汽车内饰把手气辅注射成型模具设计
2017-04-27杜林芳苗秋玲
杜林芳,苗秋玲
(河南机电职业学院机械工程学院,河南 郑州 451191)
汽车内饰把手气辅注射成型模具设计
杜林芳,苗秋玲
(河南机电职业学院机械工程学院,河南 郑州 451191)
采用满射型逆吹式气辅成型技术,对汽车内饰把手进行了模具设计。在溢料槽结构设计中,通过增设切断阀和使用热流道针阀式喷嘴,改善了溢料效果,克服了以往逆吹式气辅成型的缺点。浇口采用牛角式潜伏浇口,并通过合理选择顶出位置,保证了产品外观无浇口与顶出痕迹。该模具成型出的产品表面无缩痕,获得了良好的外观品质,较同类产品质量减轻了20 %。
逆吹式;气辅成型;溢料槽;切断阀;缩痕
0 前言
气体辅助注射成型技术(GAIM)[1]利用高压惰性气体注射到熔融塑料中形成中空截面的工艺特点,有效改善了壁厚不均匀塑件的表面品质,为产品的设计和成型提供了更大的自由度。目前,GAIM技术广泛应用于家电、汽车、家具、日常用品等几乎所有塑料制件领域,常见类型如手柄类、平板类的塑料制品[2]。
GAIM技术分为短射型和满射型2种,短射型GAIM技术是在注射熔体达75 %以上时注入气体,而满射型则是注射的熔体达90 %以上后注入气体。满射型GAIM根据气体注入位置的不同又分为顺吹式和逆吹式,气体流动与熔体流动方向一致为顺吹式,反之则为逆吹式。短射型相比满射型工艺发展相对成熟,但制品表面缩痕缺陷较难克服,满射型则能获得较好的外观品质,其中尤以逆吹式更佳[3-5]。
针对某款汽车内饰把手,为获得较轻的产品质量和较高的表面品质,本文设计了采用逆吹式满射型气辅成型工艺的注塑模具。通过设计合理的溢料槽结构和浇注系统,克服了以往逆吹式气辅成型的缺点。而浇口和顶出机构的设计,保证了产品的外观品质要求。
1 产品材料和结构
把手材料采用改性聚丙烯(PP),外形尺寸为195 mm×63 mm×20 mm,结构如图1所示。产品中部为人体接触部分,截面为椭圆形,该部分要求触感饱满,无缩痕和成型痕迹等缺陷。两端为安装位置,有侧孔,需采用侧向抽芯机构来成型。由于把手两端与中部壁厚相差较大,故采用气辅成型使把手中间部分中空,来解决壁厚差异,同时使其达到触感饱满。同时为了满足轻量化要求,要求产品质量足够小。
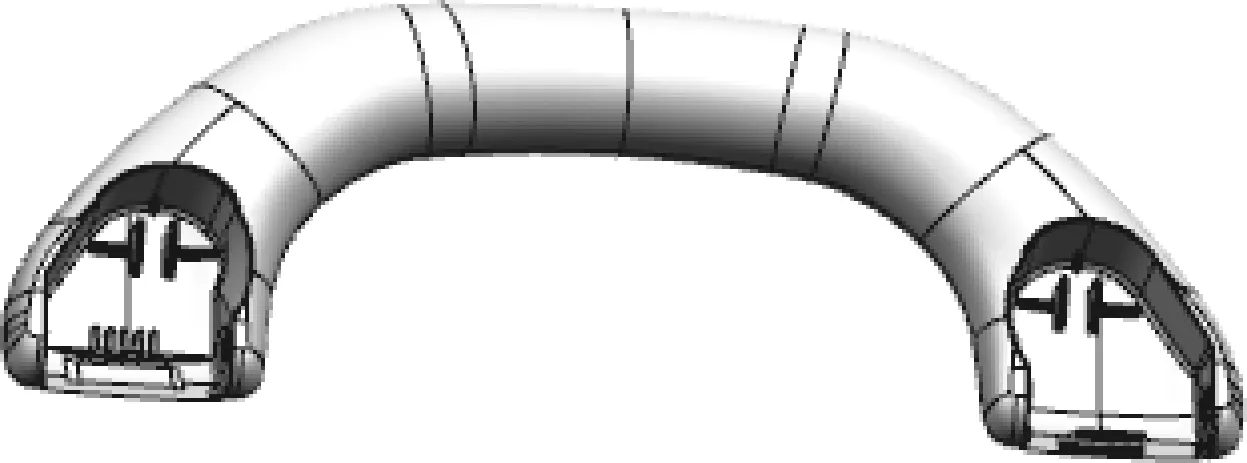
图1 产品结构Fig.1 Product structure
2 模具整体结构设计
结合产品质量和生产效率要求,采用1模4腔的模具型腔布局,如图2所示。根据产品的结构,模具采用两板式模具结构,分型面选在把手最大轮廓处,即中间对称位置,把手两端各有一个通孔和盲孔,直径均为4 mm,由于位置相对,故分别设计一个侧向分型抽芯装置即可同时成型通孔和盲孔结构,分型面和侧抽结构如图3所示。

图2 型腔布局设计Fig.2 Design of cavity layout

图3 分型面和侧抽机构设计Fig.3 Design of parting surface and side pumping mechanism
3 气辅模具设计要点
3.1 溢料槽设计
为实现把手中部中空结构,在模具浇口附近开设溢料槽和溢料槽通道,其截面都为矩形,其尺寸分别为14.5 mm×15 mm和8 mm×6 mm。另外,在溢料槽通道入口处设置了针阀式切断阀,直径为φ10 mm,注塑时起阻隔作用,防止熔体在注射时进入溢料槽。注塑时采用满射式方式,从浇口注满型腔,此时切断阀顶起阻隔塑料熔体进入溢料槽,然后在模具另一侧采用逆吹式注气结构,由气针注入气体,这时关闭针阀式浇口,减小进气阻力,同时落下切断阀,打开溢料槽通道,多余熔料在气体推动下,经浇口填满溢料槽。此设计克服了以往满射型逆吹式气辅模具中,由于注射压力大熔融塑料将溢料槽填满,而导致气体无法顺利注入的现象[6-7],通过切断阀的设计应用,使得气体顺利注入,从而达到气辅成型的预期效果。
此外,在溢料槽设计时,使相邻两型腔间的溢料槽相通,一定程度上可改善型腔间由于填充不平衡而导致的气压不平衡,有利于制品质量的稳定。溢料槽设计结构如图4所示。

图4 溢料槽设计Fig.4 Design of material overflow groove
3.2 气针设计
由于采用逆吹式注气机构,气针位置设计在熔体注入末端,如图4所示。吹气位置设置在把手横截面中部,当气体进入时在中部形成气道,气压对把手环壁均匀保压,可避免表面缩痕产生,改善产品壁厚不均匀。由于产品属手柄类,且尺寸不大,仅设置一个进气点。气针直径为φ3 mm,产品实物上的气针位置如图5所示。

图5 气针位置Fig.5 Gas needle position
3.3 浇注系统设计
由于逆吹式溢料槽的需要, 本模具浇注系统主流道直接采用针阀式热流道喷嘴形式,然后热喷嘴直接与冷浇口相连,即冷热结合的流道形式。其中热流道针阀式喷嘴可根据熔体注入体积控制开闭,冷浇口通道可成为注入气体时推动熔体进入溢料槽的通道。由于该把手外观品质要求很高,为达到隐藏冷浇口痕迹的目的,浇口采用牛角式浇口,浇口位置位于相对于把手气针位置的另一端,浇口形式如图6所示。在设计牛角式浇口时,考虑到后期放电加工的需要,将牛角式浇口结构设计为2个镶件,对半组成浇口结构,如图7所示。
3.4 顶出系统设计
该把手中间部分外观品质要求较高,要保证在顶出时无顶出痕迹,因此对于该产品将顶出位置选择在两端安装部位,顶出形式选择顶针顶出,顶杆直径5 mm,分别设计了2个顶针顶出,如图8(a)所示。同时为了保证将产品顺利顶出,在牛角式浇口、溢料槽和溢料槽通道位置也设计了顶针装置,浇口处设置了1个顶针,如图6所示。溢料槽处设计了2个顶针,3个顶针直径都为6 mm,溢料槽通道处设计了1个顶针,直径为8 mm,如图8(b)所示。

(a)3维图 (b)尺寸图图6 浇口入口Fig.6 Gate entrance
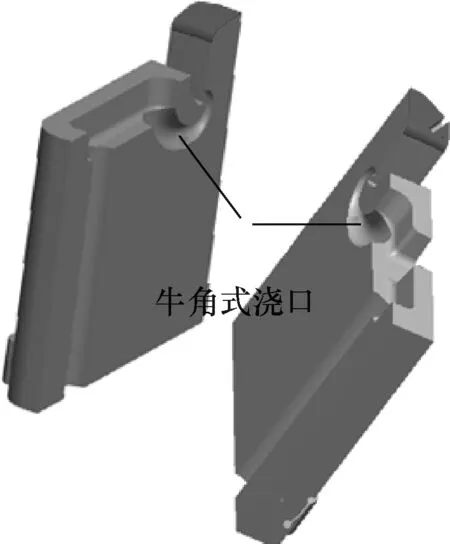
图7 浇口镶件Fig.7 Gate insert
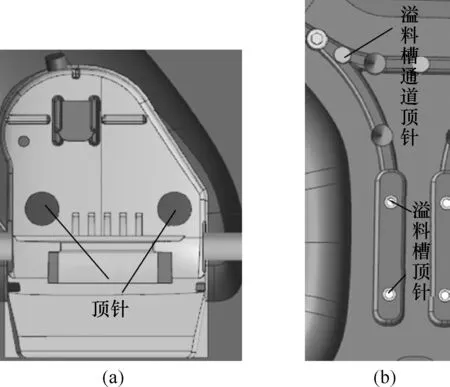
(a)产品顶出位置 (b)溢料槽及其通道顶针位置图8 顶出系统设计Fig.8 Design of ejection system
经生产得到的产品外观品质良好,表面无缩痕,产品质量仅为45 g,较同类产品质量减轻约20 %。生产出的合格产品如图9所示,产品模具如图10所示。

图9 把手产品Fig.9 Handle photo
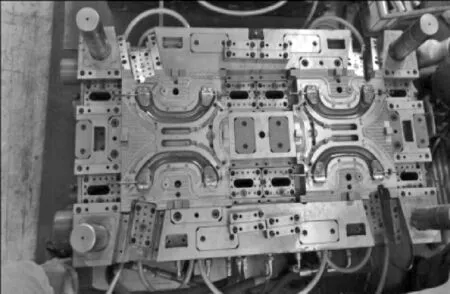
图10 产品模具图Fig.10 Mold photo
4 结论
(1)此款汽车内饰把手的模具结构采用满射型逆吹式气辅成型方式进行设计,实现了产品表面无缩痕,产品外观良好;
(2)在溢料槽结构设计时,增设切断阀以改善溢料效果,采用冷热结合的浇注系统设计,克服了以往逆吹式气辅模具由于注射压力大,熔融塑料将溢料槽填满,而导致气体无法顺利注入的现象;
(3)利用牛角式浇口和顶出位置的合理选择,使产品外观无浇口和顶出痕迹。
[1] M A Parvez, N S Ong, Y C Lam, et al. Gas-assisted Injection Molding:the Effects of Process Variables and Gas Channel Geometry[J]. Journal of Materials Processing Techmlogy, 2002, 121 (1):27-35.
[2] 丁 宏.气辅注塑成型工艺的研究与应用[D].厦门:厦门大学机电工程系, 2009.
[3] 蔡淑琼,曹 建,张 政. 特殊气辅成型技术在汽车门拉手中的应用[J]. 模具工业, 2015,41(2):31-38. Cai Shuqiong, Cao Jian, Zhang Zheng. Application of Special GAIM Technology in Automobile Door Handle[J]. Die & Mould Industry,2015,41(2):31-38.
[4] 王小新,张明磊,鲁韶磊,等. 外部气辅成型技术在高光注射成型工艺中的应用研究[J]. 模具工业,2014, 40(5):40-54. Wang Xiaoxin, Zhang Minglei, Lu Shaolei, et al.Research on Application of External Gas-assisted Injection Molding Technology in High-gloss Injection Moulding Process[J]. Die & Mould Industry, 2014, 40(5):40-54.
[5] 冯 博,周 滨. 汽车辅助拉手结构设计研究[J]. 塑料工业,2011, 39(10):56-58. Feng Bo, Zhou Bin. Structure Analysis Study on Automobile GAIM Handle[J]. China Plastics Industry,2011, 39(10):56-58.
[6] 邱水金,姜少飞,柴国钟,等. 气体辅助注射成型技术进展[J].轻工机械, 2008, 26(5):1-4. Qiu Shuijin, Jiang Shaofei, Chai Guozhong, et al. Progress in Gas-assisted Injection Molding Technique[J].Light Industry Machinery, 2008, 26(5):1-4.
[7] 杨 丁. 气辅成型模具与工艺的优化[J]. 塑料科技,2008, 36(2):74-78. Yang Ding. Optimization of Mould and Technology of GAIM[J]. Plastics Science and Technology,2008, 36(2):74-78.
Moldex3D整合LS-DYNA预浸布分析多材质翘曲模拟更全面
连续纤维复合材料提供产品优越的强度性能,其利用不同编织布的迭层设计达到产品强度的可设计性,并保有质量轻的特性。近年来,随着产品减重的需求日异增高,业界开始结合不同成型方式于连续纤维复合材料上,将预热压成型的纤维预浸布(Prepreg)作为嵌入件,并在预浸布上进行二次射出加工,此方式可将功能性结构附加到产品上,更进一步提高产品结构强化,并达到减重需求。
这样的复合成型制程称为两阶段包覆成型(two steps over molding),通常包含两部分:纤维预浸布铺覆程序(Draping process)及二次加工成型。纤维预浸布的成型方式是将干式纤维布预先浸润在室温的树脂中,再进行低温冷冻。接着利用机器手臂移动片状的固态预浸布放置在模具中,进行铺覆程序。
铺覆程序是主要目的是赋予迭层纤维布产品外型,迭层好的纤维预浸布会照射红外线加热软化,进行压缩成型后待成品固化,接着再进行塑料射出灌注。成型后的产品包含连续性纤维预浸材及后射出的功能件部位,而如何有效预测结合两者成型的产品特性行为是一项重要课题。
Moldex3D在R14版本整合了LS-DYNA分析连续性纤维铺覆程序变形的能力:将铺覆变形后的纤维布排向考虑到Moldex3D中,模拟预测包覆成型产品在进行二次加工时复合材料产品翘曲变形的情形。其中LS-DYNA主要进行连续性纤维压缩成型的变形行为分析;Moldex3D则接续LS-DYNA计算完成的预浸料固体变形,读入几何外型和连续性纤维排向分布结果,作为嵌件的几何和材料特性参数。在流动计算分析时考虑嵌件属性的预浸布外型为边界条件,而在翘曲计算时考虑嵌件为连续性复合材料,进行多材质的翘曲变形预测分析。
Moldex3D的多材质分析功能,将单轴纤维预浸材料排向进行3个方向的测试分析,产生强度在产品方向上的差异。结果得到Z轴位移在纤维排向45 °时变形最大;纤维排向0 °、90 °时Z轴位移的变形较小,其中又以90 °排向的最理想。
Moldex3D的射出流动分析会考虑非连续纤维的排向影响,并分离出塑料及纤维排向的影响。在此例中,塑料造成的收缩影响较大,造成产品产生Y方向较大的收缩;90 °排向的连续纤维预浸材的方向则可以弥补此收缩量的影响,因此达到产品变形最小收缩量值的需求。
Design of Gas-assisted Injection Molds for Car Interior Door Handles
DU Linfang, MIAO Qiulin
(Department of Mechanical Engineering, Henan Mechanical and Electrical Career College, Zhengzhou 451191, China)
An injection mould for a car interior handle was designed by using an inverse blowing gas-assisted molding technology in a full injection mode. When designing the groove structure for melt overflow, cut-off valve and hot runner nozzle were introduced into the mould so as to improve the efficiency of melt overflow and also to overcome the defects appearing in the inverse blowing gas-assisted molding. With the use of a horn-shape latent gate and the reasonable setting of ejection position, the aspects without any gate and ejector marks were guaranteed for the injection-molded parts. This mould has been used for the production of parts, and the products exhibit a good appearance as well as a lightweight feature with a reduction in weight by 20 % compared with the similar products.
inverse blowing type; gas-assisted injection molding; resin-overflow groove; cut-off valve; shrinkage mark
2016-10-16
TQ323
B
1001-9278(2017)04-0102-04
10.19491/j.issn.1001-9278.2017.04.019
联系人,hnjdxy@163.com
