整粒高粱酿造浓香型白酒新工艺
——高粱预处理及产酒发酵研究
2017-03-28毛洪川许德富陈晓明张良敖宗华丁海龙李河
毛洪川,许德富,陈晓明*,张良,敖宗华,丁海龙,李河
1(西南科技大学 生命科学与工程学院,四川 绵阳,621010) 2(泸州精圣酒业有限公司,四川 泸州,646016)3(泸州老窖股份有限公司,四川 泸州,646003) 4(国家固态酿造工程技术研究中心,四川 泸州,646000)5(四川理工学院 生物工程学院,四川 自贡,643000)
·生产与科研经验·
整粒高粱酿造浓香型白酒新工艺
——高粱预处理及产酒发酵研究
毛洪川1,许德富2,3,陈晓明1*,张良3,4,敖宗华3,4,丁海龙3,4,李河5
1(西南科技大学 生命科学与工程学院,四川 绵阳,621010) 2(泸州精圣酒业有限公司,四川 泸州,646016)3(泸州老窖股份有限公司,四川 泸州,646003) 4(国家固态酿造工程技术研究中心,四川 泸州,646000)5(四川理工学院 生物工程学院,四川 自贡,643000)
利用整粒高粱为原料开发了一套以剥离产酒与生香发酵为特点的新型浓香型白酒酿造工艺。利用Box-Behnken响应面实验设计的方法确定了产酒生香工艺高粱预处理的最佳工艺参数:甑体容积4.3 m3,每甑投粮量1 300 kg;泡粮水温70 ℃,泡粮时间11.3 h,泡粮水位高度17.8 cm;煮粮时间114 min,复蒸时间10 min。最佳产酒发酵工艺参数:糖化箱收箱厚度20 cm,收箱糖化时间20 h;配糟比1∶1;发酵周期12 d,酒醅酒精含量可达(11.40±0.30) mL/100g。以整粒高粱为原料可有效改善粉碎高粱、清蒸糠壳等带来的噪音、环境污染问题,经生产核算能最大限度降低糠壳使用量71%。
产酒发酵;整粒高粱;浓香型白酒;高粱浸泡;高粱蒸煮
伴随生活水平的进一步提高,消费者对白酒内在品质的追求愈加强烈,同时白酒也开始朝着淡雅化、低度化、健康化等方向发展。绿色生产、可持续发展也愈来愈受到行业及国家的重视。从酿酒工艺出发,降低酿造过程中原辅料、能源、人工等的消耗、降低酒体中的异杂味,开发出年轻态、积极健康的酿酒工艺是整个酿酒行业紧迫的任务。
浓香型大曲酒的酿造工艺已经流传积淀了数百年,它是一代代劳动人民智慧与技巧的结晶,但是随着时代的进步,传统浓香型大曲酒的酿造工艺不可避免地存在局限性。具体表现如下:①丢糟再利用困难、资金投入大,白酒酒糟是酿酒业的副产品。据统计,我国年产白酒酒糟达2 100万t,其回收处理难度大,需投入的人力及物力成本高[1]。②糠壳清蒸副产物对环境及人体的副作用大,糠壳含有10%~20%左右的多缩戊糖[2]。在清蒸及酿造过程中它们会产生较多的醛类物质,不仅污染环境而且危害人体健康。大量使用糠壳一方面容易将邪杂味带入酒体,另一方面也增大了丢糟的回收利用难度。③酒损大、产酒量低,传统浓香型大曲酒生产中的配料、拌粮工艺需要将高粱粉与酒醅拌合均匀以便于蒸酒蒸粮,但是酒醅中的酒精分子以及其他的香味成分往往是易挥发的化合物,翻拌极易造成该类组分的损失,上述状况在夏季尤其明显,故传统生产中的配料拌粮存在酒损大的缺陷。同时,出窖糟醅加入较多酿酒原辅料,吸收糟醅中的酒精分子和香味成分并残留其中,也是影响提取的重要因素。在传统浓香型大曲酒的酿造中,全程使用中高温大曲作为发酵剂,酿酒微生物在酒精发酵过程中同时会转化较多的其他诸如有机酸等的组分,不能规避质量型发酵母糟对酒精发酵的制约,影响原料出酒率[3-5]。
利用整粒高粱作为酿酒原料可以最大限度地降低辅料糠壳的使用量,理论上可以明显降低丢糟回收利用的难度。同时,降低糠壳用量、采用单独浸泡清蒸高粱等工艺可以从根本上减少原辅料的邪杂味被引入酒体。同时采用剥离产酒与生香工艺即组合利用小曲产酒率高、大曲及泥窖生香能力强的特点酿造浓香型白酒可以最大化的缩短酿造周期,提高出酒率,降低酒体邪杂味。
产酒及生香工艺如图1所示。本研究将就高粱预处理及产酒发酵研究部分做相应报道,生香工艺将另文报道。

图1 产酒生香双型发酵工艺流程图Fig.1 The flow diagram of alcohol and flavor sdouble fermentation craft
1材料与方法
1.1 实验材料
糯红高粱:泸州市宏兴粮贸有限责任公司;酿酒小曲:四川泸州华达生物工程有限公司。
1.2 实验仪器
分析天平(CP-214),奥豪斯仪器(上海)有限公司;电热鼓风干燥(101-0413),北京中兴伟业有限公司;4支组精密酒精计,青县燕河仪器仪表有限公司。
1.3 高粱预处理工艺优化
以整粒高粱为原料生产浓香型白酒的预处理包括高粱的浸泡及蒸煮两个步骤,根据现有实验,石板窖池容积设定每甑投粮量为1 300 kg,以蒸酒冷凝热水浸泡高粱,缩短后期高粱蒸煮时间。在预实验的基础上采用Box-Behnken设计-响应面法优选最佳泡粮工艺条件及最佳蒸煮工艺条件。使用Design Expert8.0.6软件对各因素进行二次多元回归拟合,并对模型进行显著性检验,作出相应的曲面图和等高线图,并对曲面图和等高线图进行分析,优化泡粮及蒸煮工艺。
1.3.1 高粱泡粱工艺优化
以泡粮水温(A)、泡粮时间(B)、粮面水位高度(C)为因素。以粮粒含水率(%)为评价指标,进行Box-behnken设计-响应面实验,即设计3因素3水平17个实验点的响应面分析。因素及水平见表1。

表1 高粱泡粱工艺的因素水平表
1.3.2 高粱蒸煮工艺优化
用Box-Behnken设计-响应面法优选最佳蒸煮工艺条件。即以粮食含水率(A)、煮粮时间(B)、复蒸时间(C)为因素。以粮粒裂口率(%)评价指标,设计3因素3水平17个实验点的响应面分析。因素及水平见表2。

表2 高粱蒸煮工艺的因素水平表
1.4 产酒发酵参数优化
产酒发酵以传统川法小曲酒酿酒工艺为参考,结合感官分析、利用单因素全实验的方式确定各季度最佳的糖化培菌指标。产酒发酵主要受小曲糖化培菌、晾堂摊晾等操作影响,同时发酵过程中成分的变化是窖池内微生物生长代谢的结果,通过测定糟醅理化参数可以判定发酵状况的优劣[6]。
1.4.1 粮糟糖化培菌参数分析
以还原糖含量及感官评价为指标,以糖化箱厚度、糖化时间2个因素开展2因素4水平的全实验,厚度设置为10、15、20、25 cm,糖化时间水平设置为12、20、28、36 h。同时,实验设置2个平行,于1、4、7、10月分别开展4轮次实验,通过感官及理化分析最终确定各季度下最佳的收箱厚度及糖化时间。
1.4.2 酒醅理化指标分析
糖化结束后,粮糟经摊晾冷却后先后投入3口相同规格的石板窖池中进行产酒发酵,从封窖开始每间隔12 h测定一次酒醅温度,每轮记录15天。
从入窖开始,用取样器分别于发酵第3、6、9、12、15天取糟醅并按如下方法测定相应指标:酒醅淀粉含量、酒醅还原糖含量等采用菲林试剂法测定,酒醅酸度采用酸碱中和滴定测定,酒醅酒精含量采用蒸馏法配合酒精计测定,酒醅水分含量采用恒温烘干法测定[7]。
2 结果与分析
2.1 高粱浸泡工艺的确定
2.1.1 高粱浸泡工艺的Box-Behnken响应面实验设计结果
高粱浸泡过程涉及的工艺参数有泡粮水温、泡粮时间、用水量(粮面水位高度)3者,可利用Box-Behnken响应面法求得各因素均在较低水平时的最优泡粮工艺参数组合,从而缩短生产时间、降低能耗。浸泡高粱BBD设计响应面实验结果见表3。

表3 高粱浸泡工艺的BBD设计响应面设计与结果
2.1.2 浸泡工艺的响应面分析
应用Design-Expert8.0.6对表3实验数据进行多元回归拟合,得到含水率对浸泡水温(A)、浸泡时间(B)、粮面水位高度(C)的回归方程模型:含水率/%=40.57+1.04A+1.24B+2.69C-0.85AB+0.24AC-0.12BC+0.66A2+0.45B2-0.26C2。


图2 不同因素对高粱含水率影响的响应面曲面图Fig.2 Response surface plot aboutthe interaction effects of different processes on sorghum`s moisture content
由图2中等高线及曲面图可知,泡粮时间与泡粮水温的交互作用影响显著,同时,高粱含水率伴随泡粮时间的延长或泡粮水温的增加而增加。当浸泡时间保持在低水平时,泡粮水温对含水率的影响更为显著。泡粮水位高度与泡粮时间或泡粮水温之间的交互影响显著,并且两者的影响作用更为相似,在一定范围内,高粱含水率与泡粮时间或粮面水位高度均表现为正相关,同时粮面水位高度对含水率的影响大于泡粮时间或泡粮水温。
2.1.3 浸泡工艺的确定及验证实验结果
周天银[9]指出泡粮应使粮粒吸水均匀,水分含量达到43%~45%。为了降低用水量、缩短生产时间,分别将泡粮时间、泡粮温度、粮面水位高度设置为最小值对回归方程求解获得响应值分别为43%、44%、45%时最优泡粮参数,如表4所示。
在上述优化参数下对每组最优解进行验证实验,重复3次,测得含水率分别为(43.12±0.26)%、(44.03±0.34)%、(45.07±0.41)%。结果表明经过响应面拟合出的理论值与实际值较为吻合,证明上述参数可靠。同时将上述最优解作为泡粮工艺的备用参数留存,待整合蒸煮工艺后确定最优解。
2.2 高粱蒸煮工艺的确定
2.2.1 高粱蒸煮工艺的Box-Behnken响应面实验设计结果
川法小曲酒高粱的蒸煮分为初蒸、闷水、复蒸3个步骤[10]。在本研究中,为了缩短生产时间、充分利用热水资源,故将高粱蒸煮改良为两段式操作,高粱经过浸泡后直接通入蒸汽进行煮粮,然后再排出泡粮水复蒸高粱。李大和[11]认为高粱蒸煮的感官标准为熟粮不顶手、已完全柔熟、“阳水”少,表面轻泫。出甑后检查粮食应收汗,粮食裂口率达85%以上即可。
在蒸汽压力一定时,蒸煮高粱过程涉及的工艺参数有高粱含水率、复蒸时间、煮粮时间3者,同样可利用Box-Behnken响应面法求得各因素均在较低水平时的最优蒸煮工艺参数,从而缩短生产时间、减少能源消耗。高粱蒸煮BBD设计响应面实验结果见表5。

表5 高粱蒸煮工艺BBD设计响应面实验安排与结果
2.2.2 蒸煮工艺的响应面分析
应用Design-Expert8.0.6对表5实验数据进行多元回归拟合,得到裂口率(%)对含水率(A)、煮粮时间(B)、复蒸时间(C)的回归方程模型:裂口率/%=90.16+1.04A+8.1B+2.84C+0.073AC-0.55BC+0.33A2-5.49B2-0.62C2。

由图3可知,仅有复蒸时间与煮粮时间的交互作用极显著,高粱裂口率随着复蒸或煮粮时间的增加而增加,含水率对复蒸或煮粮过程高粱的裂口率的贡献不大,故可以不考虑含水率在该范围内对裂口率的影响。
2.2.3 蒸煮工艺的确定及验证实验结果
为了降低能源消耗、缩短生产时间,以85%粮食裂口率为响应面最低优化指标,分别将含水率、复蒸时间、煮粮时间设置为最小值对回归方程求解获得最优蒸煮参数为含水率43%,煮粮时间113.94 min,复蒸时间10 min,在此条件下的理论粮食裂口率为85%。在上述优化参数下进行验证实验,重复3次测得裂口率为(85.12±0.44)%。结果表明经过响应面拟合出的理论值与实际值较为吻合,证明上述参数可靠。同时,在此蒸煮条件下粮粒性状表现为粮粒柔熟,滋润,粮粒裂口大,有利于接种小曲酿酒微生物、便于糖化培菌时菌丝向粮粒内部生长。

图3 不同因素对高粱裂口率影响的响应面曲面图Fig.3 Response surface plot aboutthe interaction effects of different processes on sorghums` cracking ratio
在本工艺中,设计采用蒸馏取酒过程的冷却热水泡粮,既回收利用了冷却热水、缩短了高粱蒸煮时间,又实现了原料的浸泡除杂、除涩,还可以达到淀粉粒预膨化等目的。
同时,整粒高粱自身具有较大的孔隙度,使用它作为酿酒原料可大幅降低辅料糠壳的用量(仅需铺垫部分甑底,每甑糠壳使用量可最大限度降低71%),据实际调研,目前糠壳市场售价约为1 800元/t,按年产1 000 t原酒计算,新工艺便可减少糠壳使用量525 t,糠壳购置成本可节约费用93余万元,以2.4 m3甑容计,可节约清蒸糠壳所用蒸汽39.37 t。
2.3 粮糟糖化培菌参数的确定
根据酒厂的实际情况,每甑下粮1 300 kg,高粱经蒸煮摊晾冷却后加小曲糖化培菌。以曲药为微生物菌种,以熟粮为培养基,接种根霉和酵母等微生物。糖化培菌目的是为糖化产酒获取一定的酶,从而满足后期微生物生长的需要。在熟粮水分一定的情况下,收箱温度应以满足微生物最适生长温度为宜,据生产经验及文献调研得知,根霉及酵母等菌最适生长温度为30 ℃左右,故本研究将收箱温度设定为30 ℃,同时在不同季节选择性的覆盖糟醅或麻袋进行保温,分别考察糖化箱厚度和糖化时间对小曲糖化的影响,以还原糖含量及感官评价为指标。

图4 不同糖化条件下的还原糖含量Fig.4 The changes of reducing sugar under different saccharificationconditions
不同收箱厚度及糖化时间对糖化效果的影响见图4。由图4可知,粮糟还原糖含量均随糖化时间或糖化箱厚度的增加而增加。在较短糖化时间或薄糖化箱下的培菌状况均不理想,糟醅还原糖含量较低,表明根霉、酵母等菌复壮活化程度不高。其可能的原因是糖化箱过薄不利于保温,迟迟不能达到微生物的最适生长温度。同时,由于摊晾过薄会占用较大的生产场地,增加劳动成本。故就培菌及生产效率而言应尽量选择较厚的糖化箱。不同厚度、糖化时间下粮糟的感官分析见表6。

表6 不同糖化条件下的感官分析
其中以糖化时间20 h、粮糟厚度20 cm最佳,其还原糖含量为(2.42±0.14)%,其出箱感官是绒籽,有曲香,无馊、闷、酒气,味稍甜微酸,全箱均匀,老嫩符合发酵的要求。出箱还原糖含量的高低即培菌箱的老嫩,一般认为还原糖含量低于1.5%则为嫩箱,同时一般还原糖含量高于5%则认为是老箱。箱老糖化淀粉无形中损失大,箱老酵母多,发酵快,影响出酒率[9],并且长期的生产经验表明缓慢发酵生产的原酒甜醇香、发酵快则苦辣麻。嫩箱发酵过于迟缓,拖长生产周期,不利于提高生产效率,降低生产成本。
2.4 酒醅发酵参数分析
产酒发酵是粮食在根霉菌、酵母菌等微生物的作用下,将粮食中淀粉分解成乙醇的过程,在本工艺中,首先利用小曲作为糖化发酵剂,粮食经收箱糖化、摊晾冷却后置入石板窖池中密闭发酵即可完成产酒发酵。
2.4.1 产酒发酵糟醅温度分析
发酵温度是直接反应发酵正常与否的指标之一,发酵温度要求先升后稳,符合前缓、中挺时间长,后缓降的变化趋势[10]。4轮生产试验的糟醅温度变化如图5所示。

图5 产酒发酵酒醅温度变化图Fig.5 Fermented grains`changes of tempetature in alcohol brewing
由图5可以看出,4轮产酒发酵糟醅前期品温上升较平稳,第61 h左右依次达到平均(37.62±0.86) ℃的最高品温,此后糟醅温度逐渐回落并最终稳定在(27±1.84) ℃左右。在本研究中酒醅温度变化情况与传统工艺中酒醅温度变化基本一致,符合前缓升,中挺时间较长,后缓落的温度变化特点,故仅就温度变化情况来看,本研究所确定的培菌、配料等工艺参数合理可行。
2.4.2 产酒发酵糟醅理化分析
本研究较传统川法小曲酒生产工艺较大幅度地减少了配糟的比例,传统川法小曲酒糖化培菌配糟量为粮食的3~4倍[9],在本工艺中特将配糟比改良为1∶1,主要考虑因素如下:⑴产酒发酵酒醅,下一道工序要配伍进入生香发酵工序,其未发酵利用的残余淀粉,还可以在生香发酵阶段得以进一步利用。⑵减少配糟数量可增加窖池单位时间内的发酵效率,即相同时间、同一发酵容器较传统工艺可发酵成熟更多的糟醅,提高窖池的利用率及产能。同时采用石板窖池作为发酵容器,可有效降低发酵积热避免糟醅升温过猛。
在上述配糟比的前提下,考察了产酒发酵糟醅酸度、还原糖、水分含量、酒精含量等理化指标的动态变化情况。以糟醅酒精含量为糟醅发酵成熟与否的主要标志,具体内容如下。
2.4.2.1 酒精含量
由图6可知,在产酒发酵过程中,酒醅酒精含量伴随发酵时间的增加而增加。前5天糟醅酒精含量增加较快,当发酵达到约12天时糟醅酒精含量达到最大值(11.40±0.30) mL/100g,酒精含量从第13天开始呈下降趋势。产酒发酵旨在主体完成糟醅淀粉的酒精发酵,缩短发酵时间,提高窖池的周转利用率,当酒精含量达到最大值时应考虑结束产酒发酵并开始进入生香发酵环节。综上所述,在此确定产酒发酵时长为12 d。
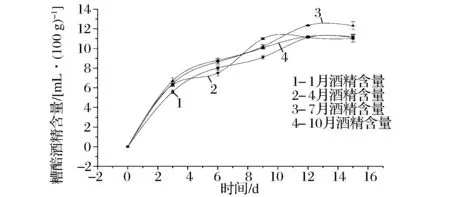
图6 产酒发酵酒醅酒精含量变化图Fig.6 Fermented grains`changes of alcohol in alcohol brewing
2.4.2.2 水分含量
酒醅水分含量变化与酒精含量趋势一致,均随着发酵时间的增加而增加。入窖水分含量为(44.03±0.44)%,前4天水分含量增加最快,当发酵进行至第10天左右时,水分含量趋于平稳。以12天为一个发酵周期,发酵结束时酒醅水分含量为(65.56±0.50)%。

图7 产酒发酵酒醅水分含量变化图Fig.7 Fermented grains`changes of moisture content in alcohol brewing
2.4.2.3 酒醅酸度
在产酒发酵中,入窖酸度(0.78±0.04) mmol/10 g,在固态法自然发酵过程中,必然会产生各种酸类,它们多伴随乙醇而生成,故在产酒发酵中酒醅酸度与酒精含量变化趋势大致相同,均随着发酵时间的增加而增加。以12天为一个发酵周期,发酵结束时酒醅酸度为(0.97±0.03) mmol/10g。同时可以看出产酒发酵阶段酸度的绝对增加量不大,以根霉、酵母菌等为主体的酿酒微生物具有高度的酒精发酵专一性,致使该阶段升酸幅度小而糟醅酒精含量增幅较大。

图8 产酒发酵酒醅酸度变化图Fig.8 Fermented grains changes of acidity in alcohol brewing
2.4.2.4 淀粉
产酒发酵中淀粉含量呈逐渐降低的趋势,入窖淀粉含量为(44.64±0.12)%。较高的淀粉含量有利于酒醅酒精含量的富集,同时增加淀粉含量在一定程度上可以加快发酵速率、增加窖池的周转率。结合图9分析可知,发酵前期窖池内仍残存一定的氧气,根霉、酵母菌等微生物主要以有氧呼吸、生长繁殖为主,此时曲线斜率最大、淀粉消耗速度最快。当发酵至48 h时,根霉菌因缺氧而衰老死亡,酵母菌则转入主体厌氧酒精发酵,整个糟醅体系淀粉含量开始平稳且迅速的下降。发酵至第9天时,淀粉消耗速率开始减小,结合图6酒精含量分析可知,此时糟醅体系产酒发酵进程开始减缓,整个糟醅体系即将步入以生香发酵为主的发酵阶段。

图9 产酒发酵酒醅淀粉含量变化图Fig.9 Fermented grains`changes of starch in alcohol brewing
2.4.2.5 还原糖
酒醅中糖类的变化情况能间接地反应窖池中产酒精状况,还可以特征性地反应窖池中微生物的生长消亡状况。由图10可知,还原糖含量呈现先增加后降低的趋势。入窖还原糖含量为(2.12±0.12)%,与周天银[5]所总结较一致。在第3天时还原糖含量增加至顶峰值,分别为(6.84±0.04)%、(7.01±0.04)%、(8.16±0.03)%、(7.35±0.04)%,在第15天时其含量分别降低至(2.00±0.05)%、(1.65±0.04)%、(1.44±0.03)%、(1.54±0.03)%。这可能是发酵起始酒醅中含有大量R.oryzae,其糖化作用将大颗粒淀粉物质水解成还原糖类物质[12],使得酒醅中还原糖含量增加,从而促进酵母的生长繁殖。发酵3天后,由于微生物的生长和代谢活动消耗还原糖,使得还原糖含量呈下降趋势。

图10 产酒发酵酒醅还原糖含量变化图Fig.10 Fermented grains`changes of reducing sugar in alcohol brewing
3 结论
以纯整粒高粱为酿酒原料开发出了一套产酒与生香剥离的双型酿酒工艺:利用Box-Behnken响应面实验设计的方法确定了最佳的高粱预处理工艺参数为每甑投粮量1 300 kg;泡粮水温70 ℃;泡粮时间11.3 h;泡粮水位高度17.8 cm;煮粮时间114 min;复蒸时间10 min。以整粒高粱为原料可有效改善粉碎高粱、清蒸糠壳等带来的噪音、环境污染问题,经生产核算能最大限度降低糠壳使用量71%。
通过1、4、7、10月分别开展的四轮次产酒发酵实验后确定最佳产酒发酵工艺参数:收箱厚度20 cm,收箱糖化时间20 h;配糟比1∶1;发酵周期12 d,酒醅酒精含量可达(11.40±0.30) mL/100g,产酒发酵成熟的糟醅拌合堆积母糟后置入浓香泥窖发酵即可完成生香发酵过程,生香发酵及原酒理化分析请见后续报道。
[1] 王肇颖,肖敏.白酒酒糟的综合利用及其发展前景[J].酿酒科技,2004,121(1):65-67.
[2] 叶华夏,谢正敏.酿酒用糠壳中蒸煮气味成分的研究[J].酿酒科技,2015,69(5):55-58.
[3] 沈才洪,许德富.有机酸对酒精发酵的影响[J].酿酒科技,1993, 69(5):9-11.
[4] 张良,沈才洪,张宿义,等.解析窖泥功能菌代谢能力的调控[J].酿酒科技,2008,163(1):57-61.
[5] 王涛,姚韬,李涛,等.浓香型白酒酿造相关酵母发酵糟醅产己酸乙酯的研究[J].食品与发酵工业,2013,39(1):41-45.
[6] 蒲岚,李璐,邱树毅,等.发酵温度调控对浓香型白酒主要香味成分生成的影响[J].食品与发酵工业,2011,37(7):126-129.
[7] 张宿义,许德富.泸型酒技艺大全[M].北京:中国轻工业出版社,2011:387-399.
[8] 赵惠茹,任早,刘春叶.Box-Behnken设计-响应面法优化酸枣仁皂苷的大孔树脂纯化工艺[J].中药材,2015,45(4):831-834.
[9] 周天银.川法小曲白酒生产经验总结[J].酿酒科技,2008,170(8):78-81.
[10] 李大和,李国红.川法小曲酒生产四个关键工序的控制[J].食品与发酵科技,2014,50(1):85-88.
[11] 李大和,李国红.川法小曲酒生产技术的传承创新[J].酿酒,2015,42(1):2-9.
[12] 唐洁.清香型小曲酒微生物群落结构及功能的研究[D].无锡:江南大学,2012.
Sorghums pretreatment and alcohol brewing for development of Luzhou flavor liquor by using intact sorghums as raw material
MAO Hong-chuan1, XU De-fu2,3, CHEN Xiao-ming1*, ZHANG Liang3,4,AO Zong-hua3,4, DING Hai-long3,4, LI He5
1(School of Life Science and Engineering, Southwest University of Science and Technology, Mianyang 621000, China)2(Luzhou Jing Shen Liquor Group Co., Ltd, Luzhou 64600, China) 3(Luzhou LaoJiao Co.,Ltd, Luzhou 646003, China)4(National Engineering Research Center of Solid-state Brewing, Luzhou 646000, China)5(College of Bioengineering, Sichuan University of Science and Engineering, Zigong 643000, China)
A new brewing craft for Luzhou flavor liquor using intact sorghums as raw material was developed, wherein the alcohol brewing process was separated from fragrances generation. Using Box-Behnken response surface methodology,the pretreatment of intact sorghums for alcohol brewing and aroma-producing craft were optimized as follows: the volume of caldron was 4.3 m3, the amount of the material was 1 300 kg,the sorghums were soaked in water at 70 ℃ for 11.3 h, water depth was 17.8 cm. The sorghums were boiled for 114 min and steamed for 10 min. Besides, parameters for alcohol brewing were as follows: the height of saccharification box was 20 cm, the time of Saccharification and fermentation was 20 h and 12 d respectively. The proportion of intact sorghums to distilled grains was 1∶1. By using this new technology, the final alcohol content of fermented grains could reach (11.40±0.30) mL/100 g. Taking the intact sorghums as raw materials could effectively solve a set of problems, such as the noise and pollution during crushing sorghum and steaming grainshells. With those improvements, the new craft could reduce usage of grain shells by 71% at most.
alcohol brewing; intact sorghum; Luzhou flavour liquor; soaking sorghums; steaming sorghums
10.13995/j.cnki.11-1802/ts.201702018
硕士研究生(陈晓明教授为通讯作者,E-mail:chenxiaoming@swust.edu.cn)。
四川省科技应用基础项目《浓香型白酒酿酒原料前处理方式对白酒质量和安全性影响的研究》(2016JY0025)
2016-09-14,改回日期:2016-10-26
