水煤浆气化炉下降管损坏的原因及修复
2016-12-22李国伟
李国伟
(宁夏和宁化学有限公司宁夏银川750000)
水煤浆气化炉下降管损坏的原因及修复
李国伟
(宁夏和宁化学有限公司宁夏银川750000)
水煤浆气化以GE/多元料浆技术为代表,是当今相当成熟的煤气化技术之一。在水煤浆气化炉下降管内,熔渣、高温气体与激冷水混合后向下流动,经受着高温考验,在工艺条件的限制下,下降管易发生鼓包、焊缝开裂、烧穿等事故,进而威胁安全生产,也直接影响到企业的经济效益。
1 气化炉、下降管相关参数及操作条件
水煤浆与氧气混合后在6.5 MPa,1 300 ℃条件下进行气化反应,生成含CO和H2为主的粗合成气;粗合成气与来自激冷水泵的激冷水混合后,沿下降管旋转下降进行传质、传热,粗合成气被激冷,温度降低至230 ℃后送往洗涤塔;在洗涤塔中,粗合成气与水浴及塔盘水接触进一步除尘后送至变换工段。
气化炉操作压力/设计压力为6.5/7.15 MPa;燃烧室操作温度/设计温度为1 250/1 400 ℃;容积为60 m3(燃烧室)+107 m3(激冷室);下降管Φ1 150 mm×8 mm,高度5 402 mm,材质Incoloy 825,锯齿高度25 mm,夹角90°,与激冷环通过焊接连接。
2 下降管损坏的原因分析
下降管内高温粗合成气与激冷水进行强烈的热质交换,在工艺条件的制约下,如出现激冷水量不足、煤浆负荷过高、渣口堵塞等问题都会引起下降管损坏。激冷水量不足时,下降管所受合成气热腐蚀严重,造成下降管鼓包、变形甚至焊缝开裂;渣口堵塞严重时,会导致下降管被堵死,整根下降管可能被烧蚀脱落。因此,气化炉工艺操作的稳定、优化至关重要。
2.1 氧气量相对低导致气化炉操作波动较大
由于空分装置出现氧气供应量不足,加上气化煤浆综合负荷较高(由于煤浆泵转速流量与煤浆泵真实流量存在偏差),导致炉温相对较低,煤在气化炉中燃烧不充分,造成短暂性的熔渣堆积,引起合成气气量波动、气化炉压力波动,而此时又没有针对性的熔渣操作(渣口堵塞较严重时才有针对性的熔渣操作)。熔渣不好易对渣口砖造成严重损坏,增大了高温粗合成气直接对激冷环、下降管的损害概率。根据捞渣机现场渣样判断,偶有大块煤渣出现且残碳相对较高印证了此观点。激冷室液位控制较高也造成了频繁带水,在整个气化炉-洗涤塔-变换水循环之间形成恶性循环。
2.2 激冷水量低对下降管的影响
气化炉在长时间运行后,由于激冷水管线内逐渐积累灰渣,使激冷水管线、激冷水过滤器、激冷环等发生堵塞和结垢,造成激冷水量降低,下降管内传质、传热失衡,粗煤气直接与下降管局部接触,增加了发生鼓包、裂纹、焊缝开裂甚至下降管穿孔的概率。从实际运行情况来看,激冷水量低制约了生产负荷。经过实际生产摸索,在保证设备安全及传热、传质平衡的前提下,激冷水量每降低8 m3/h,气化炉负荷应相应降低1 m3/h(标态),以确保气化系统稳定运行。
2.3 渣口堵塞对下降管的影响
渣口堵塞可发生在投料后或正常运行中。投料后气化炉内温度骤升,大量熔渣在渣口处发生积累,严重时大量熔渣直接落至下降管,粘连在下降管上而导致下降管堵塞,在热蚀的作用下出现穿孔、裂纹的现象。在正常生产中,由于操作失误、煤灰熔点异常升高的情况下也会造成渣口堵塞,处理不当也会造成同样的后果。
2.4 中心氧比例不合适
中心氧设计值在12%~16%(体积分数,下同),实际运行中因炉壁空间散热差导致炉壁温度较高,中心氧控制在15%以上,导致煤浆在燃烧室中下部燃烧,热区整体下移,增大了渣口砖所承受的热损蚀性,引起渣口砖、托砖板和激冷环损坏。在原始开车阶段,由于缺乏经验、操作不当导致激冷环和渣口砖的寿命较短,正常渣口砖寿命平均在4 500 h左右,而实际运行时间<3 000 h就出现大面积损毁,检查激冷环和下降管也有不同程度的损伤。在锁斗系统不内漏的情况下,中心氧比例较高也造成了锁斗系统温度过高、破渣机填料密封损坏的异常工况。
2.5 焊接质量不过关
下降管与激冷环采取焊接连接,施工时应制定专门的施工方案,并配备经验丰富的焊接工人作业,焊后要进行热处理及探伤,最大限度地保证焊接质量,从而满足正常生产的要求。焊接质量不过关出现的概率较低,但不排除其可能性。
3 下降管修复措施及技术要求
3.1 补焊
在出现较明显的凹坑、未烧穿的孔洞及裂纹时,一般采取补焊修复措施。首先将坏点用磨光机打磨干净,加工75°坡口后进行堆焊作业。
3.2 局部修补
局部修补应用于下降管变形不是很严重但局部稍微严重的场合,面积不能过大。具体方法是先用等离子切割机割除变形严重的区域,然后用大锤或千斤顶矫正,打磨坡口,再将曲率度与下降管相同的Incoloy 825钢板焊制在所修补处即可。
3.3 更换下降管
当下降管焊缝出现开裂或下降管多点变形严重时,可采取整体割除换新的办法,2016年4月对下降管和渣口砖采取了整体更换。停车进气化炉检查后发现,渣口砖1#和2#砖烧蚀非常严重,渣口尺寸严重偏大,激冷环护圈直接暴露在外,且70%已直接烧损,3#和4#砖已达到可更换的程度;激冷环出现裂纹,后进行了补焊处理。渣口砖局部示意见图1。
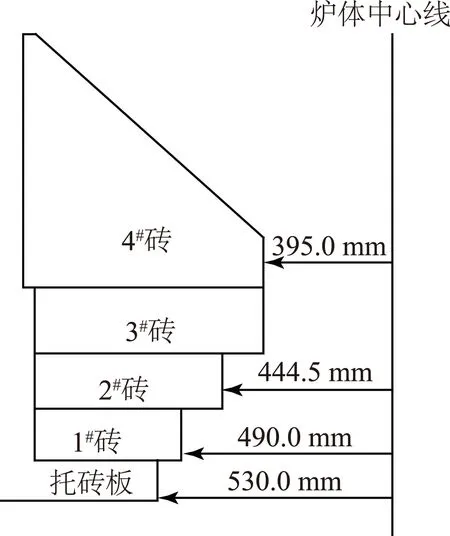
图1 渣口砖局部示意
更换下降管前先要移位破渣机,断开破渣机与气化炉法兰和锁渣阀短节法兰的连接,破渣机Φ1 900 mm大法兰作为拆装下降管的进出口;在激冷室内搭设脚手架,但中部必须留有大于Φ1 800 mm的孔以保证下降管拆装通过;激冷室顶部均布的8个托砖板筋板上共焊接2只吊耳后加挂5 t倒链,与检修桁车配合,用等离子切割机现场切割4个上支架与4个下支架,切开与激冷环的焊缝,缓慢地将已损坏的下降管移出气化炉,回装时同样共同配合,保证激冷环与下降管及上升管的同心度后焊接,焊接完成后进行100% PT检测,以达到JB/T 4730—2005 Ⅰ级为合格标准。损坏的下降管以焊缝为界割为3段后,在机加工卷板机上重新卷板,卷板后测量尺寸,在下降管内径误差<2.5 mm后重新组装备用,同时应根据下降管实际使用情况,上段和中段可以交换顺序后焊接使用。
3.4 焊接质量技术要求
3.4.1 焊材的选用
Incoloy 825是钛稳定化处理的全奥氏体镍铁铬合金,并添加了铜和钼,在氧化和还原环境下都具有抗酸和碱金属腐蚀性能。焊接Incoloy 825材质可选ENiCrMo- 3或ENiCrFe- 3焊条,根据其化学成分,本次选用ENiCrMo- 3焊条。Incoloy 825材料与相关焊材化学成分见表1。
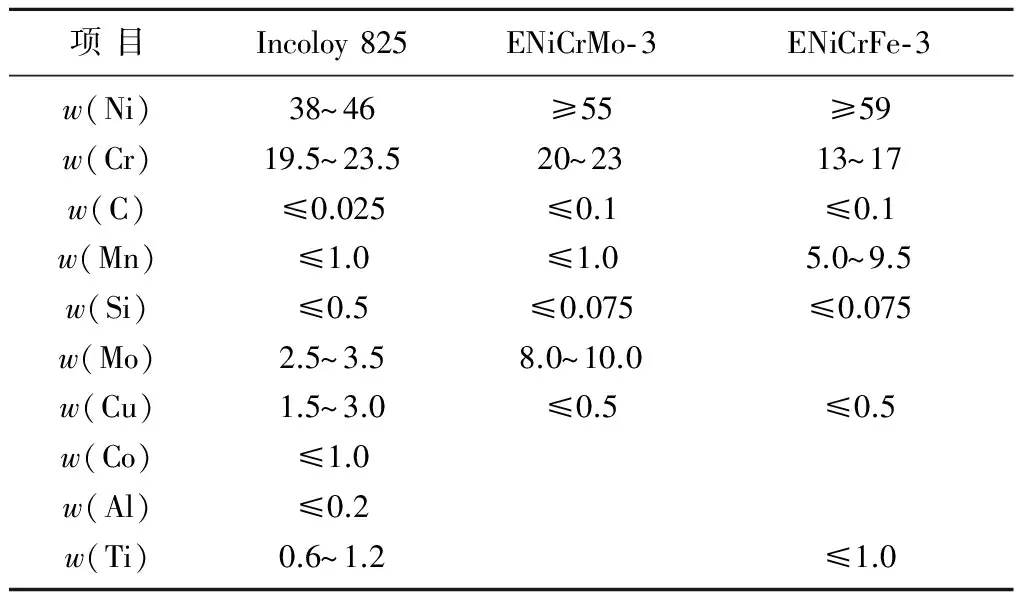
表1 Incoloy 825材料与相关焊材化学成分 %
3.4.2 技术要求
(1)端口打磨成角度为75°的V形坡口。
(2)筒节组对时,必须保证对口错边量≤2.5 mm,垂直度偏差≤2.0 mm;筒节组对完成后,筒节总长偏差≤10 mm。
(3)手工电弧焊打底及盖面;焊条ENiCrMo- 3(Φ3.2 mm)于200 ℃下烘干,采取直流正接,电流要低,保持在90~130 A,封底层的焊接应确保焊缝根部焊透,焊接中对焊缝根部两边的熔化状况要多加注意,保证焊缝根部熔合良好,焊层之间应清理干净,确认表面无缺陷后再焊接第2层;盖面时应注意焊缝两侧不咬边,每道焊缝原则上应1次焊接完成(如发生意外情况没有一次性完成时,在封底焊后,应填充至一定的厚度以防产生裂纹);下降管焊接后,要求对焊缝内外打磨齐平。
(4)焊缝焊完后,应对焊缝表面的咬边、突瘤进行修理,将周围的飞溅物清理干净,并进行100% PT检测,达到JB/T4730—2005 Ⅰ级为合格。
(5)检验不合格的焊缝在返修时,应先查明原因,按上述焊接技术要求返修,同一部位返修次数≤2次,否则应上报焊接技术负责人,订出具体返修方案,并编写专门的返修方案后方能再次进行返修。
4 检修后的工艺操作
经过对下降管损坏的原因分析,在今后的操作中应该更好地保护下降管,毕竟更换下降管经济损失很大。在实际生产中应该做到几点:①做好气化炉负荷与氧气之间的平衡关系,稳定操作,氧煤比控制适当,并保证系统不带水;②对中心氧比例加以摸索和调整来寻求最佳比例;③对激冷水量进行严格监控,尽可能以工艺优化和相关技术改造来实现激冷水量的稳定;④对于渣口砖,在充分论证其优缺点的情况下,可以对其砖型做适当调整,以最大限度地保护下降管及激冷环。
2016- 06- 18)