Tri-Arc与Tandem双丝电弧焊的工作原理对比分析
2020-08-05耿正李少农魏占静王巍邱光
耿正,李少农,魏占静,王巍,邱光
(1.哈尔滨工业大学 先进焊接与连接国家重点实验室,哈尔滨 150001;2.深圳市瑞凌实业股份有限公司,广东 深圳 518001)
提高焊丝熔敷率是提高焊接效率的主要技术手段。在提高焊丝熔敷率方面,Tandem双丝电弧焊较单丝电弧有着明显的技术优势[1—5],而且较多丝电弧焊有着更高的灵活性,尤其是结构紧凑的Tandem双丝焊枪能够与焊接机器人配套使用。Tri-Arc双丝电弧焊是近年来出现的一种新型低焊接热输入的高效电弧焊方法。Tri-Arc双丝电弧焊最初是一项基于旁路电弧原理的研究工作,其目的是开发一种高焊丝熔敷率、低焊接热输入的电弧焊接方法。在解决双熔化极旁路电弧固有的电弧稳定性问题的过程中[6—7],提出了一种“双旁路电弧切换技术”的新方法。由于采用了这种双旁路电弧切换技术,不但解决了电弧稳定性问题,而且不再要求使用特制的大夹角双丝焊枪,转为使用与Tandem双丝电弧焊通用的双丝枪。这样一来,Tri-Arc双丝焊技术[8—15]完全摆脱了旁路电弧耦合技术的制约,与广泛使用的Tandem双丝电弧焊有很多共性技术以及使用方面的兼容性。随着 Tri-Arc双丝电弧焊方法研究的不断深入,在应用技术方面也不断成熟,已经达到可以与Tandem双丝电弧焊同台竞技的水平,因此有必要对两者进行系统地比较和分析,从而为需要高效且低热输入焊接方法的应用者提供有益的参考。
1 系统构成的对比
双直流脉冲电源Tandem双丝电弧焊系统构成与过程分解示意见图1。如图1a所示,Tandem双丝电弧焊系统由两台U/I模式的直流脉冲电源(PS1和PS2)、两个送丝机(WFS1和WFS2)及一把Tandem双丝焊枪(虚线框)构成。Tandem双丝焊枪在一个保护气喷嘴中集成了两个相互绝缘的导电嘴,两根焊丝可以分别供电。E1、E2两根焊丝端部的距离很近(5~10 mm),这样可充分利用A1、A2两个电弧的相互加热作用,提高单位电流的焊丝熔敷率,因此在相同的焊丝熔敷率条件下,Tandem双丝焊具有相对单丝电弧焊较低的焊接热输入,但是两个相互接近的电弧会因电磁力产生相互干扰。为了解决电弧相互干扰问题,采用了2根焊丝的峰值电压与基值电流交错供电方式,如图1b和图1c所示的2个工作周期。在图1b所示的工作周期中,PS1工作在脉冲峰值电压Up模式,流经A1的电流Ip会随弧长变化而波动,对A1弧长有自身调节作用;PS2工作在基值电流Ib模式,Ib恒定且很低(仅做维弧),这样就降低了 A1与 A2两个电弧之间的相互电磁力作用。在图1c所示的工作周期中,PS2工作在脉冲峰值电压Up模式,流经A2的电流Ip会随弧长变化而波动,对A2弧长有自身调节作用;PS1工作在基值电流Ib模式,Ib恒定且很低(仅做维弧),这样就降低了 A1与 A2两个电弧之间的相互电磁力作用。Tandem双丝焊就是在图1b和图1c所示的2个状态之间反复切换。
Tri-Arc双丝电弧焊有多种实现方式,其中与Tandem双丝焊在原理结构上最相近的是图2所示的双可变极性电源方式[8]。对比图1与图2可见,两者在系统构成上几乎没有差别,不同的仅仅是其中的电源特性。图1中PS1和PS2两台直流脉冲电源被图2中的VS1和VS2两台可变极性脉冲电源所替换,与Tandem双丝电弧焊不同的是,原来的峰值电流与基值电流交错供电方式变为正极性峰值电压与负极性旁路电流交错供电,如图2b和图1c所示的2个工作周期。在图2b所示的工作周期中,PS1极性为正,工作在脉冲峰值电压Up模式,流经A1的电流Ip会随弧长变化而波动,对 A1弧长有自身调节作用;PS2极性为负,工作在IM恒流模式,由于E1、E2两根焊丝之间的电位差大于 E2与工件之间的电位差,于是电弧不是建立在焊丝与工件之间,而是转移到两根焊丝之间,即出现了第三电弧AM,AM的电流方向是由E1指向E2。在图2c所示工作周期中,PS2极性为正,工作在脉冲峰值电压Up模式,流经A2的电流Ip会随弧长变化而波动,对 A2弧长有自身调节作用;PS1极性为负,工作在IM恒流模式,由于E2和E1两根焊丝之间的电位差大于 E1与工件之间的电位差,于是电弧不是建立在焊丝 E1与工件之间,而是转移到两根焊丝之间,即出现了第三电弧AM,AM的电流方向是由E2指向E1。
图3是另一种Tri-Arc双丝电弧焊的实现方式,采用了双直流脉冲电源加单变极性电源方式[9],这种方式也可以看作是在图1所示的双直流脉冲电源Tandem双丝电弧焊结构的基础上增加了一个变极性电源VPS。图3所示的双直流脉冲电源加单变极性电源Tri-Arc双丝电弧焊系统采用的是直流脉冲峰值电压与可变极性电流源相组合的交错供电方式,如图3b和图1c所示的2个工作周期。在图3b所示工作周期中,PS1极性为正,工作在脉冲峰值电压Up模式,流经 A1的电流Ip会随弧长变化而波动,对 A1弧长有自身调节作用;PS2关闭,A2电弧熄灭;VPS工作在IM恒流模式,正极接E1,负极接E2,于是两根焊丝之间建立了第三电弧AM,AM的电流方向是由E1指向E2。在图3c所示的工作周期中,PS1关闭,A1电弧熄灭;PS2极性为正,工作在脉冲峰值电压Up模式,流经A2的电流Ip会随弧长变化而波动,对A2弧长有自身调节作用;VPS工作在IM恒流模式,正极接 E2,负极接 E1,于是两根焊丝之间建立了第三电弧AM,AM的电流方向是由E2指向E1。
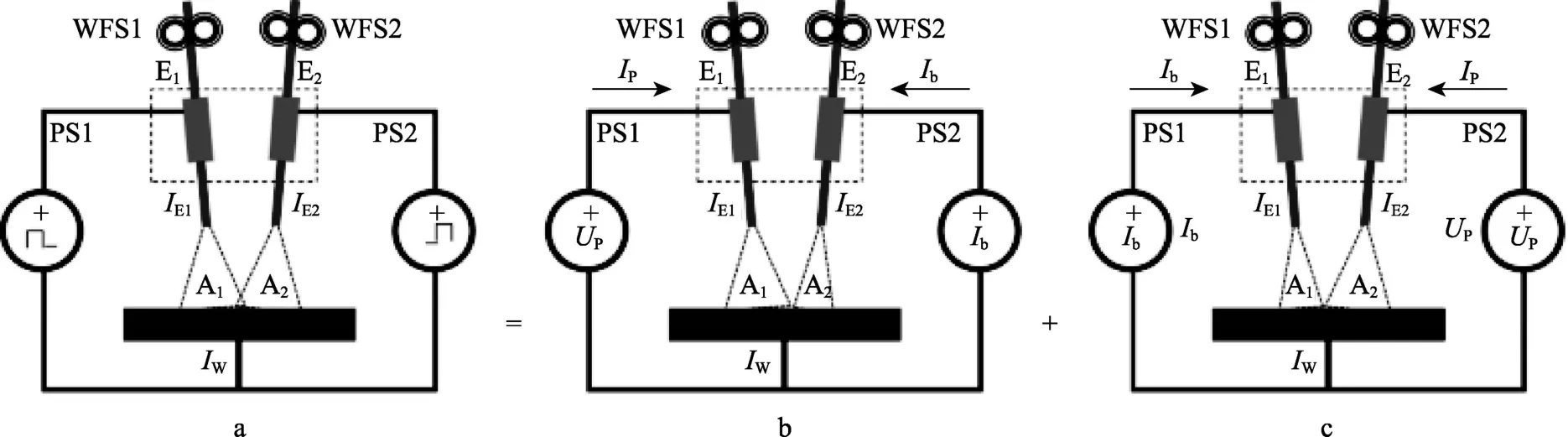
图1 双直流脉冲电源Tandem双丝电弧焊系统构成与过程分解示意图Fig.1 Schematic diagram of composition and process decomposition of Tandem dual wire arc welding system with dual DC pulse power supply
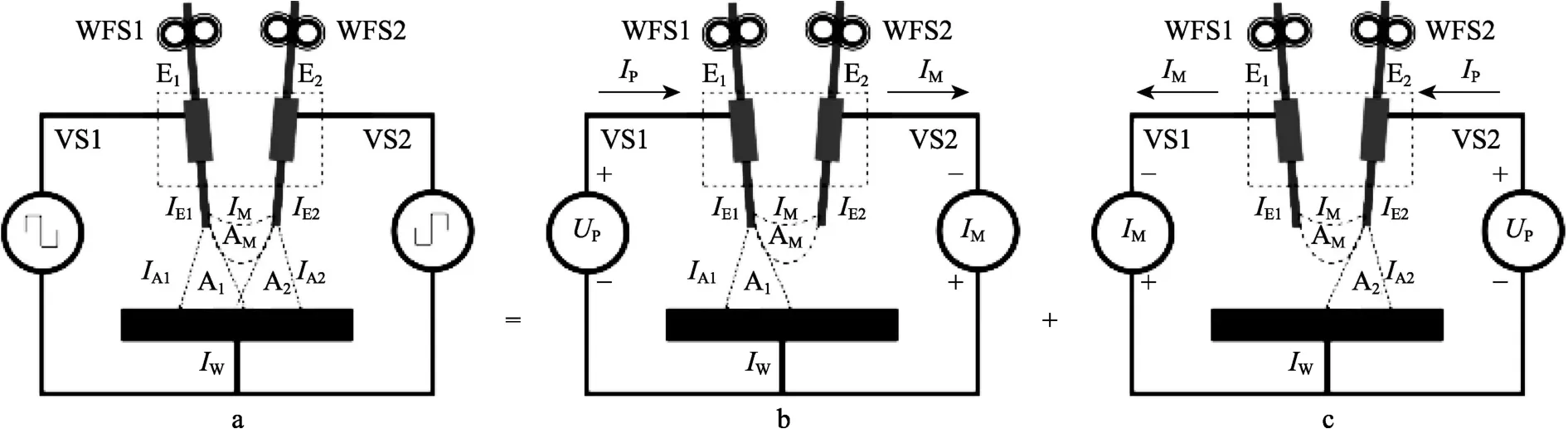
图2 双变极性脉冲电源Tri-Arc双丝电弧焊系统构成与过程分解示意图Fig.2 Schematic diagram of composition and process decomposition of Tri-Arc dual wire arc welding system with dual variable polarity pulsed power supply
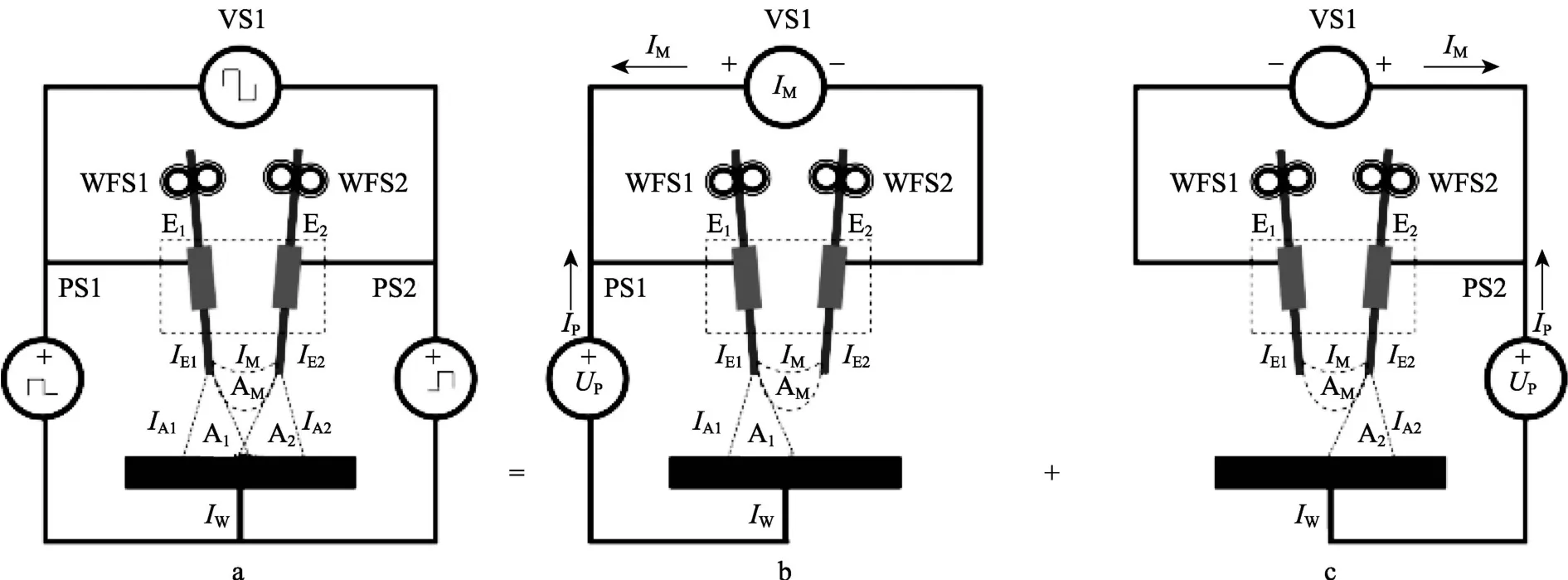
图3 双直流脉冲电源加单变极性电源Tri-Arc双丝电弧焊系统构成与过程分解示意图Fig.3 Schematic diagram of composition and process decomposition of Tri-Arc dual wire arc welding system with dual-DC pulse power supply and single variable polarity power supply
2 电流波形的比较
图4是 Tandem双丝电弧焊电流波形及电弧形态,周期T1对应于图1b所示的工作状态,周期T2对应于图1c所示的工作状态。对于Tri-Arc双丝电弧焊,无论采用哪种技术方案,最终反映到焊丝与工件的电流波形上是相同的。图5是Tri-Arc双丝电弧焊电流波形及电弧形态,周期T1对应于图2b或图3b所示的工作状态,周期T2对应于图2c或 3c所示的工作状态。
在图4的T1周期内,流经焊丝E1的电流IE1=IP,流经焊丝 E2的电流IE2=Ib;在图4的T2周期内,流经焊丝E1的电流IE1=Ib,流经焊丝E2的电流IE2=IP;在图5的T1周期内,流经焊丝 E1的电流IE1=IP,流经焊丝E2的电流IE2=−IM;在图5的T2周期内,流经焊丝E1的电流IE1=−IM,流经焊丝E2的电流IE2=IP。
对比图4与图5,最直观的差别是:流过Tandem双丝电弧焊焊丝的电流波形是直流脉冲,流过Tri-Arc双丝电弧焊焊丝的电流波形是交流脉冲。直流与交流的差别最终表现在用于熔化焊丝的电流与流入焊接工件的电流不相同。
3 焊接热输入的比较
焊接热输入通常用焊接线能量做衡量标准,但实际影响因素主要是焊接电流,因此在实践中控制焊接热输入也主要是控制焊接电流。为此通过图4、图5的电流波形得到 Tandem双丝电弧焊与 Tri-Arc双丝电弧焊的电流计算公式如式(1—4)。
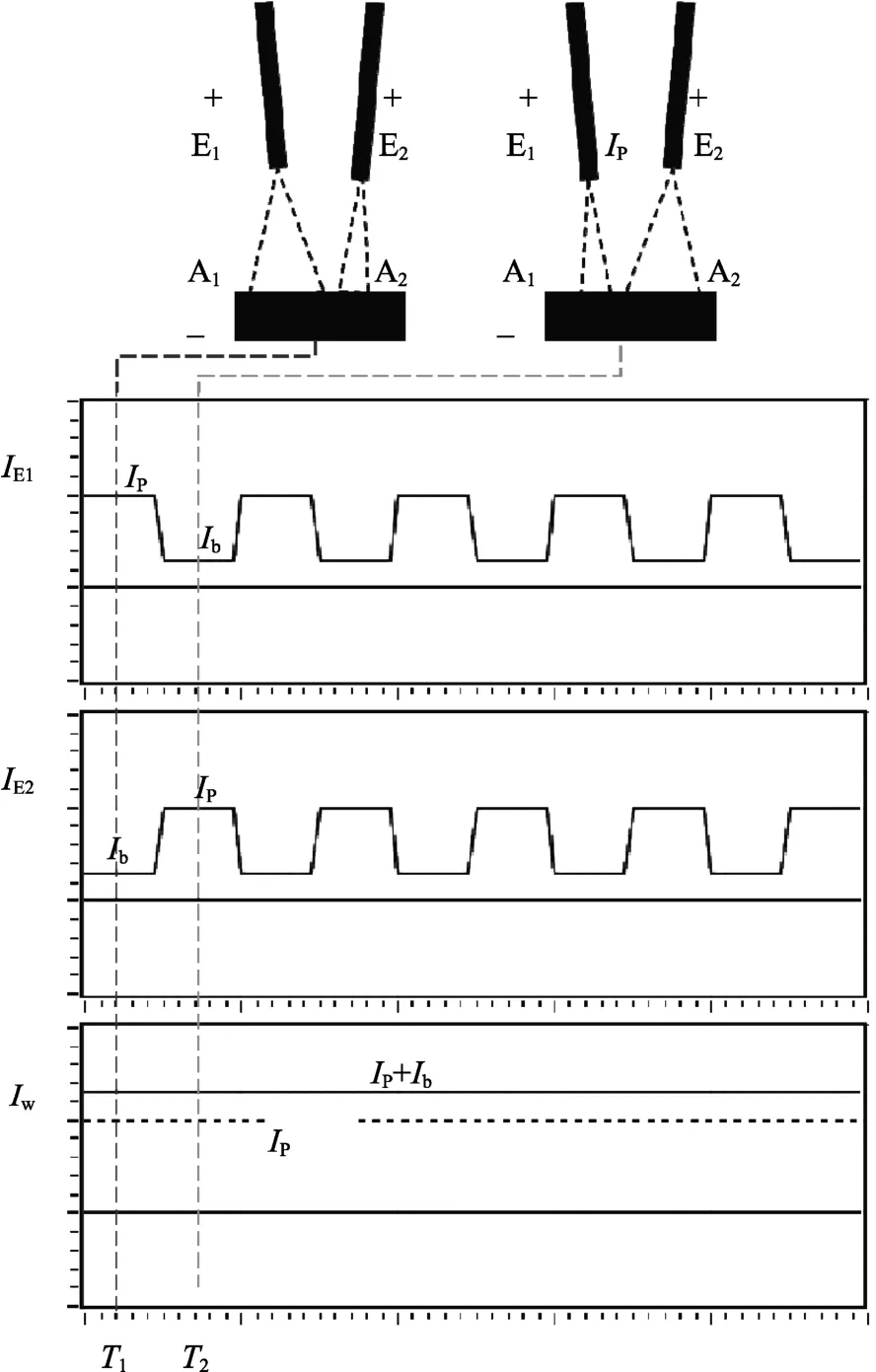
图4 Tandem双丝电弧焊电流波形及电弧形态Fig.4 Current waveform and arc shape of Tandem dual wire arc welding
对于Tandem双丝电弧焊,用于熔化焊丝的电流为:

对于 Tri-Arc双丝电弧焊,用于熔化焊丝的电流为:

对于Tandem双丝电弧焊流入焊接工件的电流为:

对于Tri-Arc双丝电弧焊流入焊接工件的电流为:

在送丝速度相同的情况下,Tandem双丝电弧焊与Tri-Arc双丝电弧焊用于熔化焊丝的电流应该基本相等(Tri-Arc双丝电弧焊会稍低一些,因为电流IM的极性是 DCEN,有更高的单位电流熔敷系数)。Tandem双丝电弧焊与Tri-Arc双丝电弧焊最大的差别在于流入焊接工件的电流不同,如式(3—4)所示。对于Tandem双丝电弧焊是在IP的基础增加Ib;对于Tri-Arc双丝电弧焊是在IP的基础降低IM,因此在相同的焊丝熔敷率下,对与焊接工件,Tri-Arc双丝电弧焊具有比Tandem双丝电弧焊更低的焊接热输入。对于Tandem双丝电弧焊由式(1)和式(3)的关系可见,用于熔化焊丝的电流和流入焊接工件的电流是相同的,因此在通过焊接电流增加焊丝熔敷率的同时必定增加焊接工件的热输入。对于Tandem双丝电弧焊由式(2)和式(4)的关系可见,用于熔化焊丝的电流和流入焊接工件的电流是不同的,因此在通过IM增加焊丝熔敷率的同时还可以降低焊接工件的热输入。这就是 Tri-Arc双丝电弧焊相对Tandem双丝电弧焊的技术优势所在。这种技术优势无疑为 Tri-Arc双丝电弧焊开拓了更广泛的使用范围,尤其是在要求高焊丝熔敷率与低焊接热输入的场合,例如堆焊等领域具有显著优势,焊缝熔合比可低至10%以下[15]。
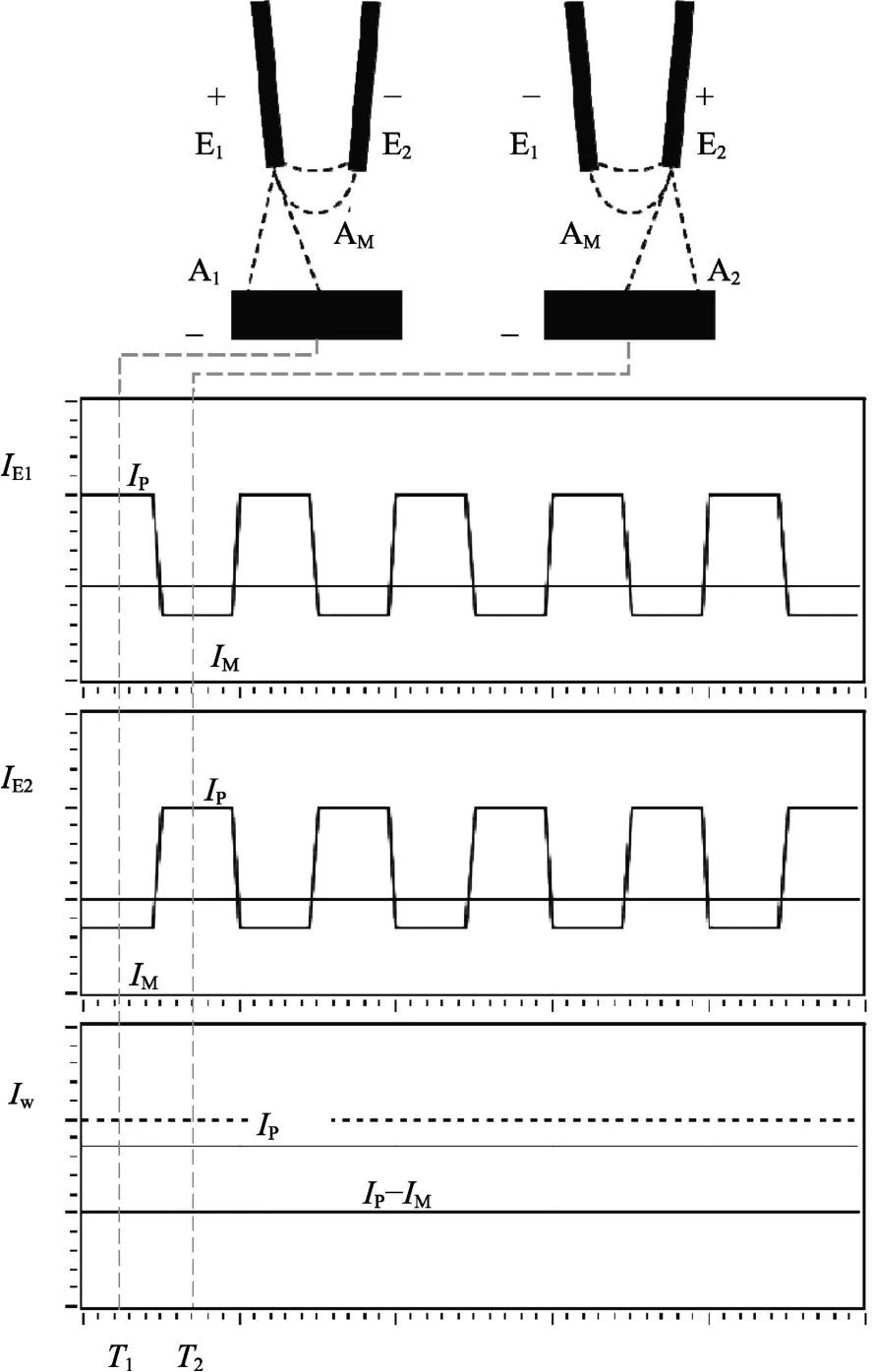
图5 Tri-Arc双丝电弧焊电流波形及电弧形态Fig.5 Current waveform and arc shape of Tri-Arc dual wire arc welding
4 结论
1)Tri-Arc双丝电弧焊具有Tandem双丝电弧焊的全部功能和特性。
2)Tri-Arc双丝电弧焊相对Tandem双丝电弧焊具有更高一些的焊丝熔敷率。
3)在相同的焊丝熔敷率条件下,Tri-Arc双丝电弧焊具有与Tandem双丝电弧焊更低的焊接热输入。
4)Tri-Arc双丝电弧焊具有比Tandem双丝电弧焊更广泛的应用范围,尤其适合于堆焊领域,可获得极低的熔合比。
