循环流化床锅炉受热面销钉螺柱焊焊接工艺
2017-04-28贺大伟贾晋强王世强
贺大伟,贾晋强,刘 毅,王世强,张 媛
(中国能源建设集团山西电力建设有限公司,山西太原030012)
循环流化床锅炉受热面销钉螺柱焊焊接工艺
贺大伟,贾晋强,刘 毅,王世强,张 媛
(中国能源建设集团山西电力建设有限公司,山西太原030012)
循环流化床锅炉受热面的销钉焊接多采用焊条电弧焊,销钉验收时发现部分销钉倾斜,根部不能与管子完全熔合,形成较大空洞,而且容易产生咬边,发生漏焊,焊接效率较低。采用螺柱焊销钉焊接工艺,无需填充金属,可全截面焊接,保证焊接质量,提高焊接效率,可为其他销钉焊接工艺提供参考。
销钉焊接;螺柱焊;无需填充金属;全截面焊接工艺
0 前言
循环流化床锅炉是高效率、低污染和综合利用良好的燃煤技术,具有环保性能良好、燃料适应性广、负荷调节能力强、灰渣便于综合利用等特点,越来越受到世界各国的重视。近年来,在我国采用循环流化床技术锅炉的电厂数量逐渐增多。
由于物料在炉膛内是流化燃烧,烟气中含有大量颗粒,为了防止磨损,在旋风分离器、水冷壁及炉膛内高温过热器、中温过热器、高温再热器的底部弯曲及倾斜处管壁上布置了多颗焊接销钉,如图1所示,用于固定耐火防磨材料。因此销钉的焊接质量将影响机组的持续运行时间。本研究在销钉焊接中采用螺柱焊工艺,保证销钉焊接质量的同时,提高焊接效率。

图1 管壁处销钉
1 焊接材料及焊接原理
1.1 栓钉销钉和瓷环的选用
销钉制造时为了便于引弧,通常把销钉端头长6 mm内加工成120°圆锥形、在尖端3 mm内加工成φ3 mm的圆柱[1]。
瓷环应与销钉尺寸相匹配并保证一定公差;瓷环保持干燥清洁,使用前进行120℃烘干,并对其高温强度、抗电弧特性和线膨胀系数有一定要求。
1.2 焊接原理
1.2.1 焊接电流I和焊接时间t
在非穿透焊焊接工艺中,提升高度(也可以认为是电弧长度)波动较小,电弧电压基本保持不变,一般为40 V,因此电弧能量W=U×I×t主要由焊接电流I和焊接时间t决定。电弧能量绝大部分用于熔化螺柱和母材,其余损失的能量为螺柱、母材的热传导损失、热辐射损失、飞溅损失等。一定直径的螺柱其要求的输入能量是一定的,对应关系如图2所示[2]。

图2 销钉直径与焊接能量关系
对于一定直径的螺柱,当电弧电压40 V保持不变时,焊接电流I和焊接时间t的关系如图3所示。焊接电流决定了母材焊接熔池的大小,根据理论计算和实际能量损失,工程计算为:焊接电流I=(50~65)×φ。

图3 电流强度与焊接时间的关系
1.2.2 提升高度H和伸出长度L
提升高度是为了保证螺柱引弧后的稳定燃烧。提升高度H过大,电弧长度长,电弧不稳,易产生漂移和磁偏吹;提升高度H过小,电弧长度短,熔滴过渡时易产生短路和断弧。
断电熄弧断磁后,伸出长度L主要决定螺柱下送的速度和顶锻力。伸出长度L过大,弹簧预压缩量大,提升高度减少,下送的速度和顶锻力加大,可通过调节弹簧阻尼来控制下送速度,减少飞溅;伸出长度L过小,弹簧预压缩量小,螺柱下送动力小,造成螺柱插入不足。
2 焊接工艺及施工要点
2.1 焊接工艺参数
焊接工艺参数按销钉直径选择,初选可参考表1和表2,初选后通过工艺试验进行适当调整,最后投入施工。

表1 电弧螺柱焊设备参数
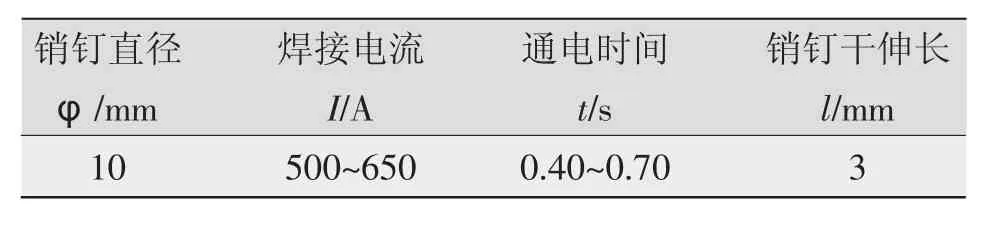
表2 销钉的焊接参数
2.2 施工工艺流程
电弧螺柱焊实际上就是一个杆与其他型体的电弧压力焊过程。焊接流程如图4所示。
整个焊接循环过程包括如下阶段[3]:
(1)第一阶段——准备。销钉外套瓷环保护圈,其端部与母材表面接触。
(2)第二阶段——提起引弧。接通电流后,在瞬间大电流下接触点被熔化,在小间隙处产生电弧,随后电弧被提升,拉弧至稳定燃弧状态。

图4 螺柱焊接流程示意
(3)第三阶段——电弧熔化金属形成熔池。在焊接阶段,电弧稳定燃烧,销钉端部和母材表面被高温电弧熔化,如图5所示。
(4)第四阶段——压下并挤出熔池的熔化金属,销钉向母材表面送进,熔融的销钉和母材顶锻在一起。
(5)第五阶段——停压断电形成焊缝。顶锻结束后,部分熔化金属被挤出,在陶瓷保护圈的约束下冷凝形成角焊缝。
(6)第六阶段——冷却结晶完成焊接,如图6所示。
2.3 施工要点

图6 冷却结晶
螺柱拉弧焊接过程应注意的是:为便于引弧,加引弧结或将销钉待焊端部加工成带锥度和小接触面;为了使电弧气流压力阻止空气侵入,采用与销钉直径相匹配并经过干燥的陶瓷环,气流和飞溅金属一起由陶瓷环的空间排出,在压下后约束焊缝成形[4]。认真清理待焊部位油漆、铁锈,打磨宽度为销钉直径范围,直至露出金属光泽。为保证焊接质量,调整焊枪角度,焊枪垂直于被焊部件。
2.4 质量检验
销钉焊接完成后,进行100%外观检查,外观检查合格后进行10%的渗透检测和1%的弯曲试验抽检。要求外观检查和渗透检验符合要求,弯曲试验不断裂。如发现超标缺陷,将缺陷清除后用焊条电弧焊补焊或重新焊接。
3 焊接工艺应用效果
山西国金一期2×350 MW煤矸石发电供热机组#1机组和山西国峰煤电2×300 MW低热值煤综合利用电厂工程#2机组的销钉焊接施工都采用了螺柱焊焊接工艺,获得表面成形美观、组织性能优良的焊接接头,效果良好。
3.1 生产效率提高
以往采用焊条电弧焊焊接,需一人进行销钉固定,一人进行焊接,每天两人可完成1 200个销钉焊接任务,消耗5 kg焊材。采用螺柱焊焊接方法,一人就可进行焊接,每天可完成2 000个销钉焊接任务,效率提高3倍以上;而且螺柱焊焊接不需要焊材,直接与母材焊接,节约了材料费用。
3.2 降低成本
以山西国峰煤电为例,焊条电弧焊所需费用:人工费200元/人/天×2人/天×(220 000个(销钉数量)/ 1 200个/天)=73 333元,材料费用40元/kg×5 kg×(220 000个/1 200个/天)=36 667元,合计73 333+ 36 667=110 000元。使用螺柱焊所需费用200元/人/天×1人/天×(220 000个/2 000个/天)=22 000元,直接节约费用=110 000-22 000=88 000元。
3.3 隐形效益
螺柱焊焊接降低了人工使用,缩短了施工工期,螺柱焊提高了焊接质量,减少了二次补焊,对延长机组运行寿命起到关键作用。
4 结论
循环流化床锅炉受热面销钉采用螺柱焊焊接工艺,焊接时不需要填充金属,不但实现了标准作业,而且是短时高效的全截面焊接方法,提高了焊接自动化程度和焊接效率,也保证了焊接质量,焊接接头各项性能均满足设计要求,验证了销钉螺柱焊焊接的实用性。焊接操作时焊工远离焊接熔池,减少了焊工吸入有害气体[5],保护了焊工的身心健康。螺柱焊焊接与焊条电弧焊焊接对比优势显著,值得推广。
[1] 王元良.螺柱焊接技术的发展及应用[J].电焊机,2006,36(1):15-18.
[2]付继飞,张友权.建筑工程中的螺柱焊接技术(1)——钢结构工程中螺柱焊接技术现状和展望[J].钢结构,2002,17(1):56-60.
[3]R.Trillmich,付继飞,张友权,等.建筑工程中的螺柱焊接技术(2)——螺柱焊技术在组合结构中的应用[J].钢结构,2002,17(2):45-48.
[4]徐亚国,焦向东,周灿丰,等.焊接环境对摩擦螺柱焊成形质量的影响[J].焊接,2015,44(2):61-64.
[5]王恩建,葛永立.焊接机器人在钢管混凝土拱桥钢管环缝焊接中的应用[J].焊接技术,2012,41(5):38-43.
Page 66alloy using a nickel interlayer[J].Materials Characterization,2010,61(7):703-712.
[5] 元恒新,陈海英.铝合金车身的点焊工艺[J].电焊机,2006,36(2):63-66.
[6] 袁少波,童彦刚.点焊技术在汽车工业的应用[J].电焊机,2005,35(2):26-30.
[7]Liu L,Xiao L,FENG J C,et al.The mechanisms of resistance spot welding of magnesium to steel[J].Metallurgical and Materials Transactions A,2010,2010,41(10):2651-2661.
[8]Miao Y G,Han D F,Yao J Z,et al.Microstructure and interface characteristics of laser penetration brazed magnesium alloy and steel[J].Science and Technology of Welding and Joining,2010,15(2):97-103.
[9] 郎波,孙大千,任振安,等.镁合金电阻点焊接头组织结构特点[J].焊接学报,2009,30(10):33-36.
[10]Liu L M,Qi X D,Wu Z H.Microstructural characteristics of lap joint between magnesium alloy and mild steel with and without the addition of Sn element[J].Materials Letters,2010,64(1):89-92.
Process of pin stud welding on heating surface of circulating fluidized bed boiler
HE Dawei,JIA Jinqiang,LIU Yi,WANG Shiqiang,ZHANG Yuan
(Shanxi Electric Power Construction Co.,Ltd.,China Energy Engineering Group,Taiyuan 030012,China)
Shielded metal arc welding had always been used for welding procedure,while a part of acclivitous pins did not absolutely fuse onto pipes but formed large voids at root.Moreover,it was easy to undercut for less efficiency owing to solder skip.Stud welding procedure was used for welding pin in this paper.Pin welding quality could be guaranteed and welding efficiency could be advanced by this procedure.It was not necessary to fill metal in pin stud welding,while good results could be achieved from whole section welding process in construction application,supplying technique references to other pin welding.
pin welding;stud welding;not necessary to fill metal;whole section welding process
TG453+.3
B
1001-2303(2017)03-0084-04
10.7512/j.issn.1001-2303.2017.03.16
献
贺大伟,贾晋强,刘毅,等.循环流化床锅炉受热面销钉螺柱焊焊接工艺[J].电焊机,2017,47(03):84-87.
2015-10-08;
2017-03-02
贺大伟(1983—),男,重庆人,工程师,学士,主要从事焊接管理工作。
