HPLC法测定乳制品中三聚氰胺的质量控制图的应用
2017-01-04
(无锡市产品质量监督检验中心,江苏无锡214101)
HPLC法测定乳制品中三聚氰胺的质量控制图的应用
倪峥飞,沈海丽,王琴
(无锡市产品质量监督检验中心,江苏无锡214101)
对实验室内测定乳制品中三聚氰胺的数据进行内部质量控制,保证检测结果控制在一个合适的置信水平内。采用液相色谱仪结合固相萃取,通过分别对20个批次的乳制品样品进行三聚氰胺加标回收率的测定,然后经过数理统计,做出乳制品中三聚氰胺的回收率质量控制图。结果表明,三聚氰胺的受控限为88.9%~99.7%,警戒限为90.7%~97.9%。质量控制图能直观和有效地控制高效液相色谱测定乳制品中三聚氰胺的分析质量,保证分析结果的准确可靠。
质量控制图;高效液相色谱;乳制品;三聚氰胺;
0 引言
三聚氰胺为白色粉末,无味,掺杂后不易被发现。三聚氰胺分子中含有大量氮元素,普通的全氮测定法测蛋白质含量时不能排除这类伪蛋白氮的干扰,因而一些不法厂商常常为了降低成本添加这种化工原料,来冒充食品中的蛋白质[1]。高效液相色谱-紫外检测法(HPLC-UV)[2-3]因其具有高效、快速、准确性好、成本相对较低等优点,被大部分乳品企业用于乳制品中三聚氰胺的出厂检测。
目前,高效液相色谱法测定乳制品中三聚氰胺的质量控制,一般采用标准物质测定法和质控样品测定法进行。笔者通过开展乳制品中三聚氰胺的加标回收测定,对相关数据进行数理统计,制作出乳制品中三聚氰胺测定的加标回收率质量控制图,检查测量系统的准确度,从而观察和分析实验数据的变化,为准确分析测定乳制品中三聚氰胺提供依据。
1 实验
1.1仪器与试剂
Waters1525高液相色谱仪配2996二极管阵列检测器,717Plus自动进样器,Epower工作站,三聚氰胺(99.9%)。
1.2色谱条件
色谱柱为Welch Materials AQ-C18色谱柱(250 mm×4.6 mm,5 μm i.d.),柱温为40℃,流速为1.5 mL/min,流动相为庚烷磺酸钠(浓度为0.01 mol/L),柠檬酸(0.01 mol/L)-乙腈(90∶10,体积比),检测波长为240 nm,柱温为40℃,进样量20 μL。
1.3方法
参照GB/T22388-2008[4]中方法。
(1)提取。准确称取2.0 g液态奶样品于50 mL的具塞塑料离心管中,加入15 mL三氯乙酸溶液和5 mL乙腈,超声提取10 min,再振荡提取10 min后,以不低于转速4 000 r/min离心10 min。上清液经三氯乙酸溶液润湿的滤纸过滤后,用三氯乙酸定容至25 mL,移取5 mL滤液,加入5 mL水混匀后做待净化液。
(2)净化。将待净化液转移至固相萃取柱中。依次用3 mL水、3 mL甲醇洗涤,抽至近干后,用6 mL氨化甲醇液溶液洗脱。洗脱液于50℃下氮气吹至近干,准确加入1 mL流动相,在快速混匀器上混匀1 min,经0.45 μm的滤膜过滤,上机分析。
1.4加标回收率的测定
加标方法及加标量:根据实验室内部质控要求,每10个样品做一个加标回收实验,三聚氰胺加标量为10 mg/kg。阴性样品称量完成后将标样溶液加入,然后与样品共同进行处理和检测。
1.5数据的收集和整理
三聚氰胺回收率用于常规测定的质量监控,每测定10个样品的同时检测阴性样品和加标样品,计算回收率。笔者收集了20个组的数据,计算这20个组回收率数据的算术平均值(X)和标准差(S)。然后计算上、下控制限(X±3S),上、下警戒限(X±2S)和上、下辅助限(X±S),结果如表1所示。
2 结果与讨论
2.1质量控制图的绘制
质量控制图的绘制是以数理统计学的正态分布理论为依据,应用算术平均值(X)和标准差(S)来描述,并基于作为判断准则的小概率原理:测量系统处于受控状态,分析数据总体呈正态分布,数据偏差大于3S的可能性只有0.27%,可以看成是小概率事件[5]。平均值定出了分布的中心,标准差表示了数据的展开情况,X为中心线(CL)向外设定3个区间,X±S为上、下辅助线区间(UAL,LAL),X±2S为上、下警告限(UWL,LWL),X±3S为上、下控制限(UCL,LCL)。对可疑值取舍后的表1进行质量控制图指标的计算。
在EXCEL中录入表1的数据,绘制三聚氰胺测定的加标回收均值-标准差控制图(见图1)。

图1 乳制品中三聚氰胺加标回收均值-标准差控制图
2.2质量控制图的识别
由表1和图1可以看出,加标回收率的受控范围88.9%~99.7%。其中,有一个点(97.9%)恰好落在上警戒限上(97.9%),3个点(97.5%,96.2%,96.6%)落在上警戒限与上辅助限范围内,3个点(91.8%,91.3%,92.3%)落在下警戒限与下辅助限范围内,其余的点落在上辅助限与下辅助限范围内。各数据是随机排列的,无下述等异常现象出现[6]:(1)连续9个点均在中心线的同一侧;(2)6个点连续递增或递减;(3)14个点交替上升下降;(4)连续三点中,有2个点在区域(X±2S)~(X± 3S)或在同一侧控制界限外;(5)连续5点中,有4个点在区域(X±S)~(X±2S)或落到该区域之外;(6)连续15点都在区域X~(X±S)中;(7)连续8点都落在区域X~(X±S)之外。因此可以判断此图可靠,所有监测过程处于控制状态,表明该控制图可以用于乳制品中三聚氰胺检测的日常质量监控。
2.3质量控制图的分析
质量控制图的制作能够及时直观地展示分析过程是否受控,分析过程失控的原因,检验测量过程是否有明显的系统偏差或偶然误差,并能指出偏差的方向,最终决定测定值取舍的标准和依据。在日常测定中,如果加标样品的结果位于中心线附近,上、下警告限之间的区域内,则表明测定过程处于控制状态。如果加标样品的结果超出上述区域,但仍在上、下控制限之间的区域内,则提示分析质量开始变劣,可能存在失控倾向,应进行初步检查,并采取相应的校正措施。如果加标样品的结果超出上、下控制限,说明分析过程可能出现系统误差,应该立即停止分析测试工作,及时找出原因。
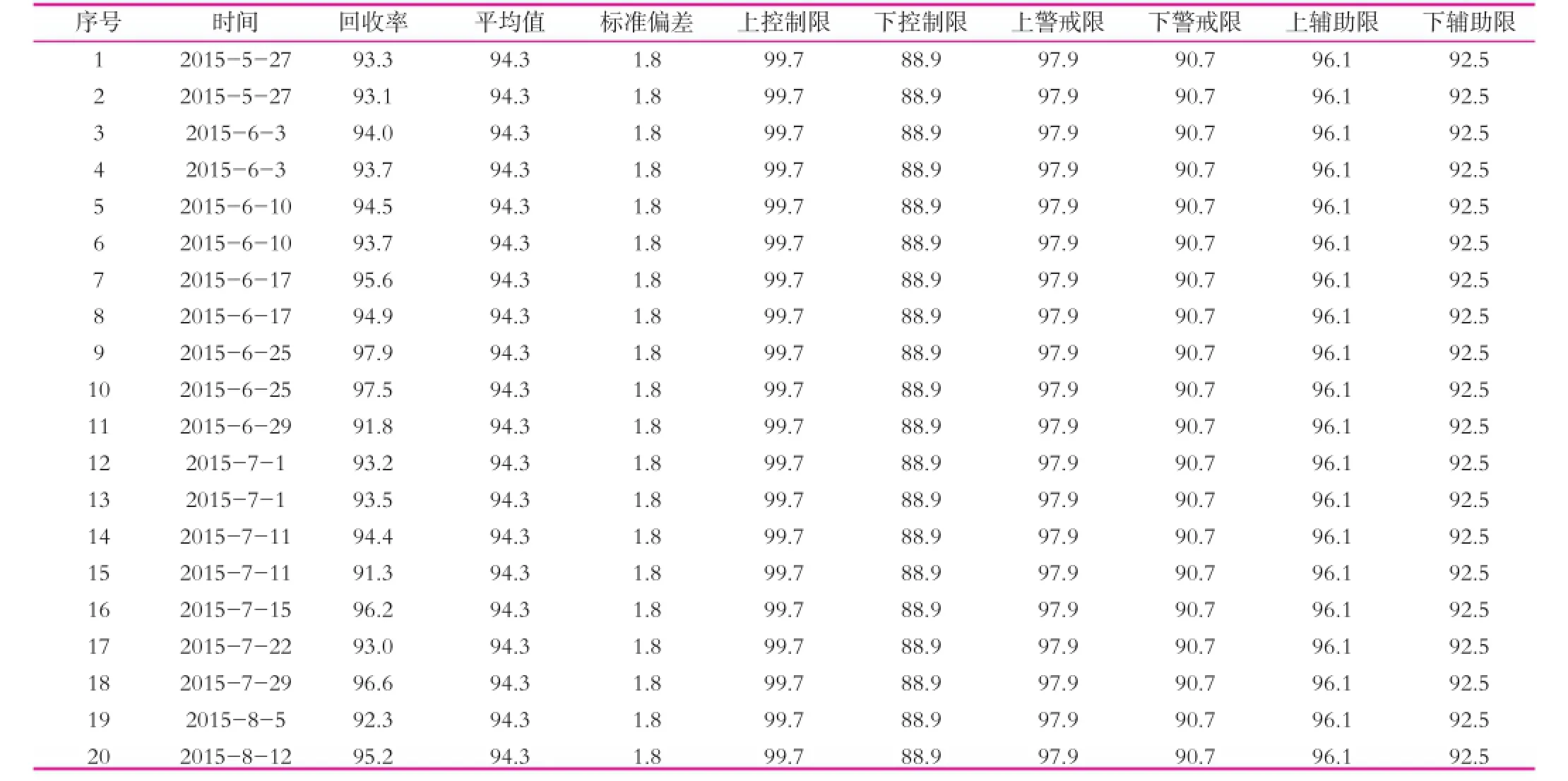
表1 乳制品中三聚氰胺加标回收率统计结果(n=20) %
在三聚氰胺检测中,这些原因可能是:①样品加标不均匀;②样品提取时,有机溶剂易挥发造成的标物损失;③滤纸规格和性能的差异[7];④固相萃取柱提取效率的差异[8];⑤人员操作的熟练程度。针对这些原因,通常采取以下措施:①对操作过程的各个步骤进行复查,找出可能引入误差的环节;②对可疑环节进行纠正,然后对同一样品进行多次重复测定,观察结果是否得到受控;③采用不同方法、不同人员、不同仪器进行检测,比较所得的结果。
控制图是要求在稳定状态下绘制的,因此对于液相色谱分析,质量控制图并不是无限制的使用[9]。当改变色谱柱和流动相、更换液相色谱仪时,仪器对于待测化合物的响应会发生变化,此时控制图需要进行修正,修正中心线、控制限、警告限。
3 结论
结果表明,三聚氰胺加标回收率的受控范围为88.9%~99.7%,警戒限为90.7%~97.9%。本研究所得的质量控制图能直观和有效地控制高效液相色谱测定乳制品中三聚氰胺的分析质量,保证分析结果的准确可靠。
为了能更好地实现内部质量控制,下一步可以制作不同的加标回收率质量控制图,同时积累更多实验数据,不断校正和优化控制图,这样可以提高质量控制图的精度,更真实地反映检测体系的变化趋势,有效地监控检测系统。
[1]林祥梅,王建峰,贾广乐,等.三聚氰胺的毒性研究[J].毒理学杂志, 2008,(3):216-218.
[2]汪辉,彭新凯,李文丽.等.高效液相色谱测定生鲜乳及乳制品中三聚氰胺的方法研究[J].食品科学,2009,29(10):531-535.
[3]丁涛,徐锦忠,李健忠,等.高效液相色谱-二极管阵列检测法及高效液相色谱-电喷雾串联质谱法测定植物源性蛋白中残留的三聚氰胺[J].色谱,2008,26(1):6-9.
[4]GB/T 22388-2008原料乳与乳制品中三聚氰胺检测方法[S].
[5]李耀文.质量控制图在监视直读光谱仪检测数据稳定性中的应用[J].化学分析计量,2014,23(1):80-82.
[6]GB/T 4091-2001常规控制图[S].
[7]王波不同规格滤纸对检测乳制品中三聚氰胺回收率的影响[J].中国乳品工业,2015,43(4):59-61.
[8]刘江梅,姬莹莹,姜芳,等.三聚氰胺检测用固相萃取柱的重复利用研究[J].安徽农业科学,2013,41(2):802-803,839.
[9]PIERRE MASSON.Quality control techniques for routine analysis with liquid chromatography in laboratories[J].Journal of Chromatogra⁃phy A,2007,1158:168-173.
Application of quality control chart to the detection of melamine in dairy prod⁃ucts by HPLC
NI Zheng-fei,SHEN Hai-li,WANG Qin
(Wuxi Test Center of Supervision&Inspection on Product Quality,Wuxi 214101,China)
The internal quality control in the laboratory detection of melamine in dairy products was conducted to ensure that the detection results could be within an appropriate confidence level.Recoveries of standard addition were tested for 20 batches of dairy samples while high performance liquid chromatography(HPLC)was applied in combination with solid-phase extraction,and then mathematical statistics were used to work out the quality control chart of melamine.It was indicated that the control limits of melamine were 88.9%~99.7%with the warning limits of 90.7%~97.9%.It revealed that the quality control chart could directly and effectively control the quality of the HPLC analy⁃sis in the detection of melamine in dairy products so as to ensure its results accurate and reliable.
quality control chart;HPLC;dairy products;melamine;
TS252.7
A
1001-2230(2016)09-0058-03
2016-03-29
倪峥飞(1984-),男,工程师,主要从事食品质量安全分析与研究。
王琴