螺纹锁固剂在拖拉机紧固件上的研究及应用
2017-07-12韩永江王雪谢富明朱蒙王鑫博褚爽
韩永江,王雪,谢富明,朱蒙,王鑫博,褚爽
(第一拖拉机股份有限公司第三装配厂,河南洛阳 471003)
螺纹锁固剂在拖拉机紧固件上的研究及应用
韩永江,王雪,谢富明,朱蒙,王鑫博,褚爽
(第一拖拉机股份有限公司第三装配厂,河南洛阳 471003)
针对拖拉机结构件螺纹锁固剂涂抹工艺进行分析,按3种方案开展实验,探讨涂胶工艺新方法,以实现提高涂胶质量及可靠性的目的。
螺纹锁固剂;涂胶工艺;涂胶质量;可靠性
0 引言
拖拉机零部件之间一般采用螺栓进行相连,通过螺栓的外螺纹与螺母内螺纹(或零部件孔内螺纹)的紧密配合,实现两个或多个零部件之间的连接。现阶段我国多数制造企业为了防止某些产品关键部位螺栓在装配后出现异常松动的现象,特要求装配前在螺栓螺纹表面涂抹螺纹锁固剂,以降低螺栓松动的风险。然而,大多数企业对螺纹锁固剂的性能、使用方法、使用范围及使用标准等并不是很了解,往往导致螺栓在涂抹螺纹锁固剂后并不能起到应有的放松效果,甚至造成产品故障,影响企业形象。因此,开展螺纹锁固剂工艺试验研究,进一步明确其性能及使用方法很有必要。下面以拖拉机差速器销钉为例进行分析与说明。
1 差速器销钉使用螺纹锁固剂主要存在的问题
从市场用户反馈回来的信息为:拖拉机在作业一段时间后,差速器销钉(装配前已涂抹螺纹锁固剂)脱落(如图1所示),造成差速器总成及变速箱总成报废。
初步分析导致这一问题出现的原因如下:一方面为拖拉机在作业过程中,差速器销钉长时间浸泡在润滑油中,且随着拖拉机连续作业时间的不断增加,润滑油的温度可迅速上升至约90 ℃,高油温对差速器销钉上涂抹的螺纹锁固剂有一定的破坏作用;另一方面为拖拉机在作业过程中,差速器总成随着拖拉机不断地震动,同时螺纹锁固剂达不到应有的强度要求,最终导致差速器销钉脱落。

图1 差速器销钉松动脱落造成差速器总成报废
为了防止类似问题再次出现,特针对拖拉机涂抹螺纹锁固剂的部位进行工艺试验,以彻底解决螺栓松动脱落问题。
2 螺纹锁固剂工艺试验
此次主要针对拖拉机涂抹螺纹锁固剂的紧固件及螺纹锁固剂1262及1271为研究对象进行工艺试验,鉴于拖拉机差速器销钉及其他紧固件涂胶部位的装配工艺性及试验的条件允许状况,试验按以下3种方案进行:
方案一:螺纹锁固剂耐油性试验
为了验证螺纹锁固剂1262及1271的耐油性,即验证螺纹锁固剂1262及1271在轻油表面结构使用后的固化性能,特装配15台次差速器总成,针对差速器销钉在装配前是否清洗及涂抹不同规格的螺纹锁固剂进行对比验证。试验图片如图2所示。
试验条件及过程统计如表1所示。
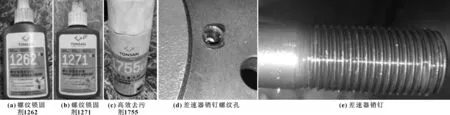
图2 螺纹锁固剂耐油性对比试验

序号螺纹锁固剂型号销钉清洗状况胶液固化时间数量销钉拆卸结果11271未清洗室温放置30h32台拆不下,1台拆下21271清洗机内清洗室温放置30h22台均未拆下31262清洗机内清洗室温放置30h22台均能拆下41262未清洗室温放置15h33台均能拆下51271使用1755高效清洗剂喷涂清洗室温放置15h55台均未拆下
方案二:螺纹锁固剂高温试验
为了更加真实地模拟差速器销钉在整机工作中的实际工况,特将涂抹有螺纹锁固剂1271及1262的差速器销钉装配后,浸泡在油液中或者放置在烤箱中,以恒定的温度持续加热数个小时,然后对销钉进行拆解,观察差速器销钉是否会出现松动现象,以此来判定螺纹锁固剂1271及1262的紧固效果。试验图片如图3所示。
试验条件及过程统计如表2所示。
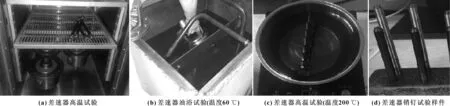
图3 螺纹锁固剂高温对比试验
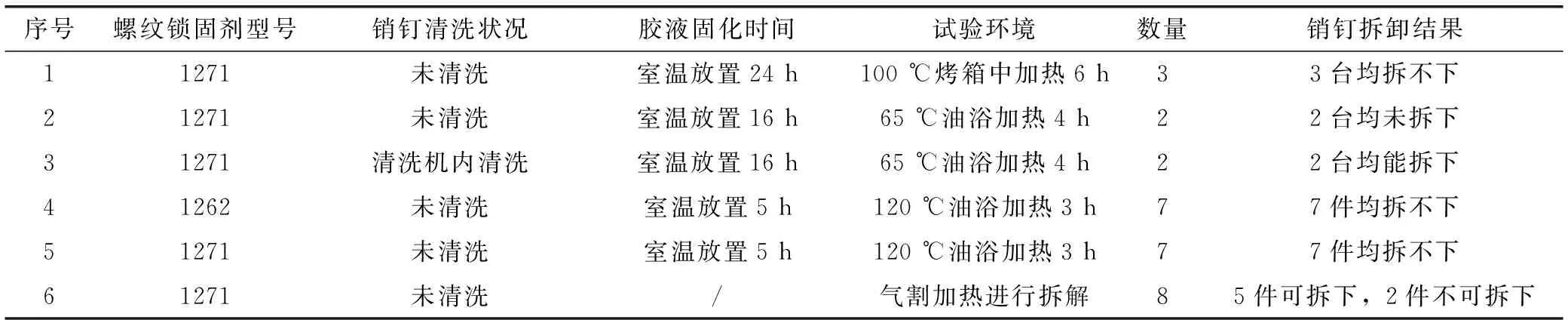
序号螺纹锁固剂型号销钉清洗状况胶液固化时间试验环境数量销钉拆卸结果11271未清洗室温放置24h100℃烤箱中加热6h33台均拆不下21271未清洗室温放置16h65℃油浴加热4h22台均未拆下31271清洗机内清洗室温放置16h65℃油浴加热4h22台均能拆下41262未清洗室温放置5h120℃油浴加热3h77件均拆不下51271未清洗室温放置5h120℃油浴加热3h77件均拆不下61271未清洗/气割加热进行拆解85件可拆下,2件不可拆下
方案三:螺纹锁固剂扭矩对比试验
通过对拖拉机紧固件涂抹螺纹锁固剂1262前后螺栓、锁紧螺母等扭矩的对比检测,计算涂胶后扭矩较涂胶前的增加值,以此来判定涂胶的效果。为了试验的可操作性,此次试验要求涂胶至少保证2 h后再进行扭矩检测。此次试验主要分为以下步骤:
(1)在检测部位均匀涂抹螺纹锁固剂1262,并按工艺要求保证装配扭矩;
(2)待涂胶达2 h或2 h以上后,使用数显扭矩扳手对涂胶部位的螺栓、螺母等进行拆解;
(3)记录拆解扭矩值,并观察涂胶部位胶液是否干燥。
试验过程如图4所示。
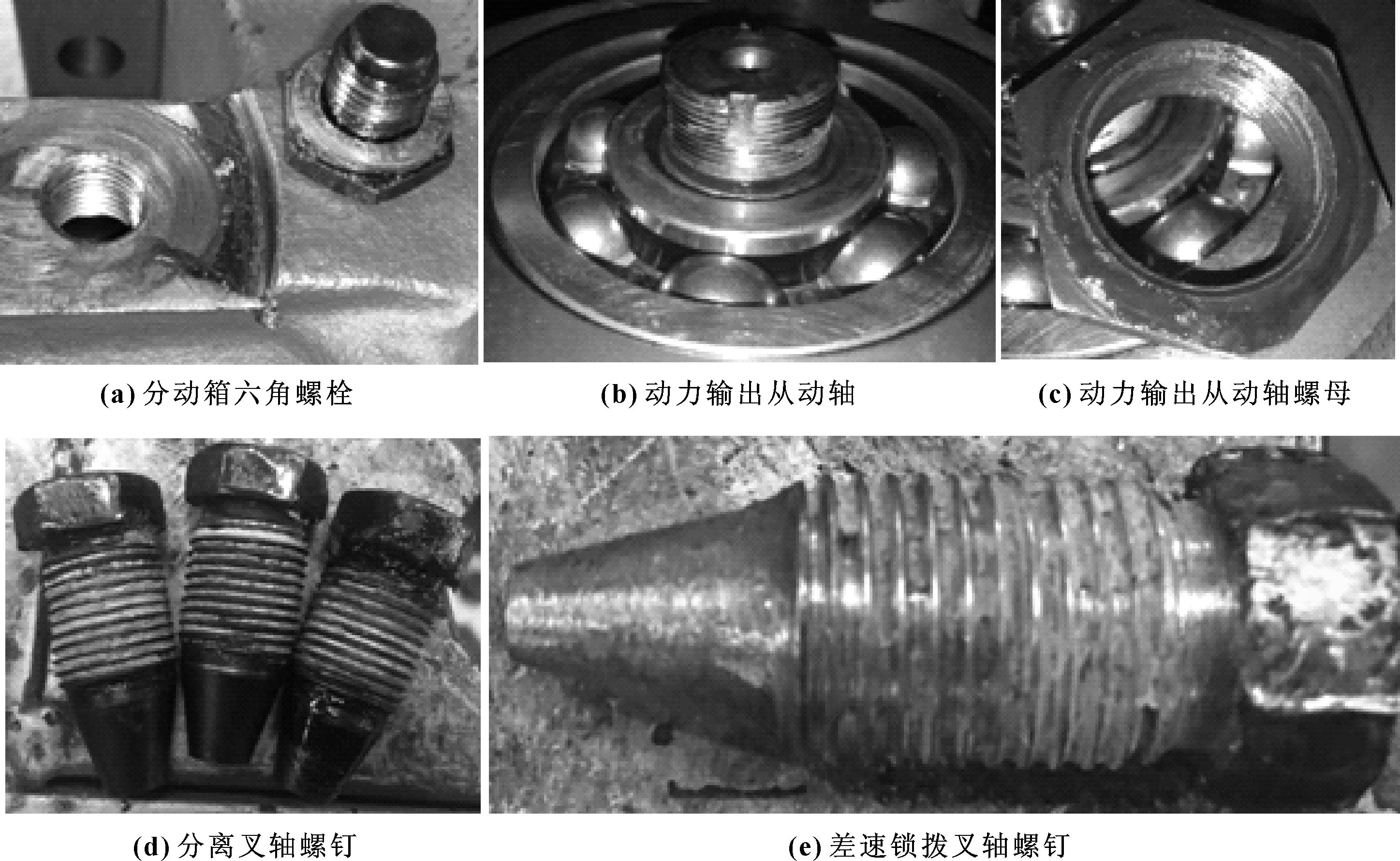
图4 螺纹锁固剂扭矩对比试验
检测试涂胶部位扭矩,数据记录如表3所示。

表3 扭矩检测数据记录
经过上述3种方案对螺纹锁固剂1262及1271固化效果的验证,可以得出以下结论:
(1)螺纹紧固胶1271效果优于1262;
(2)预涂胶部位清洗比未清洗涂胶效果更好;
(3)高温油浴对螺纹锁固剂使用效果影响不大;
(4)涂胶部位拆解扭矩较装配扭矩有所增加,增幅为1%~65%,除测量误差外,可以判定涂抹螺纹锁固剂1262具有一定的紧固防松效果。
3 螺纹锁固剂使用方法分析
通过对螺纹锁固剂相关性能的工艺验证,以及借鉴多年的拖拉机装配经验,现将螺纹锁固剂的使用方法总结如下:
涂胶前的表面处理。预涂胶的零件表面应保持清洁,无油渍,可以使用专用清洗机除去油污及杂质。
涂胶过程的注意事项。如图5所示,在螺纹紧固件的外螺纹上涂抹螺纹锁固剂时,螺纹开始的2~3个螺距处不应涂胶;涂胶宽度约为螺纹公称直径的1~1.5倍;涂胶厚度等于螺纹高度,干燥后胶膜厚度约为螺纹高度的1/3。
在使用螺纹锁固剂时,出现密封间隙较大、环境温度低于15 ℃、零件材料为惰性金属的情况时,可在两个相配零件中的任意一个零件表面先喷涂促进剂(如促进剂1755),待促进剂挥发后再涂抹螺纹锁固剂。

图5 螺纹涂胶示意图
涂胶后的拆卸。螺纹紧固件在胶液固化后,可用一般工具进行拆卸;特殊情况下(如螺纹表面涂抹螺纹锁固剂1272),可将零部件加热到200~250 ℃,再使用工具进行拆卸。
4 结束语
综上所述,一般对于运动部件或作业工况不好(例如震动、旋转)的部位,建议使用固化强度较好的胶液种类(如螺纹锁固剂1271),使用效果比较好;对于一般只需螺栓紧固、作业工况较好的部位,建议使用固化强度较弱的胶液(如螺纹锁固剂1262)。合理选择胶液的种类及型号,可避免不必要的浪费,达到事半功倍的效果。
【1】先进实用技术和产品五则[J].设备管理与维修,2009(11):67.
【2】汉高中国有限公司.耐高温高强度螺纹锁固剂和螺纹密封剂[J].设备管理与维修,2010(3):73.
【3】汉高针对亚太地区推出全新的Loctite高温螺纹锁固剂和螺纹密封剂[J].世界轨道交通,2009(11):69.
【4】胡红旗.ASACLEAN(R)爱塑洁螺杆清洗剂产品介绍及应用[J].化工新型材料,2010,38(2):118-119.
Research and Application of Thread Locking Agent in Tractor Connection
HAN Yongjiang,WANG Xue, XIE Fuming,ZHU Meng,WANG Xinbo, CHU Shuang
(The Third Assembly Plant of China YTO Group Limited Coporation,Luoyang Henan 471003,China)
Analysis in coating process of applying for tractor structure connection with thread locking agent was carried out. Three kinds of experimental projects were developed, and a new method of coating process was discussed.The goal of improving the quality and reliability of glue coating process is achieved.
Thread locking agent;Coating process; Coating quality; Reliability
2016-12-19
韩永江,男,工学学士,助理工程师,主要研究方向为拖拉机的设计与制造。E-mail:464208321@qq.com。
10.19466/j.cnki.1674-1986.2017.04.013
U469.79
B
1674-1986(2017)04-051-04
