焊接机器人工作站在沥青搅拌站生产中的应用
2016-12-06王伟
王 伟
(北京加隆工程机械有限公司,北京101115)
焊接机器人工作站在沥青搅拌站生产中的应用
王 伟
(北京加隆工程机械有限公司,北京101115)
通过生产应用实例介绍机器人焊接工作站的设计方案、系统结构;详细列举焊接工作站的工位布局、焊接夹具和焊接系统,分析机器人焊接工作站在沥青搅拌站单件、小批量零部件加工中的两种典型部件人工焊接和机器人焊接对比。焊接机器人系统一次示教完成后,可自动完成同样工件的全部焊接工作,工人只需要焊接结束后装卸工件按动按钮等简单的操作;改变焊接机器人的程序就能生产不同型号的产品;更改产品时只需要更换夹具和调出相应程序;焊接生产远离了焊接弧光和烟雾和飞溅等,改善了工人的劳动强度与环境。
焊接机器人工作站;沥青搅拌站;振动筛筛网钩;烘干筒抄板
0 前言
沥青搅拌站由上千个零部件组成,有些零部件年生产近万,如振动筛筛网勾和干燥筒抄板。产品型号700~5 000,规格及尺寸都有较大的差别并且几种部件需要兼顾,因此要求相应的焊接机器人工作站具有较好的柔性,并且焊接机器人能够24 h连续工作,以满足生产效率和产品焊接质量提升的要求[1],并降低工人的劳动强度。本系统由唐山松下产业机械有限公司设计、制造和集成。
1 工件的描述及分析
振动筛网钩由两个板和一个管组焊成部件,材料Q235,结构紧凑(见图1);烘干筒抄板由两个端部和一弯板组成,材料为高强度板Hardox400。这两个部件焊缝形式都是角焊缝(见图2);焊接方法为MAG焊;采用机器人自动焊接方式,人工搬运上下料;焊前按照图纸组对点好;焊丝规格φ1.2mm,盘装焊丝。产品的规格及尺寸差别较大,为了充分满足需要,工装应柔性化,一套工装能够满足所有规格尺寸的部件。
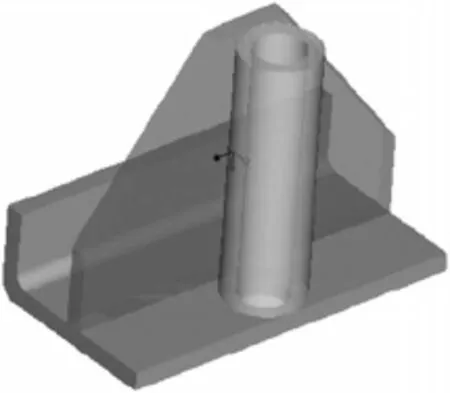
图1 振动筛筛网钩工件示意
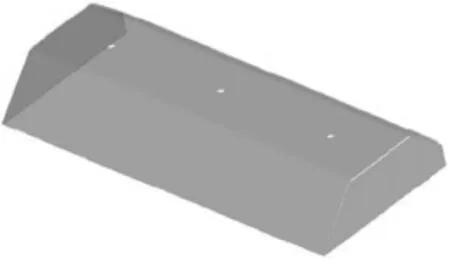
图2 烘干筒抄板工件示意
2 方案
该机器人工作站是一台用于振动筛网钩和烘干筒抄板部件焊接的柔性设备,采用固定机器人加双工位变位机H型布置格局,机器人和变位机联动实现部件水平角焊缝的焊接,如图3所示。机器人工作站分两个焊接工位。在第一个工位上按启动按钮机器人开始焊接,焊接过程中,操作人员进入第二个工位变位机的工作区域对另外一个工件进行装卸或者补充焊接,完成后按启动按钮,机器人焊接完第一个工位后自动转至第二个工位焊接;在第二个工位机器人焊接过程中,操作人员进入第一工位变位机的工作区域对另一个工件进行装卸或者补充焊接,完成后按启动按钮,机器人焊接完第二个工位后自动转至第一工位焊接,以此往复。双工位的优势在于工件装卸和人工补焊不占用机器人焊接时间,提高了工效[2]。
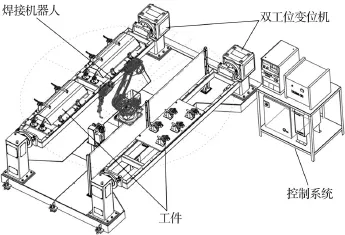
图3 双工位焊接机器人工作站
3 系统描述
(1)TA-1800机器人。
采用Panasonic TA-1800焊接机器人,6轴独立关节型,最大可搬运质量8 kg,机器人工作半径1 796 mm,重复定位精度±0.1 mm(见图4)。TA-1800机器人采用接触传感,接触传感是用于检测对象工件位置偏移的一种手段,当工件一致性不能满足焊接要求时,在焊接前用其自动判断焊接偏差。其原理是焊接机器人在焊接前打开此功能,焊丝相对于母材形成电压差,当焊丝慢慢接近母材,与母材碰触时将会导电(或放电),此时机器人检测对象工件,并记忆改变位置。在示教时,接触传感器检测出一个位置(基准位),再现时再检测出一个工件位置,两个位置相减,即计算出偏差量,根据偏差量,机器人计算出补偿量,并将补偿量反应在该点的执行位置上。松下接触传感的一个重要特点是跟踪动作模式图库化,传感动作须根据焊接位置以及开坡口的形状、朝向、偏移方向等,采用最适合的传感动作。松下软件预先已将各种基本传感动作做成了动作程序库,对应各种不同形状的传感,使用时只需选择相应动作程序库,从而大幅度提高工作效率。
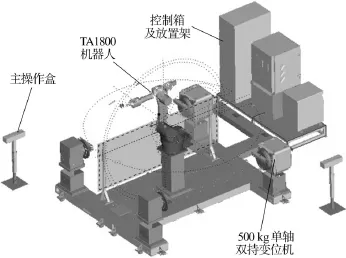
图4 TA-1800机器人焊接机器人工作站
(2)变位机。
机器人工作站内的单轴双持变位机用于工件焊接变位。变位机采用的是机器人外部轴电机,最大承重500 kg(见图5),由机器人控制柜统一控制。焊接过程中,变位机与机器人协调运动,可将任何
一段焊缝转到最合适的焊接位置,由机器人带动焊枪以最佳的焊接姿态进行焊接。变位机包括一个主动端和从动端。夹具与主动、从动端的法兰盘连接紧固,通过主动端的动力带动夹具旋转变位。重复定位精度为±0.05 mm。夹具回转变位采用松下标准变位机,由机器人控制柜统一控制,可将焊缝转到最合适的焊接位置,由机器人带动焊枪以最佳的焊接姿态进行焊接。
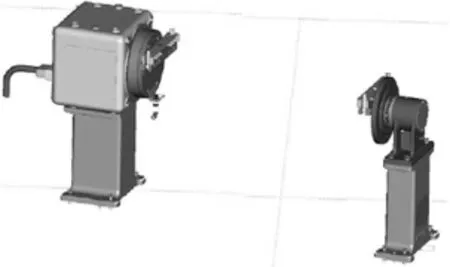
图5 变位机
(3)焊接夹具。
由于生产安排并非稳定,且每个产品也都有其生命周期,为提高产量较低时焊接工作站的利用率,充分考虑高柔性的性能,每个焊接单元均采用柔性接口,夹具采用定位块+手钳顶紧、压紧的形式。如图6所示,烘干筒抄板上件时以两边为基准,两边有挡块,底部有支撑。侧边定好位后将手钳顶紧,最后将两个大手钳压紧。振动筛网钩工装采用定位块+手钳顶紧形式(见图7),筛网钩工件上件时以底板两边为基准,两边有挡块,底边定位后将手钳顶紧。
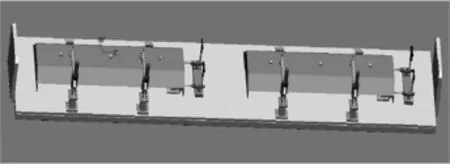
图6 烘干筒抄板工装

图7 振动筛网钩工装
(4)焊接系统。
a.采用松下YD-350GR3全数字化机型焊接电源及松下双驱双从方式两点送丝机构与机器人进行配套,以实现机器人焊接和自动焊接等复杂焊接过程的多种扩展机能。
b.清枪剪丝及喷硅油装置采用宾采尔。进行剪丝清嘴时,一般编制一个专门的程序。当焊枪到达剪丝位置后,自动控制送丝及剪丝动作。当焊枪到达清嘴位时,开关检测焊枪是否到位,锁定焊枪后,由气缸推动旋转刀片对喷嘴内部粘附的飞溅进行清理。该装置放在机器人的一侧。机器人以最舒适的姿态进行剪丝和清嘴。保证喷嘴内壁清洁及一致的干长度。
c.保护气检测装置。为控制焊接质量,防止因保护气体压力太低导致的气孔等缺陷,系统配有保护气压力检测开关,当保护气压低于设定值时机器人自动停止焊接。
4 系统运行
因工件是两种类型,在外形尺寸和结构形式上差别很大,为了保证焊接效率,先在定位模具上拼焊,然后在机器人焊接专用夹具上施焊。该系统设计了双工位变位机装置(2个外部轴)加上机器人本身的6个轴,共有8个自由度。焊接质量和焊道成形明显优于人工焊接,工效进一步提高,如表1所示。
由表1可知,在相同时间内人工只能焊接一种工件,而机器人焊接系统是双变位机、双工位连续焊接系统同时焊接两种工件,工效提高0.5~1倍;由于机器人焊接系统机器人和变位机自动协调旋转、移动,工人工作强度明显降低并且降低了工人技能水平,只需要一名操作工和一名搬运工;机器人焊接系统焊道质量明显提高;焊材充分利用、自动清枪系统降低了枪头更换频率等,节约成本20%~40%。在生产中通过改变焊接机器人的程序就可以生产不同型号的产品;更改产品时只需要更换夹具和调出相应程序,焊接机器人就能自动完成工件的焊接生产。
5 结论
焊接机器人工作站充分利用焊接机器人柔性好、焊接质量稳定可靠的特性,根据产品零部件的特点,设计合适的夹具与变位机相匹配,可适用于多品种小批量结构件的生产。特别是对于多品种小批量生产结构件,焊接机器人与专机的最大区别就
是可以通过修改程序,以适应不同工件的生产,使用效率远优于专机焊接。机器人没有疲劳,一天可24 h连续生产;焊接机器人系统一次示教完成后,可自动完成同样工件的全部焊接工作,基本上不需要人工参与调整,工人只需要焊接结束后装卸工件、按动按钮等简单的操作,远离了焊接弧光和烟雾和飞溅等,改善了工人的劳动强度和环境。

表1 人工焊接与机器人焊接对比
随着国际、国内工程机械市场竞争的进一步加剧,产品面临从数量型向质量型转变,制造方法、方式逐步接近和达到国际发达国家的水平,机器人由于具有生产过程自动化、劳动强度小、生产效率高,产品焊接质量稳定,可持续作业等特点,加上焊接机器人技术的进一步成熟和成本的越来越低,离线编程与仿真系统的解决,焊接机器人在国内应用会更加广泛必将取代传统的手工作业,普及和应用是发展的必然趋势。
[1]马蓉.焊接机器人在工程机械制造中的应用[J].焊接,2012(1):65-69.
[2]杜望.机器人焊接工作站在汽车起重机卷扬箱焊接中的应用[J].电焊机,2009,39(5):183-185.
Applications of robotic welding workstation in asphalt mixing plant production
WANG Wei
(Beijing CA-LONG Engineering Machinery Co.,Ltd.,Beijing 101115,China)
Describes the robotic welding workstation design and system structure through the production application example;details the welding station layout,the welding jig and welding systems,analyzes the robotic welding workstation in a single piece and small batch asphalt mixing station parts processing of two kinds of typical parts manual welding and robotic welding,robot can automatically complete all of the same workpiece after teaching a welding robot system complete,workers only need to press operation buttons,etc.,robot can weld the different types of products by changing the welding robot program;only need to replace fixtures and call up the corresponding program when changing products,the welding can be away from smoke and spatter,etc.,to improve the labor intensity and the environment.
robotic welding workstation;asphalt mixing plant;vibrating screen hook;drying drum case
TG409
B
1001-2303(2016)08-0063-04
10.7512/j.issn.1001-2303.2016.08.15
2016-03-12;
2016-04-16
王伟(1970—),男,硕士,工程师,主要从事应用激光熔覆技术快速成型修复零部件工作。
