应力)焊缝两个方向,被测量点的位置分别为焊缝中心以及垂直于焊缝方向距焊缝中心每间隔10 mm取一个点,共测试5个点,测试点及测试方向如图1所示。
1.3 高频感应加热去应力
感应加热装置选用锰锌铁氧体作为导磁体材料;线圈选用紫铜材料,线圈匝数为3匝。感应线圈与试片的间距为3 mm,电源功率40 kW、频率22 kHz,实测感应线圈功率5.5 kW。试片移动过程温保证焊缝中心线均匀受热,经感应加热后空冷至室温。热处理过程中焊缝中心实测温度分别为93 ℃,140 ℃,190 ℃。

图1 应力测试点1~5分布图
1.4 微观组织与力学性能测试
焊后取一组未热处理试片进行常温力学性能测试与显微硬度测试。其余三组试片在热处理前、后分别进行残余应力测试,并在热处理后沿焊接方向取拉伸试样进行常温力学性能测试,同时制备金相试样以观察微观组织、完成显微硬度测试。
2 试验结果
2.1 感应加热前、后焊接接头残余应力分析
图2为2219铝合金TIG焊接接头经不同温度感应热处理前、后距焊缝中心不同距离处的残余应力测试结果。由残余应力分布规律可知,纵向与横向残余应力在焊缝中心均处于压应力状态。从焊缝熔合线向热影响区过渡区间(10~35 mm)应力状态为拉应力,远于35 mm范围内接头表面残余应力逐渐降至零应力状态。经190 ℃感应加热处理后纵向残余应力峰值(第2点处)有大幅度下降,由69 MPa降至25 MPa,下降约 64%;经 140 ℃感应加热处理后纵向残余应力峰值仍有明显降低,下降约40%;而经90 ℃感应加热处理后纵向残余应力峰值下降约26%,消除应力效果已不明显。接头横向残余应力幅值小于纵向残余应力,受热处理后应力变化趋势与纵向残余应力基本一致。
2.2 不同热处理温度下微观组织分析
图3为焊接接头经不同热处理温度后的金相组织。由图3可见,焊缝组织包括焊缝、熔合区和热影响区三个部分。不同感应加热温度处理后的组织形貌无明显变化,其焊缝区均为细小的等轴晶组织,熔合区显微组织为柱状树枝晶,且垂直于熔合线向焊缝中心发展。热影响区显微组织形态接近母材区组织,晶粒较为粗大。

图2 2219铝合金TIG焊接接头不同热处理温度去应力前、后残余应力分布规律
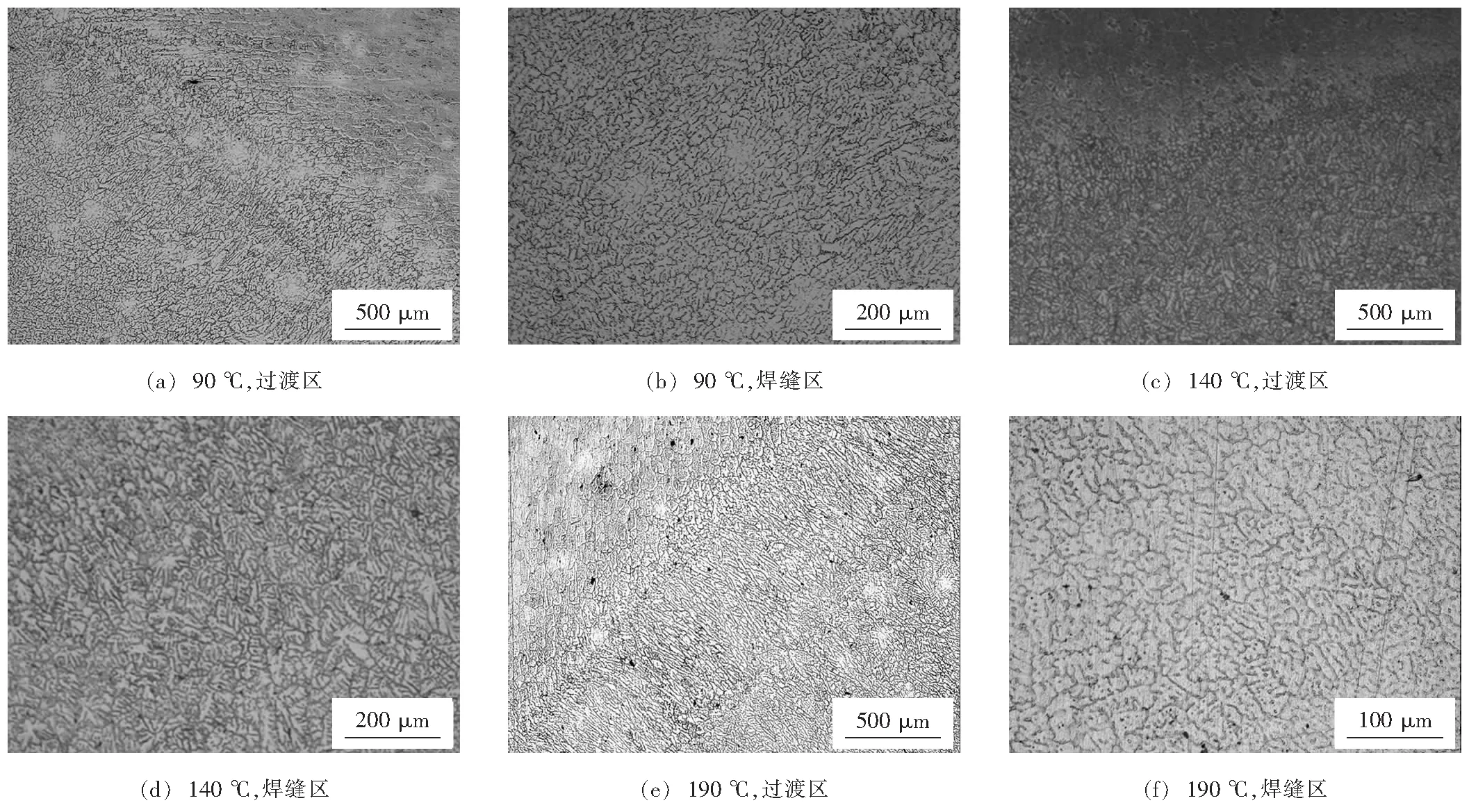
图3 焊接接头不同热处理温度后的显微组织
2.3 不同热处理温度下拉伸性能分析
图4为不同热处理温度下2219铝合金焊接接头的抗拉强度和断后伸长率,对比不同热处理后接头力学性能可以看出,在热处理温度范围内,焊接接头的抗拉强度和断后伸长率变化不大,说明此感应加热处理对焊缝组织的力学性能无明显影响。
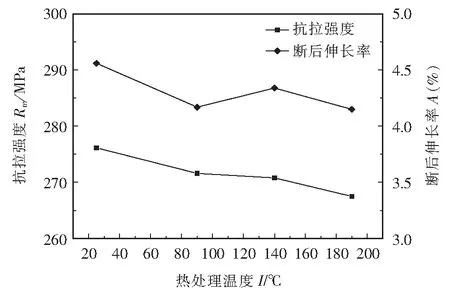
图4 不同热处理温度下焊接接头拉伸性能
2.4 不同热处理温度下显微硬度分析
图5为不同热处理温度下2219铝合金焊接接头横截面的硬度分布,其中0点为焊缝中心位置,焊缝宽度约为15 mm。由图5可知,焊缝区为硬度低谷,明显低于母材,焊缝向母材过渡区的硬度总体趋于上升。经不同温度热处理后,焊缝区硬度略有升高,其中190 ℃热处理后硬度上升幅度最大,这是由于190 ℃处于2219铝合金的时效温度区间、焊缝区经历二次短时时效的结果。其余区域与未热处理相比,分布趋势无变化。

图5 不同热处理温度下焊接接头横截面硬度分布
3 结 论
(1)2219铝合金TIG焊接接头经190 ℃,140 ℃高频感应加热处理后,残余应力显著降低。
(2)残余应力在焊缝中心为压应力状态,从焊缝熔合线向热影响区过渡区(10~35 mm)应力状态为拉应力,远于35 mm范围逐渐降低至零应力状态。
(3)经不同温度的感应加热处理后,2219铝合金TIG焊接接头微观组织及拉伸性能与未热处理前相比无明显变化,说明感应加热能在有效消除残余应力的同时不改变焊缝的力学性能。
[1] 丁 昌,汤伯歌,王三保,等. 不同热处理方法消除焊接残余应力的研究[J]. 郑州轻工业学院学报(自然科学版),2005,20(4):68-70.
[2] 王秋成. 航空铝合金残余应力消除及评估技术研究[D]. 杭州:浙江大学硕士学位论文,2004.
[3] Withers P J,Bhadeshia H K D H. Overview-residual stress part 1-measurement techniques[J]. Materials Science & Technology,2001,17(4):355-365.
[4] 徐先泽,肖雅静,时千峰. 感应加热技术的应用及发展[J]. 现代零部件,2010(3):62-63.
[5] 李庆庆,李晓延,杨东霞,等. 5E83铝合金TIG焊接头残余应力分布研究[J]. 焊接,2013(4):22-25.
[6] 于新年,李新平,宋毅飞. 30CrMnSiNi2A钢零件感应加热局部回火工艺[J]. 金属热处理,2011,36(9):50-53.
[7] 李庆庆,宋建岭,彭江涛,等. 2219铝合金TIG焊接头残余应力分布[J]. 焊接,2016(1):54-57.
[8] 刘含伟,宋建岭,孙志鹏,等. 异种热处理状态2219铝合金TIG焊接头性能研究[J]. 焊接,2014(10):58-60,63.
2017-02-07
TG442
邓利芬,1986年出生,硕士,工程师。主要从事火箭贮箱焊接工艺等方面的研究工作,已发表论文3篇。
