首台-100℃用08Ni3DR钢制3 000 m3乙烷球罐的制造焊接工艺
2017-06-05章小浒黄金国房务农王清栋刘文亮
徐 亮,章小浒,黄金国,房务农,王清栋,刘文亮
(1.合肥通用机械研究院 国家压力容器与管道安全工程技术中心,安徽合肥230031;2.大连金鼎石油化工机器有限公司,辽宁 大连 116103)
首台-100℃用08Ni3DR钢制3 000 m3乙烷球罐的制造焊接工艺
徐 亮1,章小浒1,黄金国1,房务农1,王清栋1,刘文亮2
(1.合肥通用机械研究院 国家压力容器与管道安全工程技术中心,安徽合肥230031;2.大连金鼎石油化工机器有限公司,辽宁 大连 116103)
采用国产-100℃的08Ni3DR钢用于3 000 m3乙烷球罐的制造。针对低温容器钢的特点,制定出合理的焊接工艺,满足了乙烷球罐焊接接头的低温冲击韧性要求。08Ni3DR钢焊接工艺的一个重点是保证焊接接头的低温冲击韧性,尽量采用小电流、窄焊道快速焊接,同时严格控制较低的焊接线能量,合理控制层间温度,确保焊缝金属晶粒均匀,同时采取焊前预热、焊后及时后热消氢处理等措施,以保证焊接接头的低温韧性。
08Ni3DR;低温球罐;焊接工艺;低温韧性
0 前言
中国石油化工股份有限公司天然气分公司山东液化天然气(LNG)项目接收站工程轻烃罐区设有1台3 000 m3乙烷球罐(设计温度-94℃、设计压力1.77 MPa),该球罐为国内首台球壳采用08Ni3DR钢板制造的球罐。在此详细阐述08Ni3DR钢制低温压力容器的制造加工、焊接工艺、焊后热处理等,以掌握08Ni3DR钢制球罐的焊接、焊后热处理性能及其质量控制技术要点,使球罐制造及现场安装过程的焊接工艺准确可靠。
1 3 000 m3乙烷球罐
球罐公称容积3 000 m3,设计压力1.77 MPa,设计温度-94℃,内径18 000 mm,名义壁厚52 mm,壳体材料08Ni3DR,锻件材料08Ni3D。该球罐结构型式为三带十柱混合式,存储介质为乙烷[1]。
2 08Ni3DR钢板
08Ni3DR钢板由舞阳钢铁有限责任公司生产,材料熔炼的化学成分要求见表1,钢板的化学成分(成品分析)偏差应符合GB/T222规定。球罐球壳用34块钢板共5个炉号,球罐上支柱用5块钢板均为1个炉号。按炉号逐一对6炉钢板进行成品分析,复验结果见表2。由表2可知,不同炉号的钢板成分均匀,偏析轻微。该钢对杂质元素S、P含量控制较标准要求更为严格,已经达到了06Ni9DR(9Ni)钢对S、P含量的要求。
两种厚度规格的08Ni3DR钢板的力学性能的标准值和复验值见表3[1]。
3 球罐用锻件和焊材
3.1 锻件08Ni3D
锻件08Ni3D使用部位有人孔凸缘、人孔法兰、人孔法兰盖和接管法兰,其中人孔凸缘、人孔法兰、人孔法兰盖为08Ni3DⅣ,其他部位锻件为08Ni3DⅢ。

表1 08Ni3DR钢板的化学成分要求(熔炼分析)[2]%
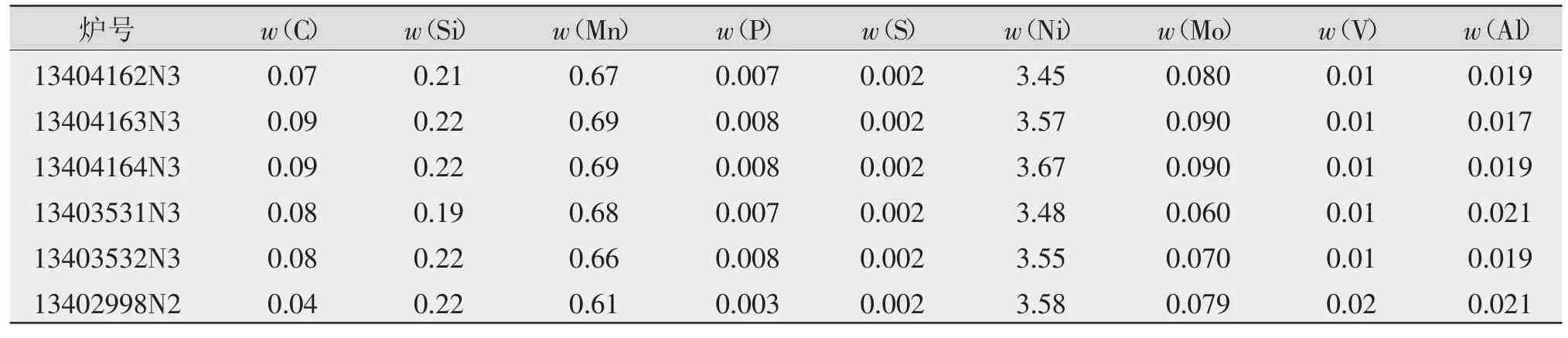
表2 08Ni3DR钢板的化学成分 (成品分析) %
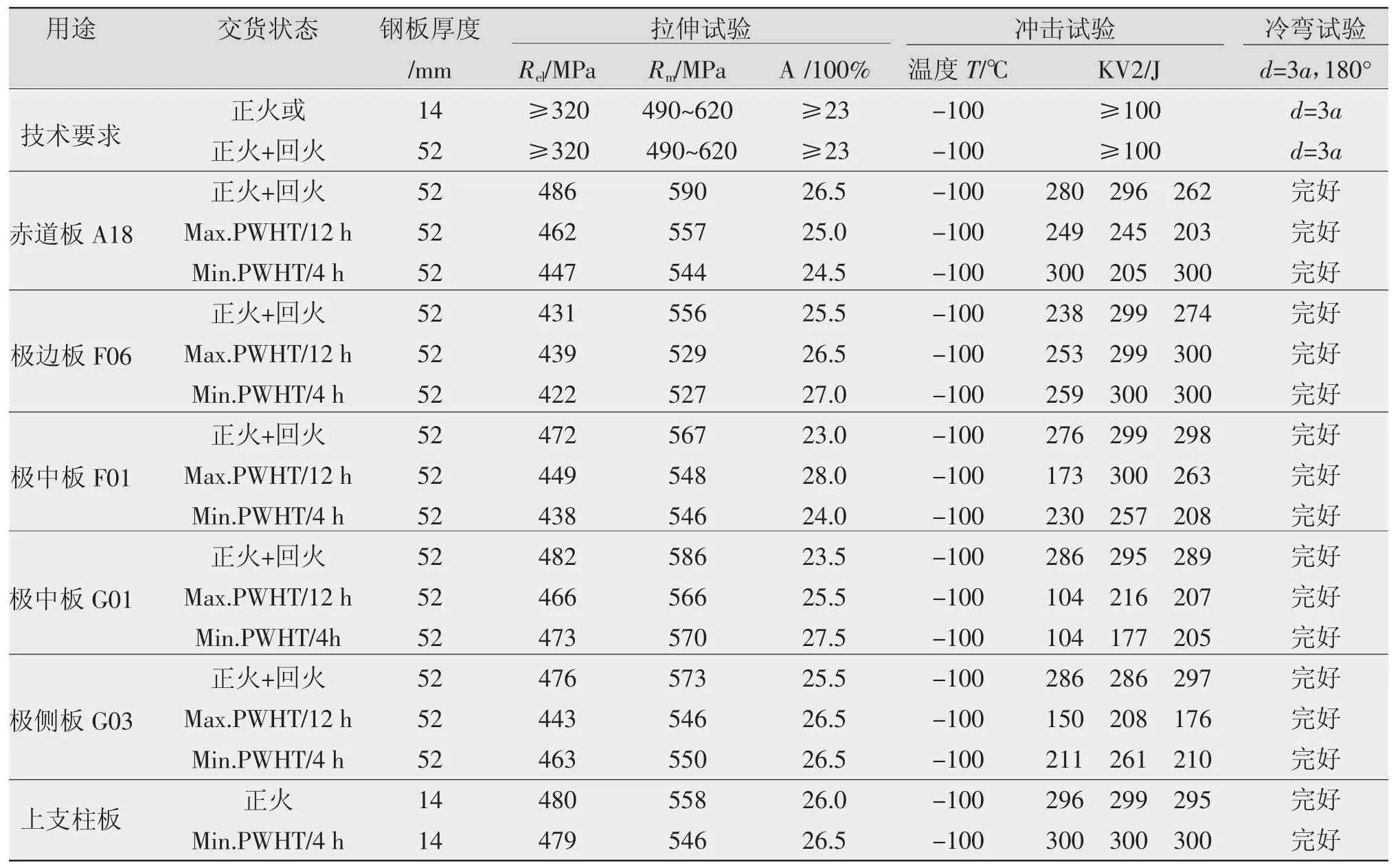
表3 两种厚度的08Ni3DR钢板的力学性能[1]
08Ni3D化学成分和力学性能如表4、表5所示。-100℃用08Ni3D锻件技术指标高于NB/T 47009-2010《低温承压设备用低合金钢锻件》,对有害元素S、P含量要求较标准更严,适当控制了Ni含量。表5中选取了锻钢的复验值进行比较。由表5可知,08Ni3D钢锻件力学性能完全满足技术要求。

表4 08Ni3D钢锻件化学成分(质量分数) %
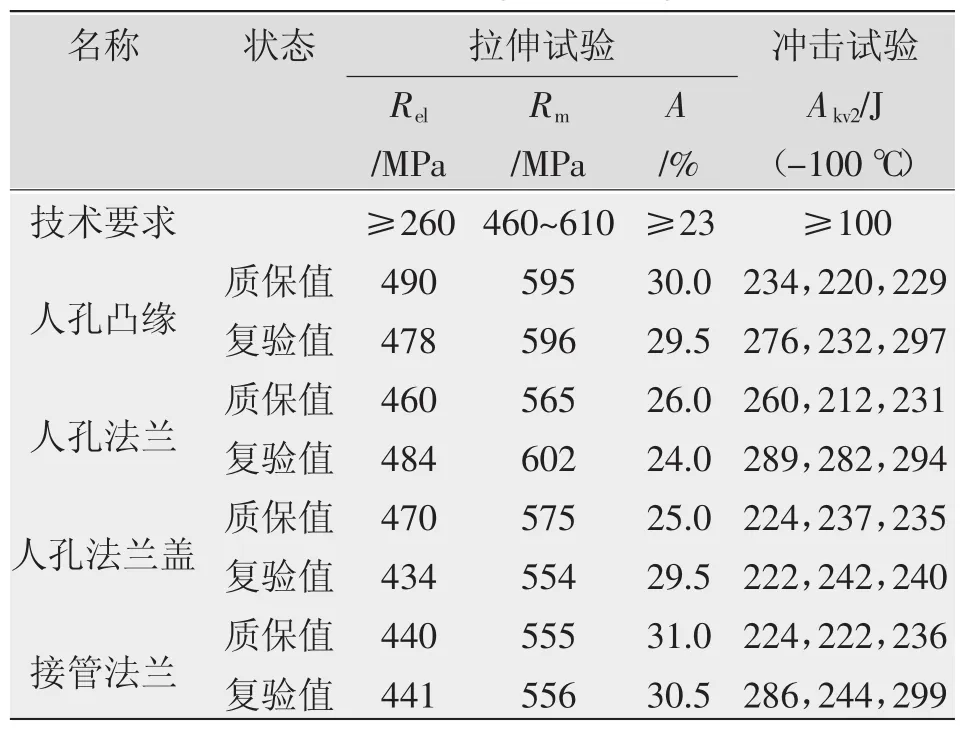
表5 -100℃用08Ni3D钢(调质状态)锻件力学性能[3]
3.2 焊材
焊条牌号E7016-C2L,规格φ3.2mm和φ4.0mm,批号为342461017和342421008。大连金鼎石油化工机器有限公司按批次对熔敷金属的化学成分、力学性能和扩散氢含量进行复验;焊条熔敷金属扩散氢含量[H]委托“国家焊接材料焊接质量监督检测中心”采用热导法进行测定。
焊条的熔敷金属扩散氢含量测定结果如表6所示,E7016-C2L熔敷金属化学成分分析见表7。
对焊条熔敷金属的力学性能(SR态)进行复验,复验结果见表8。
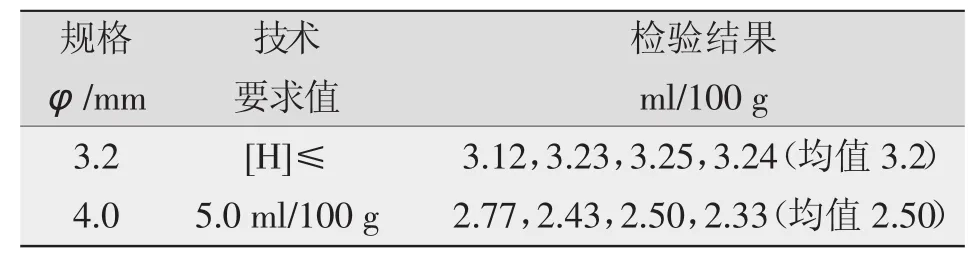
表6 E7016-C2L焊条的熔敷金属扩散氢含量测定结果
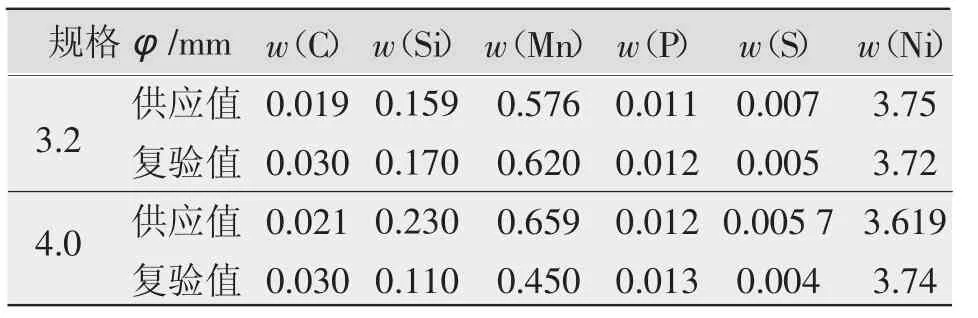
表7 E7016-C2L熔敷金属化学成分成品分析%
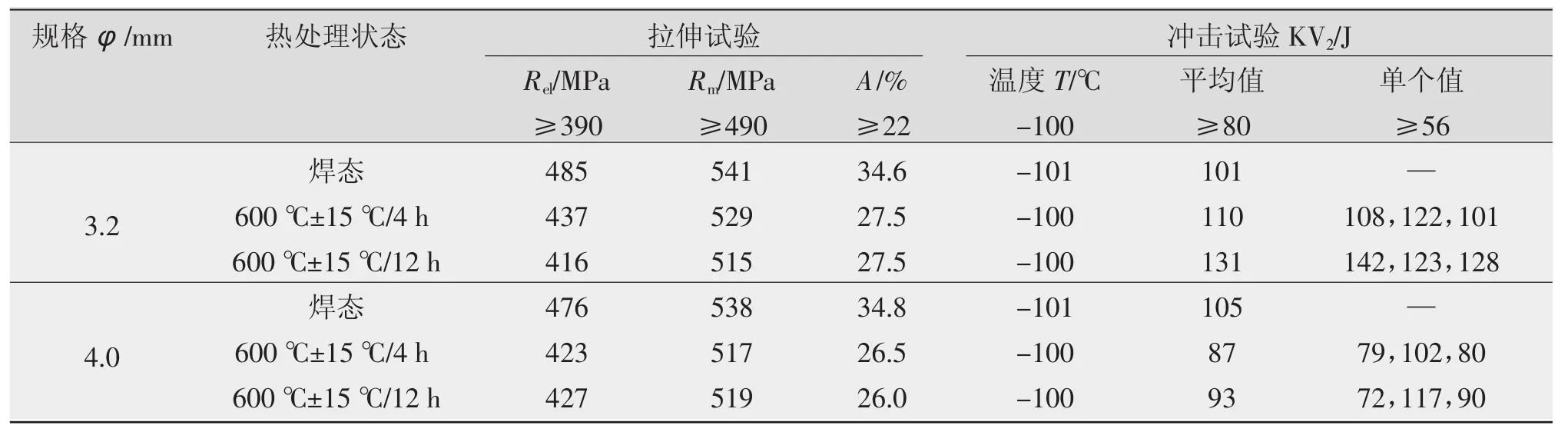
表8 E7016-C2L焊条熔敷金属力学性能[3]
由表8可知,焊材的熔敷金属强度稍低于钢板,低温冲击韧性较钢板和锻钢低得较多,但仍满足-100℃KV2≥60J的技术要求。这可能与焊材的杂质元素S、P含量较母材相比偏高有关。
4 钢板对接焊接工艺试验
在15~35 kJ/cm范围内采用4种不同的焊接线能量对试验用52 mm厚钢板进行施焊。采用横向对接焊,坡口形式如图1所示。焊前预热温度大于等于100℃,层间温度100℃~160℃。
焊接接头冲击试样取样部位均为板厚(大坡口面)的1/4处,焊缝金属的缺口轴线位于焊缝中心线上,热影响区的缺口轴线最大限度地通过热影响区且垂直于板厚方向[4],如图2所示。
试板数量共3对(6块),试板焊接记录见表9。
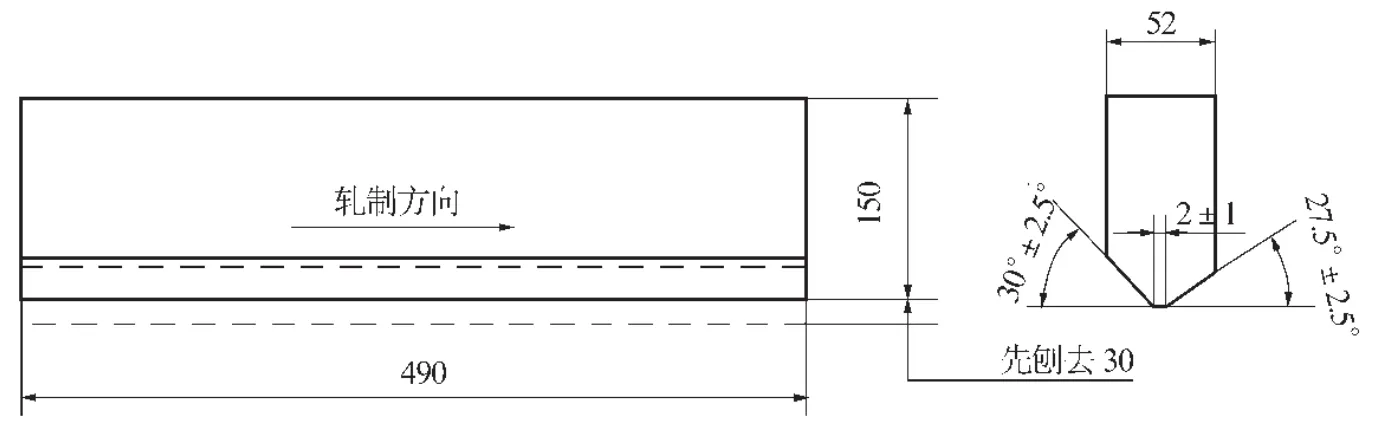
图1 焊接试板尺寸示意
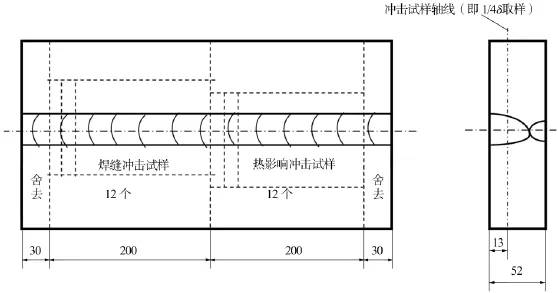
图2 不同焊接线能量施焊后焊接接头冲击试样取样示意
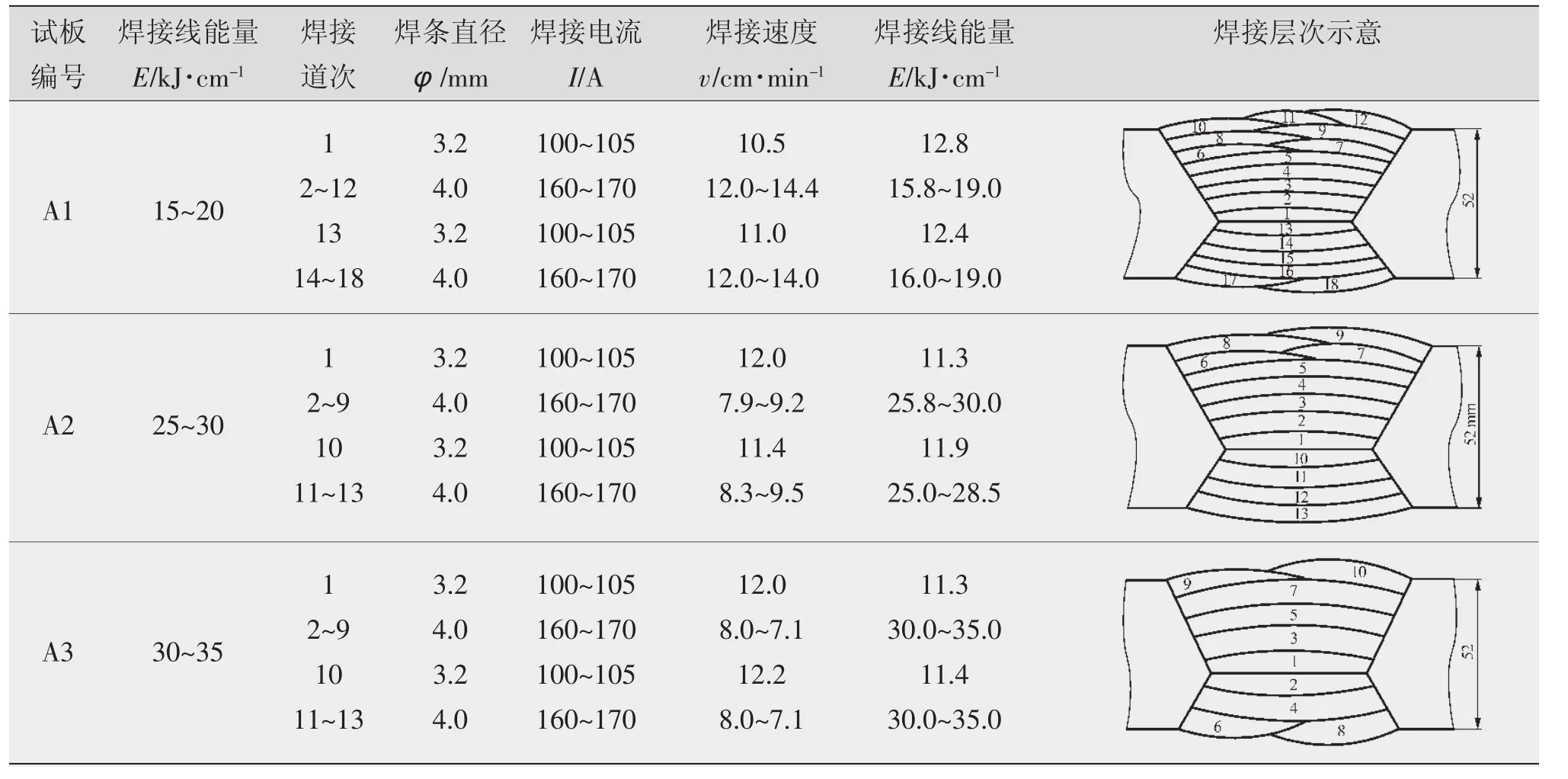
表9 不同焊接线能量施焊试板的焊接工艺参数
按NB/T47014-2011《承压设备焊接工艺评定》要求进行拉伸试验和冷弯试验,试样横向取样。按NB/T47014-2011、NB/T47016-2011《承压设备产品焊接试件的力学性能检验》和GB/T232-2010《金属材料 弯曲试验方法》进行冲击试验。试验结果如表10所示。

表10 焊接接头不同焊接工艺力学性能试验结果
由表10可知,在15~30kJ/cm焊接线能量范围内,随着焊接线能量的增加,焊接接头的抗拉强度略有下降,-100℃的焊缝金属和焊接热影响区的冲击吸收能呈现明显下降趋势。焊接接头的强度和韧性均能满足技术要求。
5 球罐制造焊接工艺评定
5.1 设计文件的技术要求
(1)施焊前按照NB/T 47014-2011对焊接接头进行焊接工艺评定试验(评定项目包括焊接接头返修、承压件上永久性或临时性焊接接头以及定位焊接接头),并按设计文件要求及评定合格的焊接工艺制订焊接工艺规程。焊工应严格遵守该规程,并有施焊记录。
(2)焊接工艺评定所用试板的母材(包括热处理状态)和焊接材料均应与产品制造时一致。
(3)焊接工艺评定试板需按球罐现场整体焊后热处理工艺进行消除应力热处理。焊接接头夏比(V型缺口)冲击试样为3组(每组3个试样),缺口分别开在焊缝金属和热影响区(包括08Ni3DR钢板及08Ni3D锻件侧热影响区),试样缺口轴线须垂直于试件的表面[5]。
(4)焊接工艺评定试件力学性能(包括最大程度焊后热处理和最小程度焊后热处理)的检验结果应符合表11的规定。
(5)最大程度焊后热处理工艺:热处理温度600℃ ±15℃,恒温时间8 h;升温至400℃以上时,升温速度50~80℃/h;降温时高于400℃时,降温速度30~50℃/h,400℃以下自然冷却。

表11 力学性能的技术要求(SR态)
(6)制造厂应提供钢板与锻件对接焊完成的产品焊接试板(每台1块),并按现场焊后整体热处理工艺完成焊后热处理。
5.2 球罐焊接工艺评定试验
08Ni3DR钢焊接工艺的一个重点是保证焊接接头的低温冲击韧性。在焊接过程中要尽量减少焊缝接头合金元素的烧损,采用小电流焊接,严格控制焊接线能量,合理控制层间温度,焊后采取缓冷措施[1]。
考虑到舞阳钢铁公司08Ni3DR钢板用于球罐制造为国内首次应用,根据NB/T47014-2011《承压设备焊接工艺评定》,按低温压力容器用钢的焊接特性,针对焊前预热、层间温度及焊接线能量控制等关键点,焊前进行了多规格的焊接工艺评定,覆盖球罐制造过程中不同部位、不同形式和不同材料的焊接工艺。确定该球罐制造需要焊接工艺评定有6个,焊接方法为焊条电弧焊(SMAW),详见表12。
5.3 焊接工艺参数
38 mm厚试板的焊条电弧焊对接坡口采用不对称X型坡口,大坡口50°~60°,小坡口55°~65°;8 mm厚试板采用单边V型坡口。结构简图分别如图3和图4所示。
焊接工艺工艺参数如表13所示。共焊制了6块工艺试板,根据技术要求对焊接工艺试板进行600℃±15℃ SR热处理,最小程度焊后热处理保温时间4h,最大程度焊后热处理保温时间8h。按NB/T47016-2011《承压设备产品焊接试件的力学性能检验》进行力学性能试验,试验结果见表14。
由表14可知:①随着SR热处理时间的延长,试板抗拉强度和-100℃低温冲击韧性没有明显变化,说明SR热处理的保温时间长短对试板强度和韧性影响不明显;②-100℃低温冲击吸收能量值比SR热处理前略有下降,说明热处理对母材和焊缝均有一定程度的影响,但仍可达到技术要求;③该焊接工艺评定能满足实际生产制造的需要。
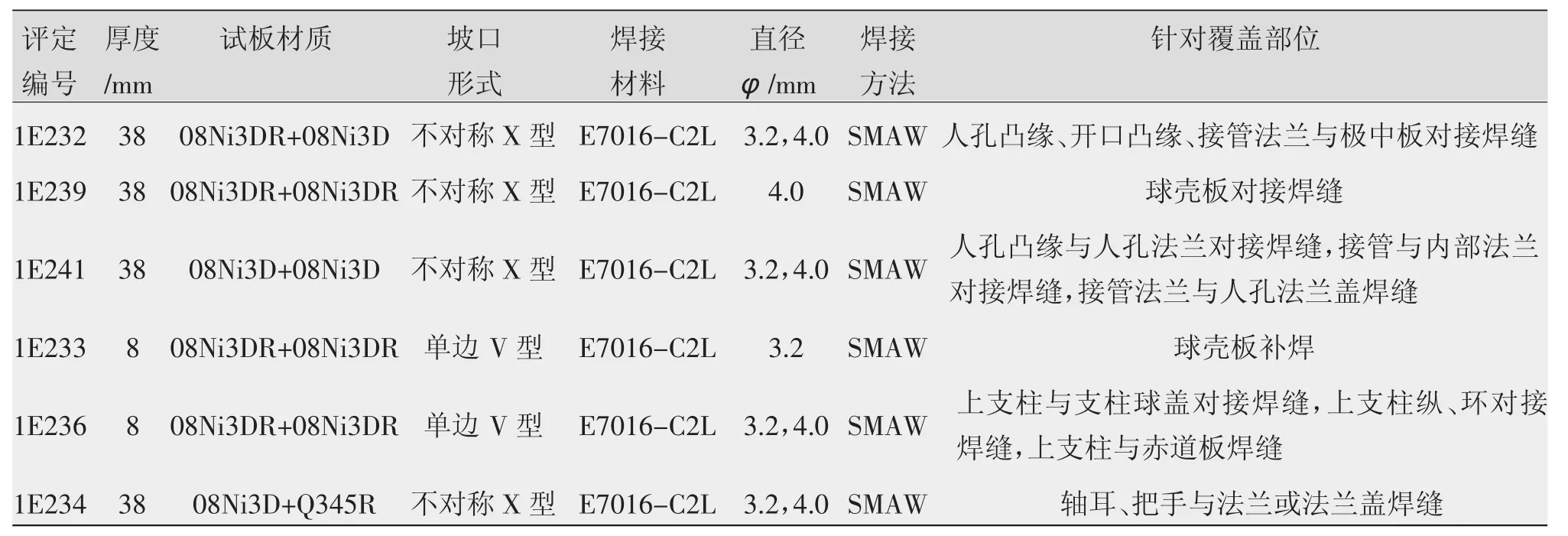
表12 08Ni3DR钢板用于球罐制造焊接工艺评定
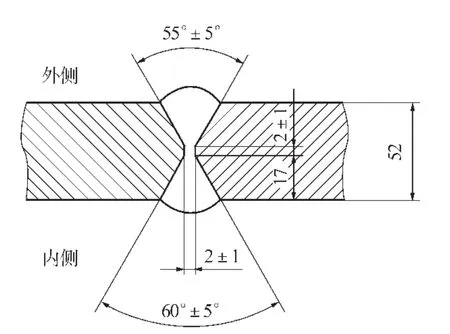
图3 试板的X型焊接接头形式
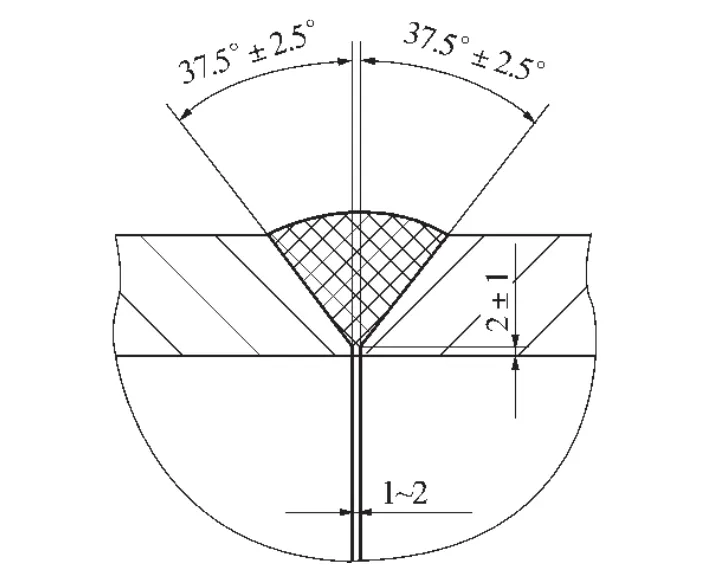
图4 单边V型焊接接头形式

表13 焊接工艺评定试验焊接参数
5.4 球罐制造产品试板焊接
在焊接球罐制造产品试板时(规格δ=52 mm,08Ni3DR+08Ni3D),采用小电流规范进行焊接,线能量17~25 kJ/cm,焊后试板按(600℃±15℃)×4 h工艺规范进行SR处理,试板加工成试样后,试验结果如表15所示。
6 结论
(1)焊接线能量和SR热处理对08Ni3DR材料焊接接头性能尤其是低温冲击韧性有一定的影响,制造过程中需注意工艺控制。
(2)08Ni3D锻件与焊材能基本满足焊接要求,但焊材的低温冲击裕量与钢材相比有一定差距(可能与焊材的杂质元素S,P含量较母材相比偏高有关),-100℃低温焊接材料E7016-C2L性能有待进一步提高,同时说明了08Ni3DR钢对焊接工艺的要求较高。
(3)08Ni3DR钢焊接工艺的重点要考虑保证焊接接头的低温冲击韧性,尽量采用小电流,窄焊道快速焊接,同时严格控制焊接线能量,合理控制层间温度来保证焊接接头的低温韧性。
[1]黄金祥,马宁.-50℃用15MnNiNbDR钢制2 000 m3液氨球罐焊接工艺[J].石油化工设备,2009,38(4):60-63.
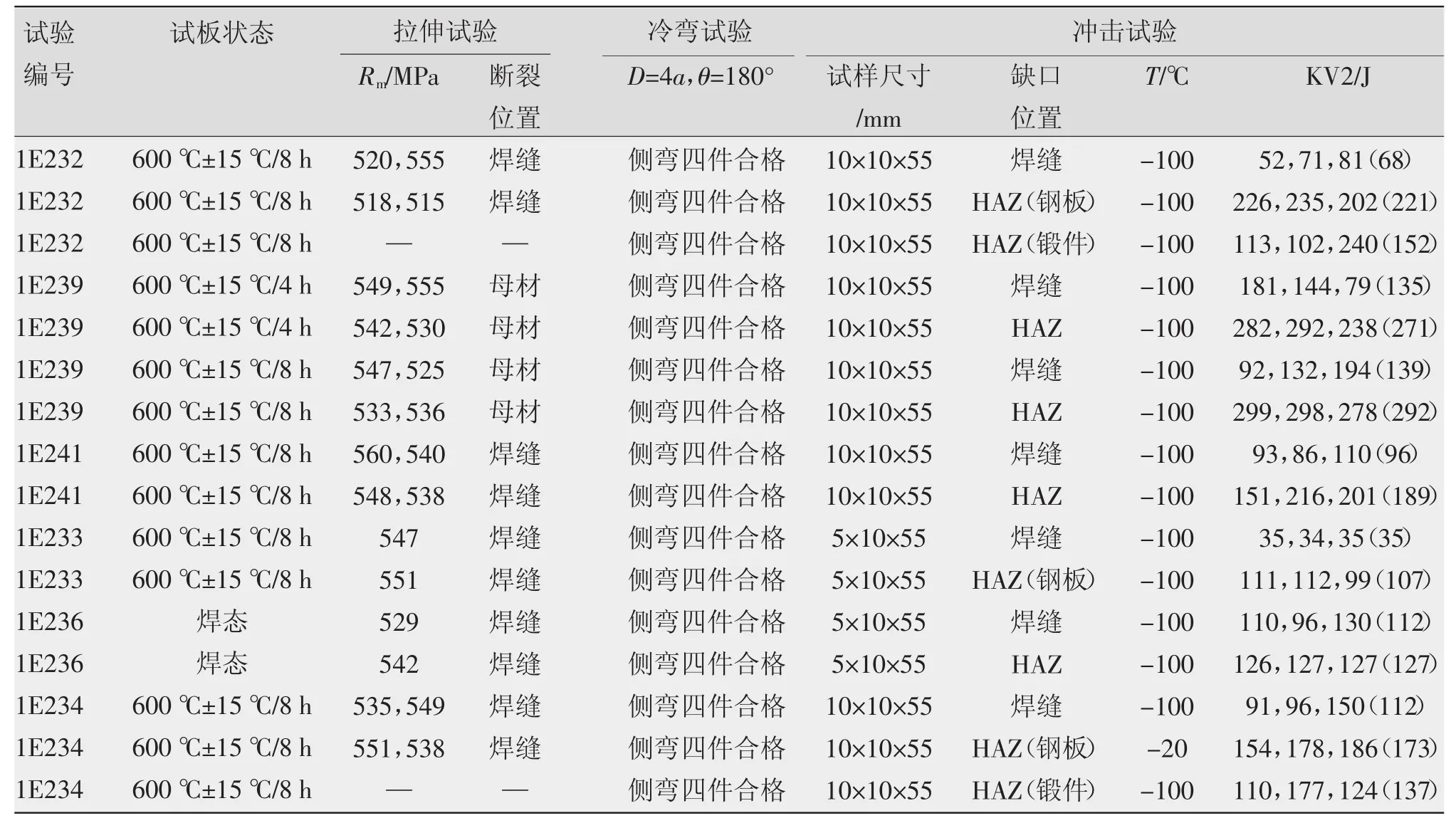
表14 焊接工艺试板试验结果

表15 球罐制造产品试板试验结果
[2]庞辉勇,车金锋,刘生,等.150 mm厚08Ni3DR钢板的开发和热处理工艺研究[C].全国压力容器学术会议,2013.
[3]黄金国,章小浒,张国信,等.首台08Ni3DR钢制3000m3乙烷球罐的设计和制造[J].化工设备与管道,2015,52(6):1-6.
[4]王文国,刘富平,欧阳文华.罐体、罐箱用XG630DR钢板的焊接工艺试验[J].焊接技术,2015(12):76-78.
[5]任晓,霍中雪,王传标.Q370R钢制3 000 m3液氨球罐建造技术[J].电焊机,2014,44(10):164-169.
Welding procedure for fabrication of 3 000 m3ethane steel spherical tank with 08Ni3DR
XU Liang1,ZHANG Xiaohu1,HUANG Jinguo1,FANG Wunong1,WANG Qingdong1,LIU Wenliang2
(1.National Pressure Vessel and Pipe Safety Engineering Technology Center,Hefei General Machinery Research Institute,Anhui230031,China;2.DalianJindingPetrochemicalMachineryCo.,Ltd.,Dalian116103,China)
The domestic-100 steel 08Ni3DR is used for the manufactureof3000m3ethanesphericaltank.Accordingtothecharacteristics of cryogenic vessel steel,a reasonable welding procedure is worked out to meet the requirement of low temperature impact toughness of the ethane spherical tank welding joint.A key to the welding process of 08Ni3DR steel is to ensure the low temperature impact toughness of welded joints,try to use small current,fast bead welding,and strictly control the lower welding line energy,reasonable control interpass temperature,weld metal to ensure the uniformity of the grain,and to take timely after preheating before welding,heat elimination hydrogen treatment measures to ensure the toughness of welding joints.
08Ni3DR;spherical tank at low temperature;welding procedure;toughness at low temperature
TG457.5
B
1001-2303(2017)05-0137-07
10.7512/j.issn.1001-2303.2017.05.30
2017-03-15
徐 亮(1979—),男,高级工程师,硕士,主要从事压力容器主要从事压力容器(球罐、油罐和槽车等)制造、安装及新材料开发研究及国产化工作,E-mail:andyxul@126.com。
本文参考文献引用格式:徐亮,章小浒,黄金国,等.首台-100℃用08Ni3DR钢制3 000 m3乙烷球罐的制造焊接工艺[J].电焊机,2017,47(05):137-143.
