天圆地方转换节点制作技术
2017-06-05胡玲娟寇宗宪孟玲霄刘天成
张 伟,胡玲娟,寇宗宪,孟玲霄,刘天成
(浙江精工钢结构集团有限公司,浙江绍兴312030)
天圆地方转换节点制作技术
张 伟,胡玲娟,寇宗宪,孟玲霄,刘天成
(浙江精工钢结构集团有限公司,浙江绍兴312030)
介绍天津周大福金融中心项目钢结构工程中钢柱转换节点的工艺制作。箱型钢柱与圆管钢柱转换节点为“天圆地方”构造“,天圆地方”构件在工厂制作过程中,为控制应力应变带来的变形,采取分成4块的压制工艺,焊缝数量由传统的8条焊缝减少为4条,避免了焊缝交叉问题,减少了焊缝缺陷。根据焊接变形理论分析,合理安排坡口设置、组装顺序及焊接顺序,减少“天圆地方”构件的焊接变形,确保了“天圆地方”构件的制作精度。
天圆地方;焊接顺序;坡口;压制工艺;焊接变形
1 工程概况
天津周大福金融中心项目平面呈“L”型布置,分别由塔楼、裙楼及整体地下室组成,涵盖甲级办公、豪华公寓、超五星级酒店等众多业态。塔楼平面尺寸由底部区域最大尺寸约62 m×62 m逐步向上缩进至塔冠区域8 m×8 m,屋面顶高度444.350 m,塔冠顶高度530 m。裙楼平面尺寸南北长约174 m,东西长约83 m,屋面顶高度22.750 m。结构由4层地下室、5层裙楼和100层塔楼组成,如图1所示。作为天津国际化地标建筑群中的重要组成部分,该综合性的国际现代商业项目将成为天津形象的代表、“北方之钻”的象征。
图1 天津周大福效果图
2 结构体系
塔楼采用钢管(型钢)混凝土外框架+混凝土核心筒+带状桁架组合结构体系。外框由外框柱、楼层梁和带状桁架组成,钢柱截面形式包括圆管、箱型、SRC钢骨及异形组合截面等。塔楼F92层在+434.575 m标高处外框柱为箱体转圆管(即天圆地方节点),材质为Q345C。
3 天圆地方转换钢柱制作重难点[1]
(1)天圆地方节点的传统做法是采用铸钢件形式,本研究则采用焊接件形式。焊接件能否满足结构和构件本身的要求?
(2)箱体和圆管通过天圆地方连接。天圆地方上部与圆管(φ1 000×35)对接,下部与箱体(□1 000×1 000×35×35)对接。如何控制天圆地方的下料精度,以保证整体构件尺寸。
(3)天圆地方节点由4个弧形面和4个平面组合而成,如图2所示。采取何种压制工艺,保证天圆地方成型精度是制作的重点和难点。
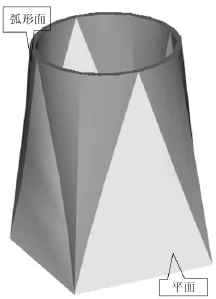
图2 天圆地方各个面示意
(4)天圆地方节点受力复杂,焊缝集中,多条焊缝交叉且都为Ⅰ级全熔透焊缝。焊接时热输入量大,易造成天圆地方节点发生变形且矫正困难。如何有效减小焊接应力应变,保证焊接质量和整个构件尺寸精度,是制作的重点和难点。
4 铸钢件和焊接件的优缺点对比
(1)铸钢件是高碳钢,焊接性较差;铸钢件焊接易产生热裂纹,热影响区易产生淬硬组织而导致冷裂纹。铸钢件含碳量高、杂质多,并具有塑性低、焊接性差、对冷却速度敏感等特性,焊补后容易出现白口组织和产生裂纹[2]。
(2)焊接件具有生产周期短、质量轻、所需设备相对简单(不需木模制作、不需熔炼设备等)等优点。
铸钢件和焊接件优缺点对比如表1所示。

表1 铸钢件与焊接件优缺点对比
5 天圆地方焊接应力应变控制措施[3]
(1)采取合理的结构形式,在保证结构有足够承载能力的情况下,尽可能减少焊缝数量、焊缝长度及焊缝面积。
(2)尽可能两面开坡口进行焊接;使结构中所有焊缝尽量处于对称位置,避免密集或交叉。
(3)采取必要的工艺措施,焊接过程中控制焊接带来的构件变形。
(4)选用正确的焊接工艺参数,制定合理的焊接顺序,选用合格的焊工。
6 天圆地方转换钢柱制作技术
以往天圆地方节点工艺采取4个弧形面和4个平面进行组拼,一共有8条对接焊缝,给节点尺寸精度要求带来困难,且同一面2条焊缝需在一点交叉,焊缝质量难控制。为解决焊缝质量和尺寸精度问题,将天圆地方节点分成4部分进行压制,焊缝数量减少为4条,如图3所示。
6.1 下料
(1)构件零件板采用等离子数控切割机(带坡口功能)进行下料,四分之一展开图如图4所示。
(2)开设X型坡口,内侧和外侧的坡口角度如图5所示,无间隙,内侧清根后焊接。减少拼接焊缝的热输入量,减小构件焊接变形,保证构件表面焊缝美观。
6.2 零件板成型
压制前,根据下料展开图进行喷粉划线(11道压制线),然后采用5 000 t油压机及专用压槽进行压制,如图6~图9所示。
6.3 组装
由于天圆地方构件4个面都为曲面,在组装过程中,平面放置组装难以准确定位。为此该构件组装采用立式组装。
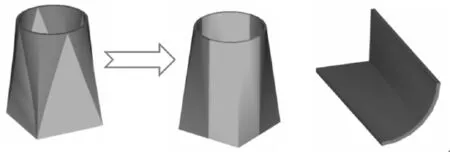
图3 天圆地方节点新旧拆分示意图
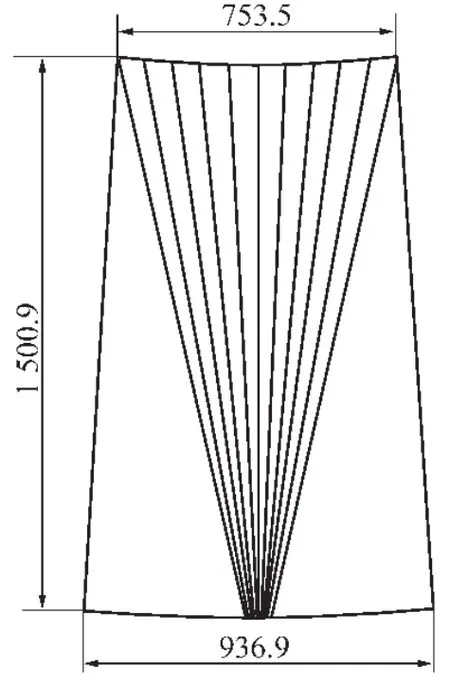
图4 四分之一展开

图5 坡口示意

图6 5 000 t油压机

图7 专用压槽示意
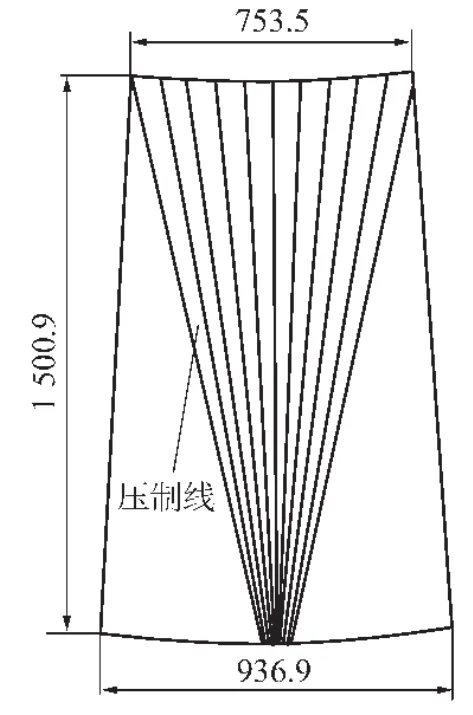
图8 喷粉划线示意

图9 压制成型
(1)地面放样。
在拼装平台上,对天圆地方的方口进行放样划线。
(2)二分之一构件组装。
根据平台地样线将2个压制合格的四分之一构件放置于组装平台上,下部方口对齐后,由下而上点焊。为防止焊接变形,在上下端口内侧对接处设置卡玛进行临时固定,并在上下端口和中间部位设置小支撑杆,对二分之一构件端部尺寸进行控制。如图10、图11所示。

图10 二分之一构件示意

图11 防变形措施示意
(3)整个构件组装。
整个构件组装工艺与上述二分之一构件组装工艺类似。在二分之一构件临时组焊合格后,在组装平台上进行整个构件的组装,并在端口对接处和中间部位设置临时连接板和端口支撑杆。
6.4 焊接理论分析[4-5]
构件4条主体焊缝要求为全熔透一级焊缝。为控制焊接过程中的焊接收缩,对焊接进行理论性分析。
(1)根据经验公式(1),减小焊缝截面积(坡口角度由常规的45°缩小为35°),收缩量与焊缝截面积成正比、与板厚成反比,应力应变均匀是坡口的均匀影响,坡口事先调整一致

式中 ε1为焊缝横向收缩量;K为系数,K=0.1~0.2;A为焊缝截面积;δ为板厚。
(2)根据经验公式(2),焊接残余应力和变形是矛盾的双方相辅相成,可以互相转化,减少一方必须增大另一方

式中 ε2为焊接变形量;σ残为残余应力;C为常量。
(3)焊缝顶紧不留间隙,以增加应力来减少变形,工艺措施采用卡玛固定焊缝两侧。
(4)合理安排焊接顺序,减少焊接过程中构件变形。
(5)焊接过程中,检测整体构件长度,可在清根前和整体焊接后进行。
6.5 焊接顺序
合理的焊接顺序可控制好焊接收缩和构件变形。单个焊缝施焊顺序如图12所示:先采用CO2气体保护焊进行焊缝打底焊①→内侧焊缝根部进行清根②→采用CO2气体保护焊进行内侧焊缝打底焊和填充③→外侧焊缝采用小车埋弧焊填充④→内侧焊缝采用小车埋弧焊盖面⑤→外侧焊缝采用小车埋弧焊盖面⑥(见图13)。
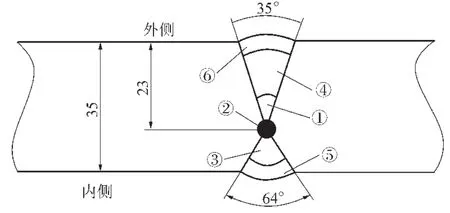
图12 单个焊缝焊接顺序

图13 焊缝内侧小车埋弧焊盖面
构件焊缝施焊顺序如图14所示。

图14 构件焊接顺序
根据单个焊缝焊接顺序安排整体构件焊缝焊接顺序,每层(打底层、填充层、盖面层)对称施焊完毕更换焊缝位置。焊缝A和B进行对称施焊→翻身→焊缝C和D进行对称施焊。
主体焊缝磨平处理:先采用磨光机打磨至焊缝高度为1~2 mm,再采用抛光片进行打磨,严禁出现焊缝高度低于母材的现象。
6.6 整个构件检测
整个构件焊接完毕之后进行整个构件检查调整,主要测量圆口和方口的平面度、平行度、圆度等。利用压力机对超标的管口进行端口调整,如图15所示。

图15 构件端口校正
6.7 整体组装
天圆地方构件(见图16)与上下两端圆管和箱体在组装胎架上进行整体构件的组焊,如图17所示。
7 结论
阐述了天津周大福工程中天圆地方构件的下料、压制、加工、制作等一整套加工技术。通过合理的分块、先进性分块压制成型的方法、科学的装焊技术、切实可行的组装和焊接方案,节省了加工成本、减小构件焊接变形、质量达到标准要求,保证了现场安装的需求,进而缩短施工工期、降低成本,取得良好的社会和经济效益。

图16 天圆地方构件

图17 整体构件
(1)合理的分块方案。
将天圆地方构件的分块方案由传统分块(8块)减少到4块,减少了对接焊缝数量,同时采用小坡口工艺,减少了焊接热输入量,对整个构件焊接变形起到良好的控制。
(2)构件焊缝质量。
构件对接焊缝为全熔透焊缝,超声波检测焊缝,自检一次合格率100%。通过工艺分析抓住了影响天圆地方构件加工制作质量的关键所在,通过各工序的精度控制和有效的装配、焊接顺序及措施,确保了天圆地方构件的制作精度。
[1]GB50661-2011.钢结构焊接规范[S].中华人民共和国建设部,2012.
[2] 李军.铸铁零件的常用焊接方法[J].汽车维修,2006(1):12-13.
[3]GB50205-2001.钢结构工程施工质量验收规范[S].中华人民共和国建设部,2002.
[4]戴为志,刘景凤.建筑钢结构焊接技术——“鸟巢”焊接工程实践[M].北京:化学工业出版社,2008.
[5]戴为志,刘景凤,高良.建筑钢结构焊接工程应用技术及案例[M].北京:化学工业出版社,2016.
Manufacturing technology of"round heaven and square earth"switching nodes
ZHANG Wei,HU Lingjuan,KOU Zongxian,MENG Lingxiao,LIU Tiancheng
(Jinggong Steel Building Group,Shaoxing 312030,China)
The manufacturing technology of steel column switching node in the steel structure engineering of the Tianjin Chow Tai Fook financial center project is introduced in this paper.The switching node with structure of"round heaven and square earth"is used to join the box steel column and circular pipe steel column.In the manufacturing of this switching node in the factory,a pressing technology which divides the switching node into 4 pieces is adopted to control the deformation caused by stress and strain,and the number of welds reduces from eight to four,which avoids the cross of welds and reduces the weld defects.At the same time,according to the theoretical analysis of welding deformation,the set of groove,assembly sequence and welding sequence are reasonably arranged,which reduces the welding deformation of this switching node and ensures its manufacturing precision.
round heaven and square earth;welding sequence;groove;pressing technology;welding deformation
TG457.2
B
1001-2303(2017)05-0085-05
10.7512/j.issn.1001-2303.2017.05.18
2017-02-22
张 伟(1984—),男,工程师,学士,主要从事钢结构施工工作。E-mail:32295540@qq.com。
本文参考文献引用格式:张伟,胡玲娟,寇宗宪,等.天圆地方转换节点制作技术[J].电焊机,2017,47(05):85-89.
