食品添加剂液体CO2的生产技术研究及改进
2016-12-22王会串陈芃娜
王会串 王 红 陈芃娜
(1.运城职业技术学院 山西运城044000; 2.山西天宇气体有限公司 山西临猗044100;3.山西阳煤丰喜肥业〔集团〕有限责任公司 山西运城044000)
食品添加剂液体CO2的生产技术研究及改进
王会串1王 红2陈芃娜3
(1.运城职业技术学院 山西运城044000; 2.山西天宇气体有限公司 山西临猗044100;3.山西阳煤丰喜肥业〔集团〕有限责任公司 山西运城044000)
在煤化工、合成氨及甲醇的生产中,变换气中含体积分数27%左右的CO2,在进合成系统之前必须将其脱除。大部分企业的CO2被直接排放,既破坏了生态环境,引起温室效应,又浪费了资源。为了将CO2气体回收利用,山西天宇气体有限公司于2008年采用国内先进的工艺和设备建成年产20 kt高纯度工业级CO2生产线;2009年,又建成年产50 kt食品级液体CO2生产线,使山西阳煤丰喜肥业(集团)临猗分公司甲醇系统排放的CO2气体变废为宝,既取得了环保与循环经济双重效果,又获得了较好的经济效益。
1 工艺技术
在不同温度、压力情况下,CO2存在着气、液、固3种状态,在1.6 MPa和-25℃、2.5 MPa和-12 ℃、4.0 MPa和5 ℃、8.0 MPa和37 ℃条件下,气体CO2均可转化成液体,因此,工业上生产液体CO2技术可分为高压法(8.0 MPa)、中压法(4.0 MPa)和低压法(1.6~2.5 MPa)。
1.1 高、中压法
CO2经预处理后,进CO2压缩机加压至4.0 MPa 或8.0 MPa,再经干燥脱除水分及杂质,用液氨冷却液化为液体CO2。
1.2 低压法
纯净CO2气体压缩至1.6~2.5 MPa,用液氨在-30~-25 ℃下冷却、精制,再冷却至-20 ℃液化得到液体CO2。
一般企业多采用低压法,可大大减少CO2压缩机的电耗,从而降低成本,提高经济效益。另外,采用低压法设备投资也较低,在2.1 MPa、-20 ℃下,CO2位于液态区,可采用液氨制冷。
2 工艺流程
山西阳煤丰喜肥业(集团)有限责任公司临猗分公司送来的压力为0.01~0.02 MPa、流量为1 980~2 000 m3/h(标态)的原料气[其中φ(CO2)≥96%,ρ(COS)≤2 mg/m3,ρ(H2S)≤50 mg/m3,ρ(CS2)≤2 mg/m3,φ(SO2)≤3.0×10-6,φ(总烃)≤1 000×10-6]与微量氧气混合后经CO2压缩机一级压缩,压力升至0.28~0.30 MPa 后进入预脱硫塔;经初次脱硫后的CO2[ρ(H2S)≤5 mg/m3]经过CO2压缩机二、三级压缩,压力达到2.5~3.0 MPa后进入水解加热器,气体温度升至50~80 ℃后进入水解塔,将气体中的有机硫转化为无机硫;出水解塔的CO2[ρ(COS)≤0.04 mg/m3]进入精脱硫塔进行再脱硫,然后进入脱烃预热器,气体温度升高至110~130 ℃后进入蒸汽加热器,气体温度升高至120~160 ℃后进入CS2脱除塔进行第3次脱硫;经3次脱硫后的CO2气体[φ(总硫)≤0.07×10-6]进入脱烃净化塔,净化后的CO2气体[φ(总烃)≤20×10-6,φ(C6H6)≤15×10-9,φ(O2)为0.2%~0.5%]进入脱烃预热器与新来的气体进行热交换,然后进入脱烃水冷器,气体温度降至50 ℃左右进入氨冷器,气体温度降至25~35 ℃后依次进入冷却除湿器、水分离器进一步降温、除湿,然后进入3A分子筛干燥塔脱水干燥;干燥后的CO2气体分3路,其中一路进入提纯塔底部盘管层对塔底液体CO2进行闪蒸提纯,另一路进入精馏塔底部盘管层对塔底液体CO2进行闪蒸提纯,最后3路汇合进入一级氨冷器冷却至-10 ℃左右成为液体CO2并进入提纯塔;经提纯后的液体CO2纯度≥99.99%(体积分数,下同),再进入精馏塔进行二次提纯,使液体CO2纯度≥99.993%,最后经过冷器降温至-20 ℃左右进入成品贮槽。
3 存在的问题
改造前,提纯工艺存在以下问题:冷却后的液体CO2仅在提纯塔和精馏塔的顶部进行提纯,提纯后的液体CO2纯度只能达到99.9%,无法将液体CO2中多余的杂质排除,无法满足高端客户(液体CO2纯度≥99.99%)的要求,因此,有必要对其进行改进。
4 改造方案及产品技术指标
为了解决上述问题,在提纯塔和精馏塔的底部均增设盘管,通过蒸汽伴热管来供热(见图1),
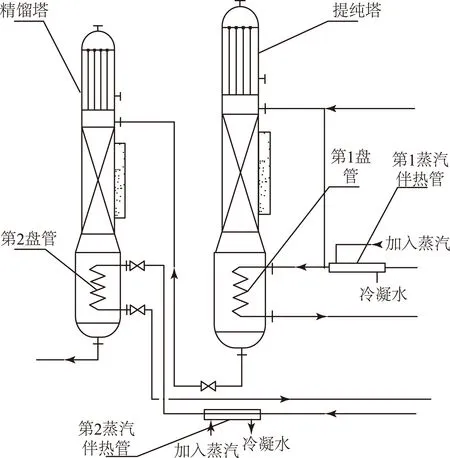
图1 改造流程示意
提纯塔和精馏塔底部的液体CO2升温1~3 ℃,使液体CO2中的杂质有效闪蒸出来,然后在提纯塔和精馏塔顶部放空,以达到提纯的目的(CO2纯度≥99.993%)。经改造后,在精馏塔后进行测试,CO2纯度为99.993%~99.997%。
改造后,食品级液体CO2产品主要技术指标如下:φ(CO2)≥99.995%,φ(H2O)≤1.2×10-6,φ(总硫)≤0.02×10-6,φ(苯)≤0.015×10-6,φ(CO)≤9.3×10-6,φ(NH3)≤2.0×10-6,φ(PH3)≤0.21×10-6,φ(HCN)≤0.43×10-6,w(油脂)≤1×10-6,SO2未检出,水溶液的气味、味道以及外观检测合格。以上检测指标均符合GB 10621—2006要求。
5 结语
食品级液体CO2质量关系到人们的身体健康,山西天宇气体有限公司始终把产品质量保持与国际接轨。为了进一步提高产品质量,近年来与运城职业技术学院有机系协作对生产系统进行研究并加以改造,使食品级液体CO2产品纯度达到了99.995%,因此,食品级液体CO2产品能用于雪花啤酒、百事可乐、娃哈哈、青岛啤酒等知名食品企业多年,反映效果良好,完全满足客户要求,为企业创造了良好的经济效益和社会效益。
2016- 04- 01)