制粒机模糊解耦控制系统设计
2017-03-14周凡周民赵明俊杨维明
周凡,周民,赵明俊,杨维明
(湖北大学计算机与信息工程学院,湖北 武汉 430062)
制粒机模糊解耦控制系统设计
周凡,周民,赵明俊,杨维明
(湖北大学计算机与信息工程学院,湖北 武汉 430062)
制粒过程属于多变量、强耦合、非线性和大时滞系统,无法确立其精确的数学模型,因此常规解耦控制无法满足系统的要求.为了解决在饲料生产制粒过程中出现的堵塞、打滑和停机问题,我们根据模糊控制不依赖于对象模型的特性,采用模糊解耦方法设计主机电流和调质温度的模糊控制规则,实现主机电流和调质温度的相互去耦,并且采用以西门子S7-300 PLC为核心,配合采用西门子WinCC组态软件,设计并实现制粒机模糊控制系统.实验结果表明,该系统稳定高效、可靠性高.
模糊控制;制粒控制系统;解耦;S7-300;WinCC
0 引言
制粒工艺是现代饲料生产中的重要步骤,为了提高生产产品的质量,改善制粒机堵塞、打滑和停机的现象,确保制粒机主机电流和调质温度准确的控制在目标值附近,消除制粒过程中主机电流和调质温度两个控制参数之间的相互耦合非常关键.本文中根据饲料生产中制粒工艺的特点,采用S7-300 PLC以及WINCC组态软件,设计具有模糊解耦功能的制粒机控制系统,试验结果表明该系统稳定性好、可靠性高.
1 制粒机生产过程工艺
制粒机工作时,物料仓中待制粒的配比粉料由喂料器经螺旋给料器送入调质器,粉料被搅拌均匀并在搅拌过程中通入蒸汽进行混合,经调质后达到一定温度和湿度的配合粉料,通过斜槽经过吸铁装置进入压制室进行制粒,饲料通过压膜罩和喂料刮刀,将粉状饲料送入两个压制区,空轴传动轮带动压模旋转,饲料被卷入压模和压辊之间,两个相对旋转件对饲料逐渐挤压,而挤入压模孔,在模孔中成形,并不断向模孔外端挤出,再由切刀把成形颗粒切成所需的长度,最后成形颗粒料流出机外,如图1所示.
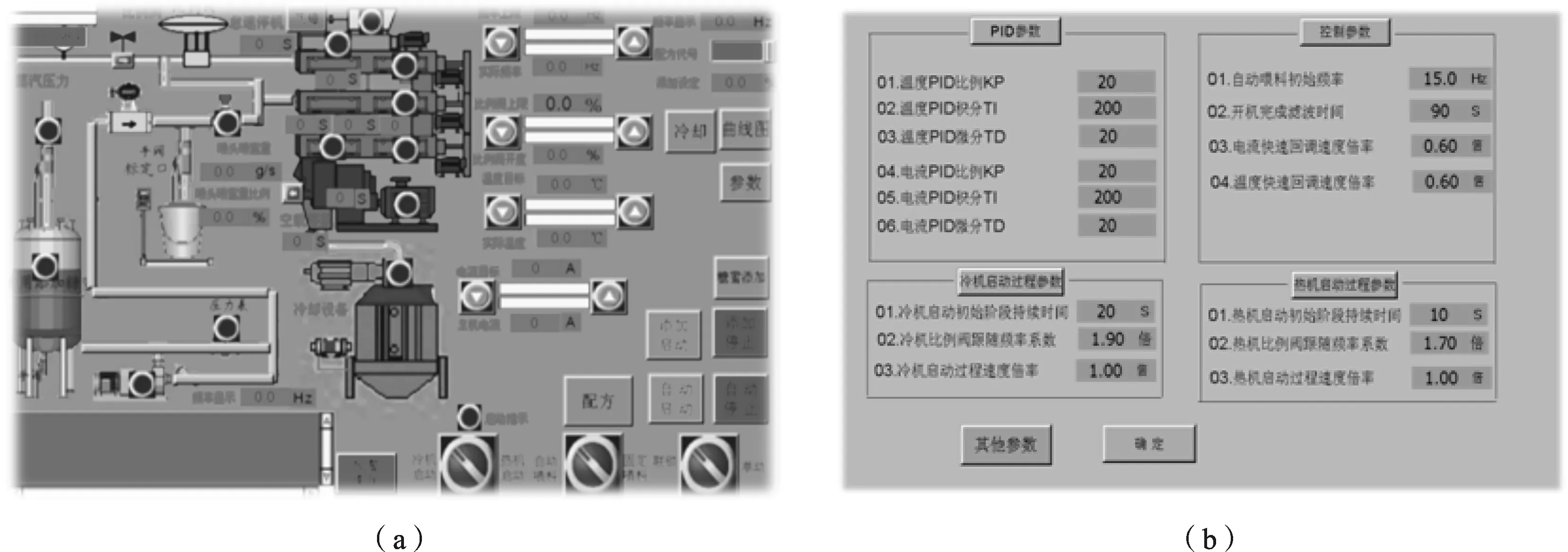
图1 制粒机工艺流程(a)及参数(b)的设置
2 制粒控制系统的整体设计
制粒过程存在大时滞、多变量、强耦合的特性,其中最主要的两个耦合变量就是主机电流和调质温度.当主机电流变小时,说明制粒机不在满负荷状况下工作,需要增大喂料器频率,这也就使得进入调质腔内的物料增多,降低了温度,蒸汽阀开度便随之增大,水分也会增加,变得容易制粒,主电机负荷变小,所以主机电流变小.同理,调质温度的变化也影响着主机电流,如图2所示.
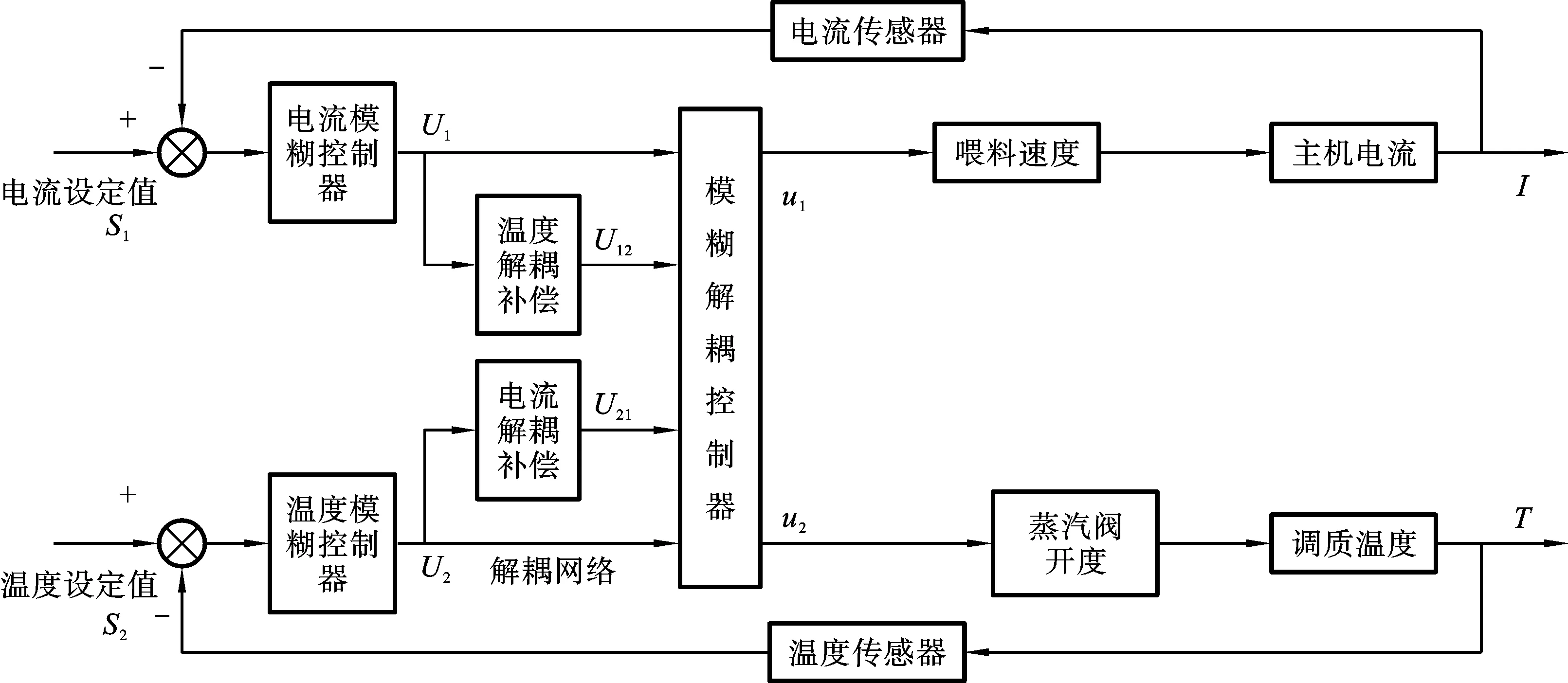
图2 制粒控制系统设计
3 模糊解耦控制系统设计
3.1 解耦控制系统设计 根据主机电流和调质温度的耦合关系,设计温度及电流的解耦补偿作为控制器对主机电流和调质温度之间的耦合影响进行补偿,解耦的本质在于设置一个解耦网络,它最大程度地去抵消制粒过程中主机电流和调质温度之间的关联,以保证电流回路和温度回路能够互不干扰地稳定工作,如图3所示.
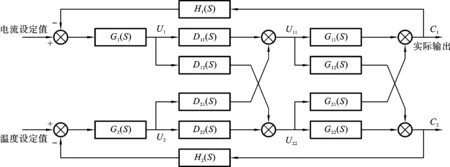
图3 补偿解耦控制框图

(1)
(2)
要实现解耦,就必须使C1和C2分别只受U1和U2的控制,由此推得:
(3)
3.2 模糊控制器设计 在模糊控制系统中,广泛采用二维模糊控制器.其工作原理是通过检测设备得到被控量的实际值y,将其与设定值x作差得到e和偏差变化值ec.将e和ec作为输入,通过模糊化处理得到对应的模糊值E和EC.根据实际控制过程中的经验得到模糊控制规则,将E和EC通过模糊推理,得到被控对象的模糊控制量U.最后经去模糊化得到需要的准确量u,再将u作用于被控对象实现模糊控制,如图4所示.
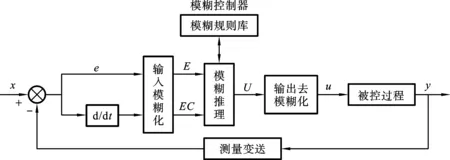
图4 二维模糊控制器基本结构图
3.2.1 输入量模糊化 模糊化实际上就是将输入量的确定值转化为相应的模糊语言变量值的过程.其中,包括量化、模糊划分和模糊表达这几个步骤.量化也就是把连续输入量的范围离散化;模糊划分即针对论域范围来对模糊量的个数进行确定;模糊表达即对模糊量的隶属函数进行定义.
3.2.2 模糊规则的建立 由操作经验可知,主机电流的偏差e1的实际论域为[-45,45],误差变化ec1的实际论域为[-8,8],经量化因子量化到离散模糊论域[-6.6].调质温度的误差e2的实际论域为[-30,30],误差变化ec2的实际论域为[-6,6].取主机电流和调质温度的偏差e、偏差变化ec和中间控制输出量U的模糊语言集合为:{NS、NL、ZO、PS、PL},相应的表示为{负大、负小、零、正小、正大},模糊论域均设定为{-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6},通过三角形隶属度函数表示模糊论域对应的模糊集合,以主机电流模糊论域元素取值为例.如表1.

表1 主机电流的模糊论域取值
1) 隶属度函数
隶属度函数反映了一个量对于另一个量的所属程度,在MATLAB里面设置好参数进行仿真.模糊变量e、ec和中间控制输出量U的论域值的设定采用三角隶属度函数曲线,如图5所示.

图5 输入、输出量隶属度函数
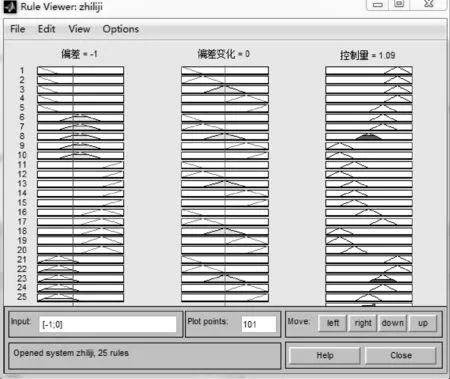
图6 模糊规则视图
2) 二输入-输出的模糊规则
输入和输出的模糊规则采用ifAis NL andBis NL,thenCis PL的形式,在MATLAB里面建立起模糊规则,从而生成模糊规则视图.当输入[-1,0]时,推理出来的控制量为1.09,如图6所示.
3.3 输出量去模糊化 由模糊推理算法得出的输出量是一个模糊集合,但被控对象只能接受一个精确的控制量,因此,必须通过反模糊化把模糊集合映射到普通的集合.去模糊化主要采用的是加权平均法,加权平均法是将输出量模糊集合中所有元素进行加权平均作为输出量执行.如下式.
(4)
4 模糊解耦的PLC设计
4.1 模糊控制查询表的建立 利用Simulink工具箱中的Lookup Table模块可以生成模糊控制查询表,将模糊控制器的数据导入查询表中,用以查询输出量,如图7所示.
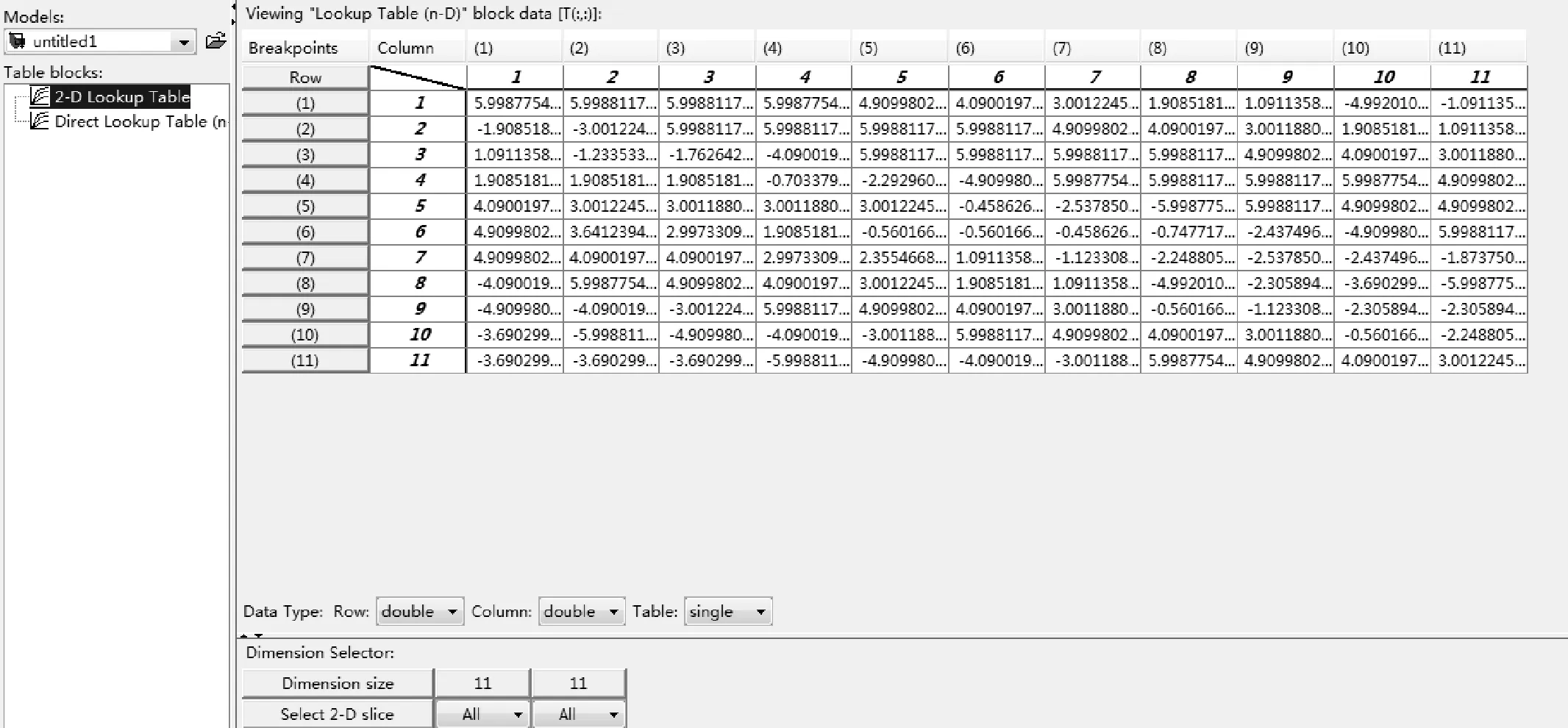
图7 模糊控制查询表
4.2 PLC程序设计流程 本节主要采用西门子 S7-200PLC作为制粒机的硬件设计模块,制粒过程中通过电流传感器和温度传感器检测主机电流和调制温度,传感器采集的数据经过扩展模块EM235接入PLC,然后在PLC里将采集到的数据与实现置入的量化因子进行运算,经过D/A转换进行执行元件的输出.根据制粒过程中的各数据得到电流和温度模糊量.根据制粒料温度的变化、蒸汽压力的变化、制粒电流的波动来综合控制比例阀的开度和喂料频率的大小,在不同的喂料速度、不同的制粒温度范围采用不同的逻辑控制算法.模糊解耦PLC整体设计流程图如图8所示.
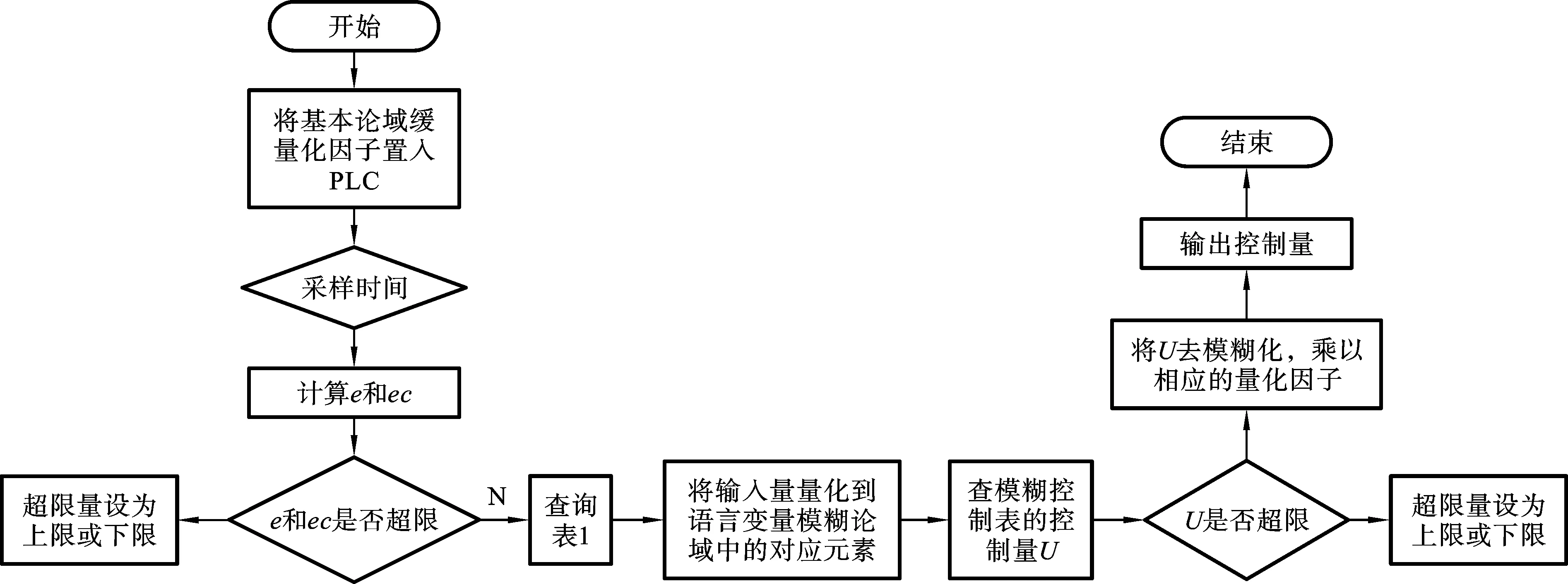
图8 PLC整体设计流程图
5 控制系统试验数据分析
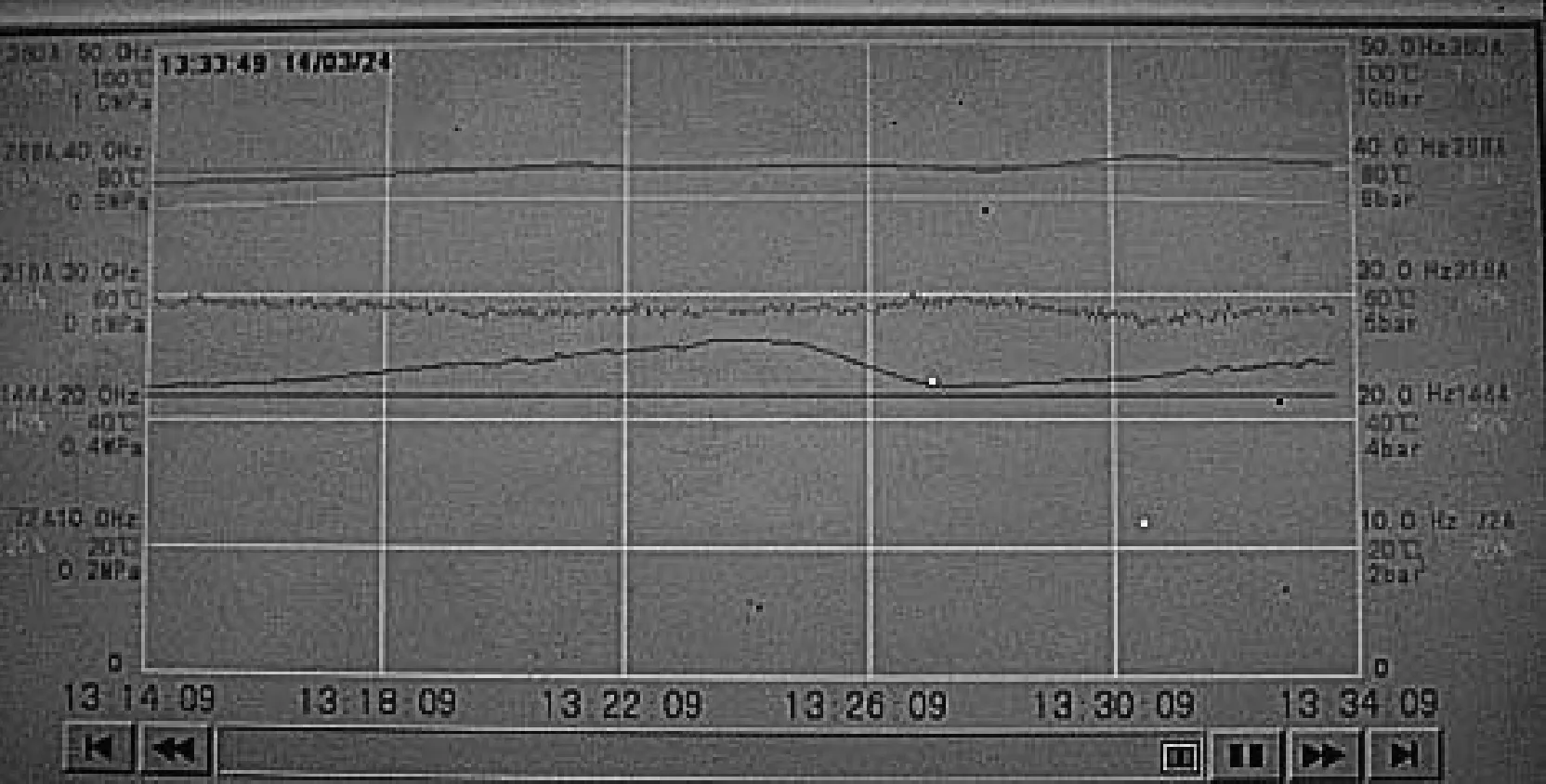
图9 制粒自动控制过程测试数据
制粒开始时,蒸汽阀开度初始值为30%,喂料频率初始值取10 Hz.启动时制粒机主机电流会急剧上升,同时随着蒸汽阀开度的不断增加,调质温度逐渐上升,使得调质腔内的粉料容易制粒,制粒机主电动机的负荷会减小,主机电流相应的存在小幅度变小.随着喂料频率不断的增加,制粒机主机电流也会上升,喂料频率上升到目标频率附近时,主机电流缓慢减小并逐渐接近目标电流.当蒸汽阀开度逐渐增加并最终稳定在70%左右时,调质温度缓慢上升到目标温度趋于稳定.制粒控制系统开机启动过程完成如图9所示.
6 结论
制粒机控制系统中存在互相耦合的电流和温度回路,无法建立精确地模型,因此笔者提出了一种新的智能解耦控制方法,在制粒机控制系统中,将模糊控制应用到补偿解耦中,实现电流和温度回路的模糊解耦控制,通过现场测试的形式验证模糊解耦控制方法的优点,降低了生产的成本及难度.
[1] 熊晶晶,杨维明,周民,等.基于S7-300和WinCC的饲料自动配料系统[J].湖北大学学报(自然科学版),2015(1):39-43.
[2] 张崇智,许东来.PLC在饲料生产自动控制中的应用[J].中国饲料,2006(3):63-64.
[3] 殷洪义,吴建华.PLC原理与实践[M].北京:清华大学出版社,2008.
[4] 伊德尔,王红霞,钟声.一种基于PLC智能化的全自动粉碎控制系统设计[J].现代制造,2012(2):46-49.
[5] 张庆彬,毕丽红,王铸.工业自动配料系统的精度分析[J].自动化技术与应用,2005,24(5):79-81.
[6] 聂修军.模拟锅炉温度的解耦控制[D].武汉:武汉理工大学,2007.
[7] 丁鹏,葛如海.基于模糊控制算法的纯电动汽车空调控制器的研发[J].计算机测量与控制,2015,23(12):4079-4083.
(责任编辑 江津)
Design of the granulating control system with fuzzy decoupling technique
ZHOU Fan,ZHOU Min, ZHAO Mingjun, YANG Weiming
(Faculty of Computer & Information Engineering, Hubei University, Wuhan 430062 China)
Because of the granulating system’s mufti-variable, strong coupling, nonlinear and great time-delay, we are unable to establish its accurate mathematical model, so traditional conventional decoupling control system can not meet the requirements.In order to solve the problems of clogging, slipping and stop in the granulating course of feed production, according to its properties that don’t rely on the object model,we design the electric and temperature fuzzy control rule based on the fuzzy decoupling,which can solve the decoupling between the electric and the quenching-tempering temperature.The fuzzy control system is designed and achieved by Siemens S7-300 PLC,combining with the configuration software of Siemens WinCC software. The experiment results indicate that the stability and reliability of the system is good.
fuzzy control; granulating control system;decoupling;S7-300;WinCC
2016-04-20
周凡(1994-),女,硕士生;周民,通信作者,实验师,E-mail:16009027@qq.com
1000-2375(2017)02-0183-05
TP273
A
10.3969/j.issn.1000-2375.2017.02.015
