榉木板材静电粉末喷涂基材表面处理方法研究
2017-01-09李雪涛张文标李文珠陈天军陈君丽
李雪涛,张文标,李文珠,陈天军,陈君丽
榉木板材静电粉末喷涂基材表面处理方法研究
李雪涛1,张文标1,李文珠1,陈天军2,陈君丽2
(1.浙江农林大学工程学院,浙江临安311300;2.浙江省磐安县绿海工艺厂有限公司,浙江磐安322300)
该文对榉木板材进行预热、涂聚氨酯底漆、涂水性底漆和预热与喷粉末涂料联合4种不同表面处理,经处理后的板材进行静电粉末喷涂、涂膜固化等工艺制得粉末装饰榉木板,并对样品涂膜性能按照国家相关标准要求进行测试,分析比较表面涂膜附着力、铅笔硬度等理化性能的成因,确定了榉木板材在一定含水率条件下,通过砂光、预热处理,再进行2次静电粉末喷涂的最佳表面处理方法。
榉木板材;静电粉末喷涂;基材表面处理;性能测试
山毛榉,中文学名水青冈(Fagus sylvatica),广泛分布在亚洲、欧洲与北美洲,也是温带阔叶落叶林的主要构成树种之一。在中国贸易使用过程中常俗称“榉木”。在中国家具用材、室内装饰装修以及画架画箱等领域起到独特作用[1]。然而榉木是一种生物有机材料,会受到环境中气候和生物因素的影响而易发生腐朽、霉变、吸湿、开裂以及变形等缺陷,为克服和改善其缺陷,需进行表面涂饰处理,常见的涂饰方式有刮涂、擦涂、刷涂、喷涂、辊涂、浸涂、淋涂和揩涂等8种[2]。目前对榉木装饰材料及榉木制品,普遍采用涂装、刷涂、辊涂以及浸涂等涂饰方法,并大都采用有机溶剂为主涂料[3]。溶剂的挥发会造成环境污染,危害人体健康,而近年来开发的水性涂料大大降低了油漆的毒害作用[4]。但在涂饰过程中,存在工序复杂、烘干时间长、生产效率低、产品涂层附着力差以及耐干湿热性差等缺点。此外,还存在运输安全性问题。
粉末涂料,是一种新型的不含溶剂的100%固体粉末状涂料,具有环保、安全、可回收、适用范围广等特点,近几年在木质材料,尤其在欧洲MDF(Medium Density Fiberboard,中密度纤维板)粉末涂饰方面的研究和应用成为热点[5-10]。榉木表面的前处理是静电粉末喷涂不可缺且很重要的一个环节,关系到喷涂效果和产品涂膜的质量[11]。木材静电粉末喷涂要求木材表面平整光滑并具有一定的导电性,使之能快速吸附带电粉末,最后粉末涂层受热熔融流平固化。
本文通过开展榉木静电粉末喷涂几种表面处理方法的研究,以获得榉木静电粉末喷涂适宜的表面处理方法,为其他实木的表面粉末静电喷涂提供参考。
1 材料与方法
1.1试验材料与设备
试验材料:榉木板材(150 mm×150 mm×18 mm)18块,含水率9%~11%,浙江省磐安县绿海工艺厂有限公司提供;环氧-聚酯粉末涂料,粒径200目,树脂Tg≥50℃,红外灯下的理论固化条件为150℃/3 min,老虎粉末涂料制造(太仓)有限公司提供;木器底漆(君子兰PU清底漆,嘉宝莉水性清底漆),江山欧派门业股份有限公司提供;180#、240#、320#砂纸,无锡市顺达抛磨轮厂;10%碳酸钠溶液,常州恒光试剂有限公司;10%乙醇溶液,常州恒光试剂有限公司;咖啡,东莞雀巢有限公司;等。
试验设备:GUYI旋转翼式静电粉体喷房,苏州固艺涂装设备有限公司;DK2008木材含水率测试仪,杭州太克干燥设备有限公司;101-5A型电热恒温鼓风干燥箱,上海爱斯佩克环境设备有限公司;WJD-2000型静电高压发生器,杭州万佳涂装设备有限公司;DR60A光泽度仪,广州市东儒电子科技有限公司;QDX漆膜多用检测仪,天津市精科材料试验机厂;QHQ-A型便携式铅笔划痕实验仪,台州市艾测仪器有限公司;QFH-HV600漆膜划格仪器,惠州市优普森仪器有限公司;JA5003型电子天平;ZNLD-800W自制红外灯固化装置等。
1.2试验方法
1.2.1 表面处理工艺
榉木板表面粗糙,还存在许多细微凹坑孔隙。粉末涂料在熔融流平过程中会渗入填充这些孔隙,只有这些孔隙缺陷都被填充满后,涂料才能在表面流平形成连续的涂膜。本试验采用4种不同的表面处理方法进行试验,具体工艺步骤见表1。
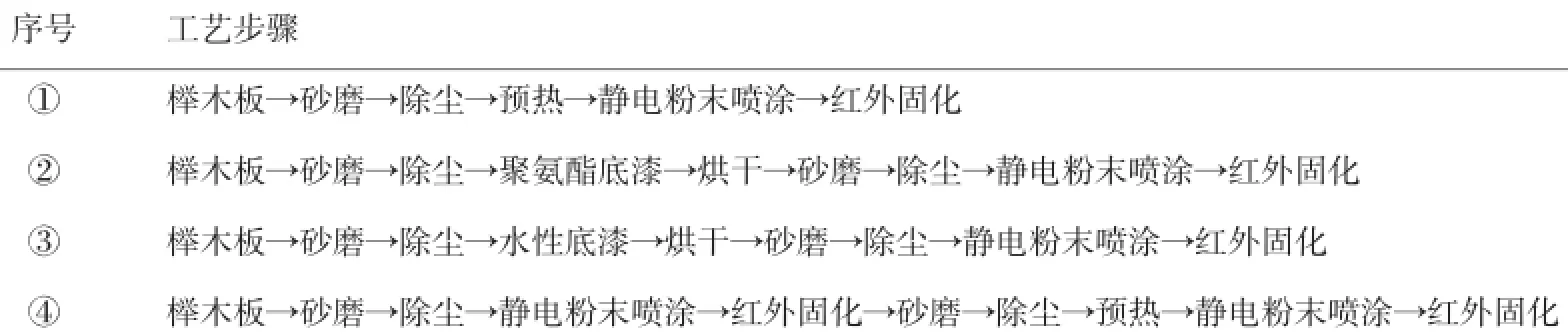
表1 不同基材表面处理方法工艺步骤
表1中方法①可称为一次涂装。榉木板基材依次采用180#、240#、320#砂纸砂磨,每一次砂磨后用压缩空气进行除尘处理,经砂磨后提高了表面的平整度,①中对榉木板材采用预热处理,目的是调控其含水率和表面电阻,以提高榉木板表面的上粉量;②和③是分别采用聚氨酯(PU)底漆和一种水性底漆喷涂表面处理,底漆起到填充基材表面空隙的作用。聚氨酯底漆和水性底漆是两种不同的底漆,水性底漆相对于聚氨酯底漆更加环保,底漆涂抹量约为15~20 m2/kg。底漆砂磨依次使用240#、320#砂纸;④是在①的工艺步骤基础上再进行一次喷涂,称为二次涂装。④中一次喷涂厚度大约是50μ m,固化后经磨砂再进行①的步骤,一次喷涂的目的主要是为二次喷涂提供一个更加平整光滑的表面,使粉末涂料能够熔融流平。分别分析不同基材表面处理方法对涂膜性能的影响,以确定最佳表面处理方法。
1.2.2 静电粉末喷涂
粉末涂料静电喷涂效果直接与榉木板表面电阻有关,而表面电阻与其含水率和预热温度相关联。榉木板表面含水率要调控至一定的含水率范围,太高或太低都对喷涂及涂膜性能有影响。经过多次试验可知,榉木板含水率控制在4%~8%,在室温下表面含水率7%左右,表面电阻在109Ω数量级,有较好的上粉率;含水率小于4%时,榉木板导电能力下降,静电吸粉能力减弱。随着含水量的增加,涂膜加热时水分挥发量过大,易造成涂膜产生针孔气泡和开裂。因此,木材含水量最好不大于10%。①和④预热温度为80~125℃,预热5~10 min。对木制品采取预热措施,使木材内部的水分向表面聚集,且降低表面电阻,使表面电阻值在109Ω以下,表面含水率在4%~8%,有利于提高制品表面的静电吸粉能力。涂膜固化后的涂层厚度一般在160~180μm为佳[12],喷粉过少则可能导致漏底和熔融流展不均,喷粉过多则涂膜的桔纹严重。试验设定的固化条件为150℃/3 min。
本实验设定静电电压为60 kV,电压过高,容易发生反离子流,造成涂膜外观弊病。供粉气压为0.04 MPa,喷嘴与板材的距离15~20 cm。将经预热处理过的榉木板材试样悬挂于喷房的静电发生器轴上进行喷涂试验。
1.3 涂膜性能检测
本试验根据基材处理与涂膜性能的相关情况,涂膜光泽度、附着力、铅笔硬度、耐水蒸气检测方法参照GB/T 17657—2013《人造板及饰面人造板理化性能试验方法》和GB/T 13323—2008《木家具通用技术条件》进行测试。
2 试验结果与分析
2.1实验结果
表2给出了4种不同基材表面处理方法对涂膜性能的影响。

表2 不同基材表面处理方法对涂膜性能的影响
2.2结果分析
2.2.1 不同基材表面处理方法对涂膜质量的影响
从表2可看出,采用方法①处理的基材表面有凸出的木射线以及少量不同程度的针孔和缩孔,光泽度也比较低。涂膜针孔是指粉末涂料从熔融到固化过程中,粉末涂料中的气体从底层穿过高黏度的、已接近封闭的弹性树脂层到达涂层表面,未能逸出而形成的缺陷。缩孔是由未被充分润湿的小颗粒与周围不相容的树脂所形成的圆涡,即在一个较大的下陷圆涡中有一个突出的小点[13]。榉木木质紧密且硬,表面较粗糙,孔隙不易打磨,经粉末喷涂过的榉木板材受热后,板内的空气和水分会挥发至板面影响涂膜的固化。表面的粗糙程度还会使熔融固化过程的粉末不能很好的流展,无法形成均一的涂层。板材的含水率过高也会有鼓泡现象。采取合理的预热方式有效地控制基材的含水率以及基材表面的平整度对方法①的工艺至关重要。采用方法②的基材都经过聚氨酯底漆处理,通过喷涂会使板材表面的封闭性和均匀性要更好一些,基材表面涂膜质量良好没有针孔和缩孔等现象,主要是由于聚氨酯底漆填补了基材表面的孔隙,阻挡了基材内部水分向表层移动,并且经砂光过的底漆涂层表面更加平整,有助于粉末涂料熔融固化阶段的流展,同时提高了涂膜的光泽度。方法③中的基材采用环保水性底漆处理,涂膜表面有轻微缩孔,水性底漆相较于聚氨酯底漆更加环保,水性底漆是以水为溶剂,在对基材表面进行处理过程中,基材会吸收底漆的水分从而使基材表面含水率升高。固化后的水性底漆漆膜较硬,相较于聚氨酯底漆,打磨会难一些,会导致基材表面不够平整,从而导致涂膜质量略差于②。采用方法④处理的基材涂膜质量良好,主要原因是一次涂层能够很好地填补基材表面的孔隙,一次喷涂涂膜厚度在50μm左右,经打磨后涂膜表面更加平整有利于二次喷涂。
2.2.2 不同基材表面处理方法对涂膜附着力的影响
从表2中可以看出方法①与④的涂膜附着力优于方法②和③。
漆膜的附着力是指漆膜与被附着物体表面之间通过物理和化学作用力结合在一起的坚牢程度[14,15]。漆膜的附着力是考核漆膜性能的重要指标之一,方法①和④都没有采用其他底漆处理。粉末涂料在熔融过程中受热在基材表面流展并渗入木材表面的空隙,固化后形成“漆钉”,增加了漆膜的附着力。附着力的大小在很大程度上决定于涂料向木材表面渗透的程度和“漆钉”的多少。试验使用的涂料是环氧-聚酯粉末涂料,其官能团为聚酯树脂的—COOH基团,而榉木中的纤维素、半纤维素中含有大量的—OH基团,两个基团在一定条件下反应结合,从而得到很好的附着力。采用方法①的板材表面经砂光处理,基材表面更加平整光滑,同时可能引起木材表面聚合分子链的断裂而产生一些新的官能团,增强了基材表面的活性,再与粉末涂料产生一系列的交联化学反应从而提高了漆膜表面的附着力。方法④中环氧树脂与聚酯树脂的粉末涂料在固化过程中发生了交联反应,聚酯树脂中的羧基和环氧树脂中的环氧基所发生的交联反应是加成聚合反应,无水生成。固化涂层经砂光处理使表面平整光滑,再次进行粉末喷涂,固化中粉末涂料继续与原涂层发生交联化学反应,所以其结合力很好,故采用方法④所得涂层的附着力好。
方法②是底漆处理过的基材再进行粉末喷涂,从试验结果来看,涂层的脱落主要在于粉末涂层与上层底漆层之间。这说明底漆与粉末涂层之间的附着力不如底漆与基材表面的附着力,同时也小于粉末涂层与基材表面之间的附着力。②中试验所用的底漆为市场上通用的聚氨酯底漆,它的成膜方式为自然成膜,无须特殊工艺。聚氨酯底漆为双组分化学结构:甲组分(固化剂)的异氰酸酯基(—NCO)+乙组分(醇酸树脂)的羟基(—OH)=聚氨酯。基材与聚氨酯底漆发生了物理和化学形式的结合,其中以化学结合为主,附着力增强。聚氨酯底漆含有的少量醇酸树脂的羟基与粉末涂料中的羧基之间发生化学反应从而增强两层涂膜间的结合力。因为醇酸树脂量少,所以上层底漆与粉末涂层的结合力主要以物理结合为主。化学键的结合是附着力的关键。所以上层涂膜的附着力低于下层的附着力。③中试验所用的水性底漆的主要成分是不饱和的丙烯酸树脂,官能团主要为极性基团—OH,不饱和聚酯树脂与榉木表面具有相同的极性基团—OH,他们之间可形成分子间的范德华力,增强水性底漆与基材表面的结合力。熔融的粉末涂料与打磨过的基材表面充分接触,并且与—COOH基团发生化学反应,结合力增强。而基材表面含水率的增加可能使其粉末涂料的附着力降低。
2.2.3 不同基材表面处理方法对涂膜光泽度和铅笔硬度的影响
光泽度是指光线在一定的入射角条件下,在涂层表面的正反射光量与理想的标准板表面的正反射光量的比值[16]。由表2可知,方法②的光泽度是33.8,在4种处理方法中最高。方法④表面涂膜光泽度略低于方法③,但方法①表面涂膜光泽度要比其他方法小很多,主要是其涂膜表面粗糙,涂膜质量比较差。因此本试验结果主要是基材表面粗糙程度不同所致。方法②和③都是采用喷涂底漆,基材表面涂层光泽度相对粉末固化涂层砂磨处理的④较高,由于底漆更好地封闭了基材表面孔隙,降低了基材表面粗糙度,即表面越光滑,反射能力越强,光泽度也就越高。而砂磨处理后的涂层表面粗糙度相对于打底漆的仍较高,表面平整度相对较差,导致其涂膜光泽度较低。而方法①的涂膜光泽度更低的原因是基材仅进行砂光处理,表面空隙的存在加大了涂膜的粗糙度,增大了漫反射,进而致使涂膜光泽度更低。从试验结果可以看出,方法②的基材涂膜光洁,平整,光泽度较高;而方法③采用水性底漆表面打磨较②聚氨酯底漆更难一些,粗糙度可能更大一些,从而光泽度稍低一些。
涂膜的硬度从试验结果可以看出,方法②、③和④的涂膜铅笔硬度优于方法①,其涂膜破坏形式为铅笔划痕。这可能是由于封闭底漆漆膜硬度相对基材表面硬度较高,同样的作用力,在无底漆的基材上更容易出现划痕。
2.2.4 不同基材表面处理方法对涂膜其他性能的影响
由表2可知,所有基材表面处理方法的耐酸耐碱性都很好,涂料本身起到了一定的封闭内部气态物质挥发的作用,也能阻挡外部液体的渗入。而方法③涂膜的耐水蒸气较差。水性底漆使基材的含水率增加,在热水蒸气作用下,基材内部的水分外移,其主要表现形式是榉木木射线在涂层表面凸出,其他涂膜使得外部液体不能渗透到基材内部,无法引起气泡、变色以及光泽度变化等缺陷的产生。
3 结论与建议
方法①基材涂膜表面有凸出的木射线,以及少量不同程度的缩孔和针孔,这不仅影响了涂膜的美观,而且导致涂膜流平性不好,也降低了光泽度,影响涂膜的防护能力。方法②涂膜质量良好,聚氨酯底漆的封闭效果更充分,涂膜光泽度最高,其附着力、硬度以及耐液性都能达到要求甚至更好。方法③涂膜表面都有轻微的缩孔,影响了其表面涂膜效果,且降低了硬度,耐液性也变差。方法④涂膜的理化性能检测结果已经达到了木制家具漆膜理化性能的要求,即光泽度24.2,硬度2 H,附着力1级,耐液性好,耐水蒸气。方法①主要是由于基材表面含水率无法控制从而导致涂膜效果不够好;方法③的水性底漆影响基材表面的含水率,且水性底漆成本较高;方法②涂膜质量良好,各项检测性能也都达到漆膜理化性能的要求,但其聚氨酯底漆不够环保;因此最后建议选择方法④。方法④的其他涂膜性能检测结果为:涂膜表面平整,无缩孔、针孔以及鼓泡等缺陷,视觉效果良好。
[1]周默.抱朴守一蓄素执中中国古典家具材质研究之五·榉木[J].收藏家,2008(10):63-70.
[2]奚祥.水性木器涂料施工方式浅论[J].中国涂料,2013,28 (06):39-43.
[3]王德华,朱强,胡中源,等.水性木器涂料在工业涂装中的应用[J].中国涂料,2011,26(07):51-54.
[4]刘阳,范兆荣,潘文浩.涂料工业的绿色化发展趋势[J].上海建材,2011(3):15-16.
[5]Gü nter Wuzella,Andreas Kandelbauer,Arunjunai Raj Mahendran,et al.Influence of thermo-analytical and rheological properties of an epoxy powder coating resin on the quality of coatings on medium density fibreboards(MDF)using in-mould technology[J].Progress in Organic Coatings,2014,77(10):1539-1546.
[6]Jocham C,Schmidt T W,Wuzella G,et al.Adhesion improvement of powder coating on medium density fibreboard(MDF)by thermal pretreatment[J].Journal of Adhesion Science and Technology,2011,25(15):1937-1946.
[7]窦心涛,周师岳.MDF人造板粉末静电涂装技术[J].涂料技术与文摘,2014,35(03):42-46.
[8]闫承琳.中密度纤维板静电粉末喷涂工艺研究[D].北京:中国林业科学研究院,2008.
[9]张文标,肖海湖,吴利军,等.木基材料透明粉末涂饰的研究进展[J].林业科技开发,2013,27(06):5-8.
[10]Monica Badila,Christoph Jocham,Wenbiao Zhang,et al. Powder coating of veneered particle board surfaces by hot pressing[J].Progress in Organic Coatings,2014,77 (10):1547-1553.
[11]庄爱玉,金顺玉,朱爱国,等.粉末涂装中出现的问题和产生的原因及解决措施[J].现代涂料与涂装,2011,14 (02):46-49.
[12]南生春,闫承琳,张伟.中密度纤维板静电粉末喷涂工艺的最佳涂膜厚度研究[J].木材加工机械,2009,20(05):1-3.
[13]刘宏,刘长德.粉末静电喷涂中缩孔、针孔弊病的探讨[J].中国涂料,2004,19(09):40-41.
[14]郑国娟.漆膜附着力及其测试标准[J].化工标准·计量·质量,2003,23(05):23-24.
[15]路则光,申利明,陈秀兰.表面粗糙度对水性涂料漆膜质量的影响[J].木材工业,2007,21(3):42-44.
[16]冯素兰.粉末涂料[M].北京:化学工业出版社,2004,5-10.
10.13752/j.issn.1007-2217.2016.04.007
2016-09-20
浙江省重大科技专项重点农业项目(2014C02019)