闪光对焊工艺对耐蚀螺纹钢HRB400M焊接接头组织和性能的影响
2017-04-28李经纬张建春
李经纬,张 宇,张建春,王 纳,麻 晗
(江苏省(沙钢)钢铁研究院,江苏张家港215625)
闪光对焊工艺对耐蚀螺纹钢HRB400M焊接接头组织和性能的影响
李经纬,张 宇,张建春,王 纳,麻 晗
(江苏省(沙钢)钢铁研究院,江苏张家港215625)
采用不同参数对直径25 mm的耐蚀性螺纹钢HRB400M进行闪光对焊试验,依据组织和力学性能分析,确定最佳焊接工艺为:调伸长度21 mm,闪光输出功率68 kW,闪光速度0.8 mm/s,闪光留量12 mm,带电顶锻时间0.1 s,顶锻压力65 MPa;并采用焊前预热和焊后回火工艺。焊缝中心线两侧的铁素体区是焊接接头最薄弱的部位,通过工艺调整可消除不良组织,获得性能优异的焊接接头。
耐蚀螺纹钢HRB400M;闪光对焊;显微组织;抗拉性能
0 前言
闪光对焊是一种方便、高效、可靠性高的自动化固相焊接方法,广泛应用于火车、长输管线、建筑钢结构等领域[1]。闪光对焊与熔焊相比有以下优点:(1)闪光过程可在接头处形成自保护区[2],减少界面金属氧化,顶锻时能将界面氧化物完全挤出,获得纯净的接头组织;(2)无需填充金属和保护气体;(3)没有熔池,热影响区小,缺陷少。
通过Cr的合金化使得其抗海水腐蚀能力相比普通HRB400螺纹钢提升3倍,且成本增加不超过30%[3],在很多沿海工程中逐渐开始取代传统不锈钢。HRB400M碳当量为2.5(采用IIW计算公式),焊接难度大,而目前国内对高合金钢闪光焊研究尚不够深入[4]。在此针对直径25 mm的HRB400M进行闪光对焊工艺研究,分析闪光对焊工艺方法对接头组织的影响规律,得到满足工程应用的最佳焊接工艺。
1 试验材料及方法
试验用材料是沙钢新研制的HRB400M耐海水腐蚀螺纹钢,直径25mm,其化学成分如表1所示。抗拉强度为570~580 MPa。

表1 HRB400M化学成分Table 1 Chemical composition of HRB400M %
焊接试验设备为UNS-150气液增压式闪光焊机,额定功率150 kW,气源压力0.7 MPa,最大顶锻力30 kN,该设备具有电阻预热和回火功能。
金相试样经热镶、磨抛、盐酸偏重亚硫酸钠溶液腐蚀,使用蔡司光学显微镜(OM)进行观察。采用Instron Tukon 2100B型维氏硬度计进行硬度测试,载荷为5 kg。拉伸试验在载荷为1 200 kN的Instron拉伸试验机上进行,拉伸性能各项数据为3个试样测试值的算术平均值。
在前期大量工艺试验基础上,确定初步工艺参数,针对顶锻压力、热处理制度按如表2所示的工艺参数进行焊接优化试验。预热是通过将待焊件接触通电的方式,利用接触电阻热将待焊端面加热至400℃;回火是在顶锻维持阶段再次通电,利用电阻热对电极间的焊件进行整体加热。伴随二次顶锻现象(采用顶锻压力控制),通过工艺试验确定最佳回火参数为:顶锻后间隔时间2 s,回火热量45 kW,持续时间0.6 s。

表1 闪光对焊工艺参数Table 1 Flash butt welding parameters used
2 试验结果及讨论
2.1 接头低倍形貌及组织特征
典型焊接接头宏观形貌如图1所示。根据特征,截面可划分为母材(BM)、热机影响区(TMAZ)和焊缝区(WZ)三个部分[5]。不同区域的显微组织特征如图2所示,BM组织为多边形铁素体+带状贝氏体,硬度190~200 HV;TMAZ组织为再结晶铁素体+形变带状贝氏体,硬度200~230 HV;WZ组织可细分为贝氏体区(B)和铁素体区(F),其中B区特征是沿焊缝界面连续分布的一层贝氏体带,硬度不低于230 HV,而F区是分布于B区两侧的以铁素体为主的相区,硬度在155~210 HV较大范围内变化,主要取决于其中贝氏体所占比例和晶粒形态,通常是焊接接头的薄弱部位[6]。
WZ是在焊接热循环中发生完全奥氏体相变的区域,并在顶锻过程中发生动态再结晶,其独特形貌可能与焊接过程中奥氏体的不均匀转变有关。闪光焊时焊缝轴向具有大的温度梯度和变形能梯度,焊缝中心温度、形变能最高,过冷奥氏体转变由两侧向焊缝中心进行,由于面心立方对碳的溶解度较体心立方大,相变过程中伴随有碳的偏聚,铁素体首先在WZ两侧析出,形成F区,焊缝中心残留较多的碳,形成B区。

图1 焊接接头典型横截面低倍形貌Fig.1 Typical macro-structure of the flash butt welded joint
典型拉伸断裂接头的金相组织如图3所示。裂纹贯穿F区,F区由于其间仅含有少量的粒状贝氏体,与含有连续带状贝氏体的母材相比,F区更容易发生裂纹的萌生和扩展,是整个焊接接头最薄弱的部位。试验探究工艺对焊缝中心组织性能的影响规律,以期通过工艺手段减少或消除F区的不良影响。
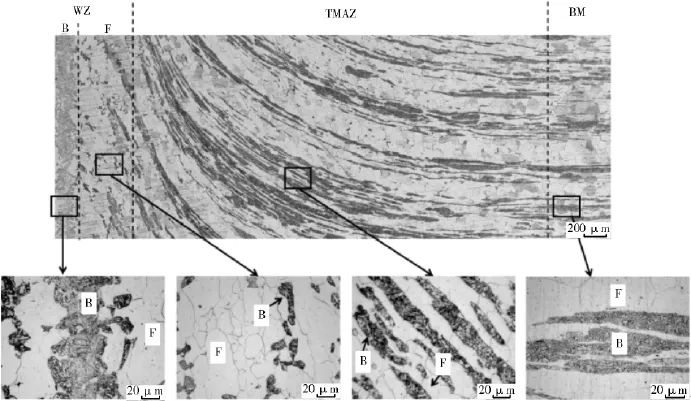
图2 焊接接头典型显微组织Fig.2 Typical microstructure of the flash butt welded joint

图3 典型拉伸断裂接头的金相组织Fig.3 Typical microstructure of welded joint of tensile failure
2.2 顶锻压力对焊接接头组织和性能影响
不同顶锻压力对焊接接头显微组织影响如图4所示,其中虚线所示为WZ宽度。
对比可知:(1)顶锻压力小于65 MPa时,WZ随着顶锻力加大不断变窄;(2)顶锻压力大于65 MPa时,WZ宽度随顶锻压力增加不再有明显变化;(3)顶锻压力大于72MPa时,位于焊缝中心的B区部分或完全消失。
不同顶锻压力对接头抗拉强度的影响如图5所示。随顶锻压力提升,接头抗拉强度先升高后降低,并在顶锻压力65 MPa时达到最高值552 MPa,但尚未达到母材强度。
顶锻压力提升时,高温奥氏体化组织被更多地挤出,冷却后形成较窄的WZ;但当顶锻压力达到一定程度后,这种挤出作用接近极限,故WZ宽度随压力提升先减小后不变。焊缝中心B区的形成与温度梯度和形变能梯度相关,当顶锻压力过小或过大时,焊缝中心的B区表现为不连续甚至消失,究其原因:顶锻量过小,仅存在温度梯度,驱动力并不足以使C产生偏聚,同时因高温奥氏体化组织没有被完全挤出,焊缝中心存在明显的脱C现象;顶锻量过大,高温奥氏体化组织被大量挤出,反而降低了轴向温度梯度,C向焊缝中心偏聚的驱动力不足,因而形成均匀析出的等轴贝氏体晶粒。
接头强度随WZ宽度减小而升高,这是因为F区(软化区)宽度也随之不断减小;当顶锻压力过大时,虽然WZ宽度没有明显变化,但由于缺少了B区的阻隔,裂纹可以贯穿焊缝中心在两侧的F区进行扩展,相当于扩大了软化区的宽度,导致接头性能降低[7]。
2.3 热处理制度对焊接接头组织和性能影响

图4 不同顶锻压力对焊接接头显微组织影响Fig.4 Effect of different upsetting pressures on microstructures of the welded joints

图5 顶锻压力对接头抗拉强度的影响Fig.5 Effect of upsetting pressure on tensile strength of the welded joints
不同热处理制度对焊接接头显微组织影响如图6所示。对比可知:(1)预热后WZ宽度明显减小,同时WZ周边的贝氏体能保持带状连续分布形态;(2)预热加回火可得到极窄的WZ,基本消除焊缝中心两侧的F区。
预热和回火工艺组合对焊接接头抗拉强度的影响如图7所示。通过热处理能显著提高接头强度,当采用预热+回火方法时,焊接试样平均抗拉强度为575 MPa,拉伸断裂均位于母材,并为塑性断裂。
闪光焊焊接过程中及结束后焊件均具有较高的轴向温度梯度,且本试验材料散热较慢,是发生C偏聚行为的主要原因。预热能改善接头轴向温度梯度[8],软化TMAZ[9],促进顶锻挤出作用,在获得较窄WZ的同时,降低碳原子偏聚的驱动力,使WZ及周边区域保留下较多的连续带状贝氏体。

图6 不同热处理制度对焊接接头组织影响Fig.6 Effect of different heat treatments on microstructure of the flash welded joints
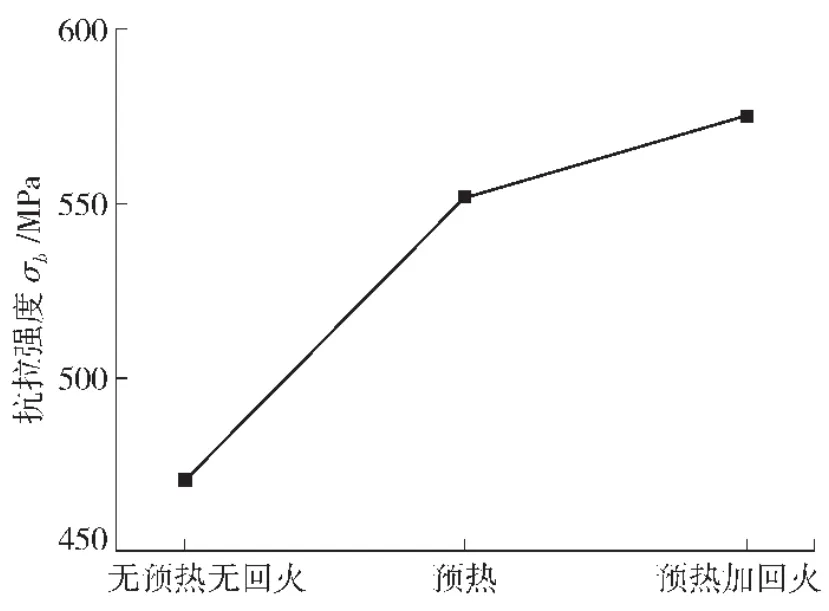
图7 预热和回火对焊接接头抗拉强度的影响Fig.7 Effect of preheating and tempering on tensile strength of the welded joints
顶锻维持阶段添加回火工艺,由于此时焊缝闭合,接触电阻消失,回火过程不再是对焊缝中心加热,而是对电极间试件整体进行加热。回火热输入控制较小时,可在不明显提高焊缝中心温度的情况下均匀提高TMAZ温度,提高TMAZ的形变能力,引入二次顶锻现象,使原有的高温奥氏体化组织被进一步挤出,冷却后形成极窄的WZ,因此也形成了没有F区(软化区)的焊接接头组织,获得性能优异的焊接接头[10]。
3 结论
(1)采用调伸长度21mm、闪光热量68kW、闪光速度1 mm/s、闪光留量12 mm、带电顶锻时间0.1 s、顶锻压力65 MPa的焊接参数,并辅以预热和焊后回火,可获得性能优异的闪光焊接头。
(2)焊接接头中心的铁素体区是焊接接头最薄弱的部位,仅依靠增加顶锻无法完全消除铁素体区,通过采用预热和回火工艺可得到没有铁素体区的接头组织,满足强度要求。
[1]王维斌,郑祥明,史耀武,等.400 MPa级超细晶粒钢筋闪光对焊的组织及性能[J].焊接,2013(1):12-14.
[2]王维斌.超细晶粒钢直流电阻闪光对焊过程数值模拟及接头组织性能预测[D].北京:北京工业大学,2003:3-5.
[3]张建春,黄文克,李阳,等.一种具有高耐蚀性的高强钢筋及其制备方法:中国,201410047813.6[P].2014-02-11.
[4]S I KUCHUK-YATSENKO.闪光焊接技术:乌克兰国家科学院巴顿焊接研究所论文选编[M].北京:机械工业出版社,2014:1-8.
[5]Sivasankari R,Balusamy V,Venkateswaran P R.Characterization of magnetically impelled arc butt welded T11 tubes for high pressure applications[J].Defense Technology,2015,11(3):244-254.
[6]Inoue T,Hagiwara Y.Fracture behavior of welded joints with HAZ under matching[J].Proceeding of the Ninth International Conference on Offshore Mechanics and Arctic Engineering(A),1990,18-23(2):253-260.
[7] 彭云,田志凌.两种规格超细晶粒钢的焊接[J].焊接学报,2011,22(6):1-3.
[8]黄华刚,王克争,何方殿,等.闪光对焊接头金相组织、性能和工艺关系的研究[J].焊接,2000(11):11-13.
[9] 屈朝霞,田志凌,何长红,等.超细晶粒钢及其焊接性[J].钢铁,2000,35(2):70-73.
[10]戴虹,丁金平,车小莉.顶锻热变形对高强钢筋闪光焊接头HAZ组织及性能的影响[J].西南交通大学学报,1993(2):16-21.
Page 21
参考文献:
[1]Wu Y,Wang Y,Shi Y,et al.Effects of low temperature on properties of structural steels[J].Journal of University of Science and Technology Beijing,2004,11(5):442-448.
[2]狄国标,刘振宇,郝利强,等.海洋平台用钢的生产现状及发展趋势[J].机械工程材料,2008,32(8):1-3.
[3]Keinosuke H,Toshiaki W.Making and fabricating of steel components for jack-up rig legs[J].Kawasaki Steel Technical Report,1982(6):80-97.
[4]潘鑫,张宇,李小宝,等.热输入对海工钢板EQ47焊接热影响区组织与冲击性能的影响[J].钢铁,2013,48(6):80-84.
[5]Zhang Z J,Yu Z X,Yang Y H.Study on heat treatment process of AB/EQ56 steel plate[J].Journal of Iron and Steel Research,2011,18(s1):978-982.
[6]缪成亮,尚成嘉,王学敏,等.高Nb X80管线钢焊接热影响区显微组织与韧性[J].金属学报,2010,46(5):541-546.
[7]Diaz-fuentes M,Iza-mendia A,Gutierrez I.Analysis of different acicular ferrite microstructures in low-carbon steels by electron backscattered diffraction.Study of their toughness behavior[J].Metallurgical and Materials Transactions A:Physical Metallurgy and Materials Science,2003,34A(11):2505-2516.
[8]刘宗昌,任慧平.贝氏体与贝氏体相变[M].北京:冶金工业出版社,2009:228.
Effect of flash butt welding parameters on microstructure and property of weld joints of corrosion resistant rebar HRB400M
LI Jingwei,ZHANG Yu,ZHANG Jianchun,WANG Na,MA Han
(Institute of Research of Iron and Steel,Shasteel,Zhangjiagang 215625,China)
Flash butt welding was applied to corrosion-resistant rebar HRB400M with a diameter of 25 mm,and microstructure and property of the welded joints were investigated.The optimum welding parameter includes out of fixture length of 21mm,flash heat output of 68 kW,flash speed of 0.8 mm/s,flash allowance distance of 12 mm,electric upsetting time of 0.1 s,upsetting pressure of 65 MPa,along with preheating and post-weld tempering process.The ferrite area on both sides of the welded joint center line is the weakest part,which can be eliminated by adjustment of welding parameters.
corrosion-resistant rebar HRB400M;flash butt welding;microstructure;tensile property
TG457.11
A
1001-2303(2017)03-0027-05
10.7512/j.issn.1001-2303.2017.03.05
献
李经纬,张宇,张建春,等.闪光对焊工艺对耐蚀螺纹钢HRB400M焊接接头组织和性能的影响[J].电焊机,2017,47(03):27-31.
2016-08-22;
2016-10-20
江苏省产学研联合创新资金——前瞻性联合研究项目资助(BY2013091)
李经纬(1988—),男,安徽宿州人,硕士,主要从事铝/钢异种金属摩擦焊技术、高合金钢闪光对焊技术的研究工作。
