优化工艺参数降低苯中溶剂含量
2017-06-08陈利维张天嵌
陈利维,张天嵌
(中国石油宁夏石化公司,宁夏银川 750026)
优化工艺参数降低苯中溶剂含量
陈利维,张天嵌
(中国石油宁夏石化公司,宁夏银川 750026)
针对苯抽提装置苯产品中溶剂含量偏高的问题进行了全面分析。通过对工艺参数调整,发现当原料中苯含量降低时应减少回收塔汽提水用量才能确保苯产品溶剂含量合格,并针对回收塔操作提出节能降耗建议,为同类装置的稳定运行提供指导。
溶剂;汽提水;苯抽提;回收塔
随着汽车工业的快速发展,汽车尾气已成为城市首要污染源。汽车尾气中的苯具有极大致癌危险,长期呼吸含苯的汽车尾气会降低人体抵抗力,出现呼吸道感染和败血症等疾病,因此,世界各国新的汽油标准对苯的限制日益严格。我国现行国Ⅴ汽油标准要求汽油中苯的体积分数≤1.0%,预期将要发布的国Ⅵ车用汽油标准将进一步降至≤0.8%。
降低汽油中苯的关键在于降低重整汽油苯含量,通常重整汽油对汽油中苯的贡献达到70%以上。降低重整汽油中苯有三条途径:(1)脱除重整原料中的苯及前驱体;(2)调整重整装置操作,减少苯的生成;(3)通过苯抽提装置或苯的加氢饱和等途径脱除重整生成油中的苯。苯抽提装置对重整汽油辛烷值影响小,不影响氢气收率,还可生产苯产品为企业带来利润,已成为降低汽油苯含量的主要途径。
某公司10×104t/a苯抽提装置采用SUPER-SAE-Ⅱ液-液芳烃抽提专有技术,以环丁砜为溶剂,以直馏汽油连续重整装置生产的C6组分为原料,通过液-液萃取过程,再经蒸馏、吸收精制得到合格苯产品,并副产抽余油[1]。
1 工艺概述
来自重整装置的C6原料进入抽提塔,在抽提塔中苯进入溶剂并从塔底抽出,非芳烃部分从塔顶分离出来,通过水洗生产用于调和汽油的抽余油;抽提塔底部富含苯的溶剂通过汽提后进入溶剂回收塔,将溶剂与苯进行分离,溶剂通过再生单元再生后返回抽提塔循环使用,苯产品经进一步精制后送出装置。
2 存在问题
开工初期,装置基本处于满负荷运行状态,苯产品纯度可达99.95%,但苯中溶剂环丁砜含量一直偏高,维持在25 mg/L以上,导致苯产品硫含量严重超标,产品质量不合格,同时溶剂通过苯产品被带出装置,造成系统溶剂损失量增大。
3 原因分析及对策
由于原油性质变化及前序连续重整装置运行波动,苯抽提装置开工初期,C6原料中苯含量维持在24%左右(甚至出现14.5%),与原料中苯含量36.64%的设计值发生较大偏离,导致在设计的操作条件下无法产出合格苯产品。若采用部分苯循环的方式调整C6原料中苯含量达到设计值,以达到设计的操作条件,将会造成装置能耗增加,严重影响经济效益,不应作为调整操作的首选途径[2-4]。
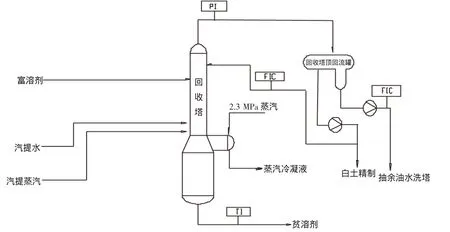
图1 回收塔工艺流程
在苯抽提装置中,回收塔是苯与溶剂分离的关键设备,作用是将富溶剂中的苯蒸出,同时完成溶剂循环,其操作稳定性直接决定了苯产品质量,同时回收塔在整个装置能耗中占有较大比例,是主要耗能设备之一,回收塔工艺流程(见图1)。
富含苯的富溶剂进入回收塔上部,通过回收塔的塔底重沸器对塔内介质加热,苯与水在回收塔中被蒸出,以气态进入塔顶回流罐,沸点较高的溶剂从回收塔底部抽出循环利用。共沸物在塔顶冷却后,在塔顶回流罐中通过静置作用实现苯与水的分离,苯产品经后续白土精制后送入罐区,水循环使用。
开工初期,装置处于不稳定状态,调整频繁且幅度较大极易造成苯产品溶剂含量高及波动大。随着装置运行逐渐平稳,各操作参数达到设计值,运行过程中苯产品中溶剂含量快速降低(见图2)。
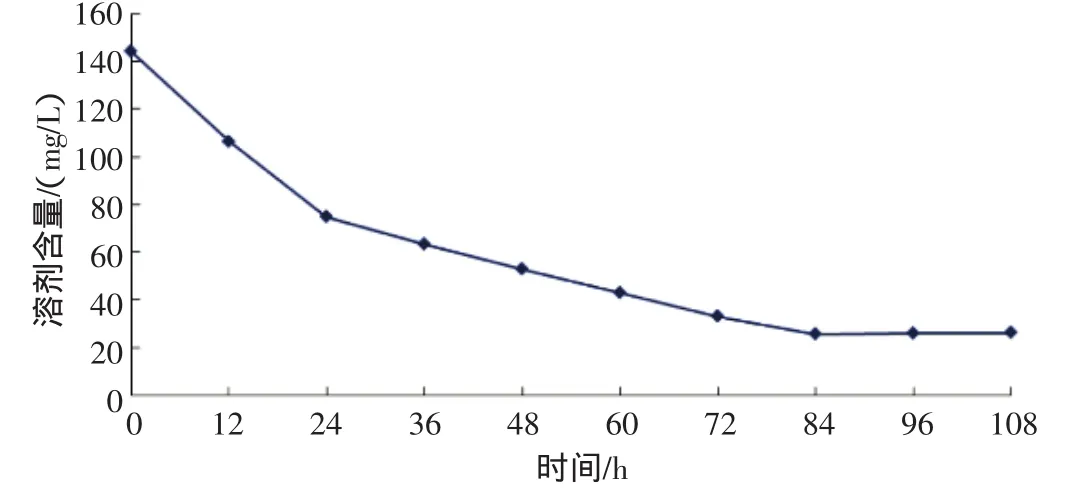
图2 溶剂含量随循环时间的变化
但随着装置运行平稳时间的延续,回收塔顶回流罐中溶剂含量较高的苯产品被逐渐稀释和置换,分离后的苯产品中溶剂含量逐渐减少,当溶剂含量降低至26 mg/L左右后不再变化,表明在此操作条件下,进入到塔顶回流罐的苯中溶剂含量在26 mg/L左右,需对回收塔操作进一步优化。
影响回收塔运行的主要操作条件包括塔底温度、塔顶回流、塔顶压力和汽提蒸汽(水)量,需通过优化工艺操作寻找提高苯与溶剂分离效果的最佳途径。通过对各操作参数的调整,得到如下结果(见图3~图6)。
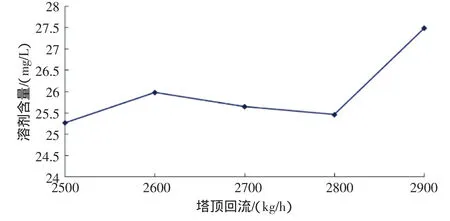
图3 溶剂含量随塔顶回流的变化
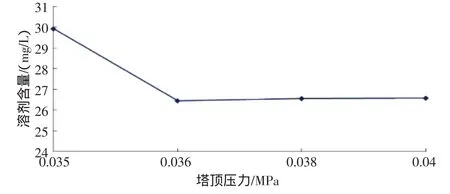
图4 溶剂含量随塔顶压力的变化

图5 溶剂含量随塔底温度的变化
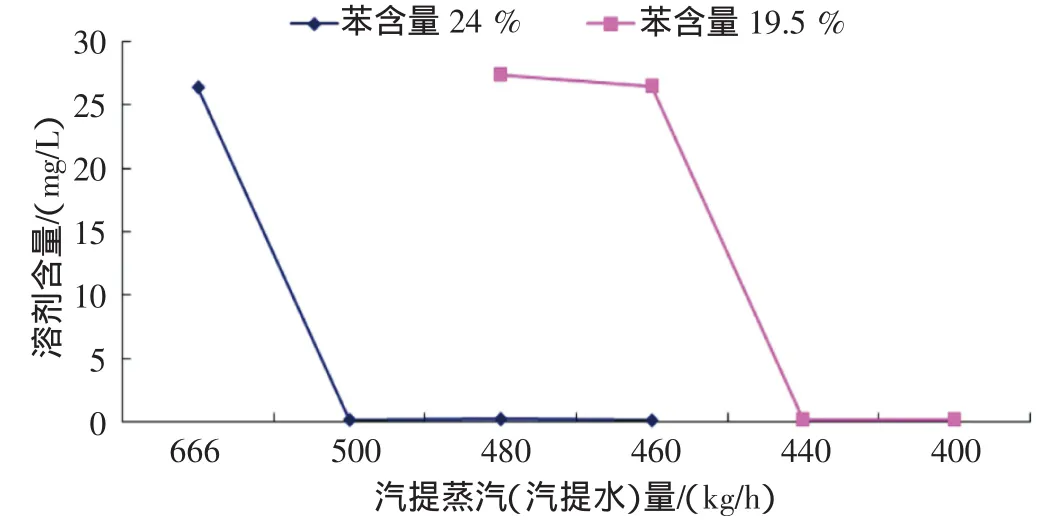
图6 溶剂含量随汽提蒸汽(汽提水)量的变化
图3、图4、图5表明塔顶回流量、塔顶压力、塔底温度均不是导致苯产品溶剂含量偏高的主要原因。塔顶回流量过大消耗能量增大,顶负荷增大破坏塔的稳定操作,在满足产品要求下,应选择较低的塔顶回流量以降低能耗;在确保装置微正压,防止空气进入系统造成溶剂氧化变质和腐蚀设备的前提下,应选择较低的塔顶压力以提高回收塔蒸发效率,减少塔底重沸器加热蒸汽用量;塔底温度设计温度172℃,远低于溶剂沸点285℃,不会引起溶剂大量蒸发,溶剂在超过200℃将加快分解,塔底温度过低将导致贫溶剂中苯含量增加、水含量增加,影响前序抽提塔波动和溶剂选择性。
图6表明汽提蒸汽(水)量偏大是导致苯产品中溶剂偏高的关键原因。原料中苯含量为24%时,保持其他操作参数不变,降低进入回收塔的汽提蒸汽(水)量到一定程度时,塔顶苯产品中溶剂含量大幅降低,达到苯与溶剂分离的目的,进一步减少对分离效果影响不大;当原料中苯含量降低时,需进一步减少回收塔汽提蒸汽(水)用量,确保分离效果。此时,回收塔的操作参数(见表1)。

表1 回收塔系统主要操作条件
苯不溶于水,通过静置可实现分离,且能形成低共沸物。回收塔下部加入汽提蒸汽(汽提水),降低了烃分压,并使水与苯形成低共沸物,降低蒸发塔底所需加热温度,避免由于塔底温度较高,溶剂分解带来的设备腐蚀,并使塔底贫溶剂保持稳定含水量,保持溶剂合理的选择性,保证前序抽提效果。根据共沸物组成数据,在苯-水共沸物中,水含量8.83%,苯含量91.17%。该装置在原料苯含量24%满负荷稳定运行时,回收塔系统中产出苯产品2 640 kg/h,塔顶回流量2 500 kg/h,回收塔塔顶苯-水共沸理论需水量498 kg/h,与图6一致,此时塔顶馏出水全部来源于苯-水共沸,不存在过量水,装置运行平稳,苯产品不含溶剂。
回收塔系统在稳定的塔顶压力、塔底温度、塔顶回流时,汽提蒸汽(汽提水)用于满足苯-水共沸后,塔底溶剂及塔底溶剂中微量水与其蒸汽形成稳定的汽液平衡状态,保持溶剂中稳定的水含量。由于塔底温度高于水的沸点,当回收塔中汽提蒸汽(水)量超出共沸所需时,过量的汽提蒸汽(水)汽化形成向上的动力,将部分溶剂带至塔顶,冷却后进入塔顶回流罐,在塔顶回流罐苯与水分离过程中,溶剂进入苯产品层,造成苯产品溶剂含量偏高。当汽提蒸汽(水)量过低时,无法满足全部苯形成苯-水共沸物,将会增加蒸出苯的能耗,并降低溶剂中水含量,影响溶剂抽提选择性。合理控制回收塔中汽提蒸汽(水)用量是回收塔操作的关键。
该工艺,水进入回收塔有汽提蒸汽和汽提水两个途径。汽提蒸汽是水系统回收贫溶剂热量而产生的,保证了贫溶剂温度降低到规定要求,避免抽提塔中溶剂因温度过高而降低选择性,同时能够减少回收塔中苯蒸发所需能量,降低塔底加热负荷,有助于装置节能。在满足苯-水共沸的前提下,减少汽提水量,在减少回收塔能量消耗同时,可降低汽提水泵负荷。从节能考虑,回收塔操作中应最大限度利用全部汽提蒸汽,合理降低汽提水量。
4 结论
当抽提原料中苯含量较低时,通过优化回收塔操作表明:苯产品中溶剂含量偏高主要是汽提蒸汽(水)量超出苯-水共沸所需,过量汽提蒸汽(水)将部分溶剂带入塔顶,进入苯产品中,导致苯产品中溶剂含量偏高。装置实际运行中,按照苯-水共沸所需和装置实际情况,合理控制进入回收塔汽提蒸汽(水)量,可使苯产品中溶剂达到痕量。
从节能考虑,该工艺中合理降低汽提水用量是解决苯产品中溶剂偏高的最佳途径。在满足生产需要前提下,回收塔塔顶压力、塔底温度和塔顶回流量保持在较低值,不影响苯产品质量,并能够减少回收塔能耗,起到节能降耗的作用。
[1] 马爱增,张大庆,潘锦程,等.降低汽油中苯含量的技术选择[J].石油炼制与化工,2009,40(9):1-7.
[2] 陈雷.苯抽提装置存在的问题及解决对策[J].石化技术与应用,2012,30(6):523-525.
[3] 严洁.优化调整操作参数,提高苯抽提产品质量[J].内江科技,2013,(6):41.
[4] 牛峻峰.优化苯抽提塔操作,保证苯产品质量[J].中外能源,2006,(11):66-68.
Optimizing technological parameter reducing solvent content in benzene
CHEN Liwei,ZHANG Tianqian
(PetroChina Ningxia Petrochemical Company,Yinchuan Ningxia 750026,China)
The problem that the solvent was higher than design in benzene product was analysis in this paper.By using operation optimization schemes such as pressure and temperature and so on,it was found when the content of benzene in crude material decrease,the best way to low the solvent content in benzene was reducing the stripped water.Also some advices about decreasing energy cost were presented to make sure the device was operated at best status.
solvent;stripped water;benzene extraction plant;recovery tower
TE962
A
1673-5285(2017)05-0130-04
10.3969/j.issn.1673-5285.2017.05.031
2017-05-03
陈利维,男(1983-),硕士研究生,工程师,现于宁夏石化公司从事石油化工装置的技术管理工作。
