水下局部干法GMAW排水罩内流体运动分析
2016-12-06黄军芬黄继强
黄军芬,黄继强,薛 龙,邹 勇,李 兰,2
(1.北京石油化工学院光机电装备技术北京市重点实验室,北京102617;2.北京化工大学机电工程学院,北京100029)
水下局部干法GMAW排水罩内流体运动分析
黄军芬1,黄继强1,薛 龙1,邹 勇1,李 兰1,2
(1.北京石油化工学院光机电装备技术北京市重点实验室,北京102617;2.北京化工大学机电工程学院,北京100029)
水下局部干法焊接利用排水罩导入高压气体,排除罩内水流,形成局部气相空间,便于水下焊接作业。罩内排水效果及流体状态对焊接过程有一定影响,采用数值模拟方法对不同进气方式的圆柱形及长方形排水罩内流体运动状态进行了分析。数值模拟结果表明,通过向排水罩中导入高压气体可以有效排出罩内水流,形成局部气相空间;排水后,排水罩模型出口区域的流体速度极高,能够有效形成气体屏蔽;圆柱形排水罩的均布入口模型及长方形排水罩模型在工件焊接区域的流体速度分布较为平稳;均布入口方式排水罩内湍流动能最低,能够确保稳定的后续焊接环境。依据数值模拟的边界条件开展排水罩排水实验,其排水过程与数值模拟基本一致,表明了数值模拟结果具有一定的可信度,可为水下局部干法焊接的排水罩结构设计提供参考数据。
水下局部干法焊接;排水罩;数值模拟;流体状态
0 前言
水下焊接是海洋油气、海底管道等设施建造和维修必不可少的关键技术和工艺之一,主要分为湿法焊接、干法焊接和局部干法焊接。其中湿法焊接电弧处于亚稳定状态,直接受环境、水压的影响,且焊缝容易出现气孔和氢致裂纹,焊接质量相对较差,一般用于一些非关键性的构件的修复[1-3]。干法焊接可以用于深水,但该方法采用气室排水方式,需要设计和制造复杂的压力舱,成本较高[4-6]。局部干法焊接利用一个小型排水罩罩住焊接电弧区域,其中不断通入高压气体,将排水罩内的水排出,并在焊接时防止水倒灌进电弧区域,始终保持电弧区域为干式环境[7-9]。该方法集成了这两种方法的优点,适用范围较为广泛。由于该方法是在排水罩内形成气相区,需要对初始情况下排水罩内的排水效果及排水后罩内的流体运动状态进行分析,由此确定焊接过程能否稳定进行。
鉴于排水罩体是相对封闭的机械结构,通过数值模拟方法分析排水罩内流体状态是较为切实可行的方法[10-12]。拟通过计算流体力学方法,分析排水罩形状及进气方式不同时罩内的流体运动规律,确定罩内流体状态。本研究采用Fluent计算流体力学软件对排水罩进行建模及数值模拟。
1 排水罩结构建模
排水罩结构的设计宗旨在于结构小巧、形状简洁、易于加工,便于在焊接机器人上安装,圆柱及长方结构均能够满足要求;圆柱结构可采用的进气方式主要有四种,即顶部斜交入口、径向入口、切向入口和均布入口方式,长方结构可采用的进气方式通常有顶部斜交入口、侧面斜交入口及均布入口三种方式;排水罩与工件表面之间的间隙形成排水出口。由此分别建立了不同进气方式的圆柱形排水罩及长方形排水罩模型,两种形状排水罩模型内部体积相同,其中圆柱形排水罩模型的高为160 mm,直径为144 mm,长方形排水罩模型尺寸为150 mm×110 mm× 160 mm,排水出口即排水罩下边缘与工件表面的间隙高度为0.5 mm。排水罩加装焊枪,其直径为23 mm,长度为150 mm,下端面与焊接工件之间的距离为10 mm,如图1所示。

图1 排水罩模型示意
2 排水罩中流体数值模拟及结果分析
排水罩中通过高压空气排水,气体与液体间互不相溶。因此,选择VOF(volume of fluid)模型作为排水罩内多相流模拟的模型。
2.1 边界条件及求解模型设定
在利用Fluent软件进行数值模拟时,需根据排水罩实际应用状态设置边界条件及求解器。环境压力为0.102 MPa,进气压力为0.5 MPa,气体流速为50 m/s(对于均布入口方式,每一入口气体流速为12.5 m/s),方向垂直于边界截面,进气管水力直径为4 mm。
计算模型设定为VOF模型,两相流界面跟踪方法采用QUICK方法。湍流模型选择RNG k-ε模型,设定k和ε均为0.05。求解采用压力-速度耦合算法中的PISO算法,压力插值选择PRESTO!算法,动量方程及湍流方程设置为二阶迎风差分格式。初始化流场,使排水罩模型内充满水。基于上述设定进行数值模拟。
2.2 数值模拟结果对比分析
2.2.1 排水罩内相分布
对于圆形排水罩模型,对比四种不同进气方式,图2为排水末期(排水时间约为4s时)的相分布。可见均布入口模型较其他三种模型的排水速度快(罩内完全为气相),切向入口模型的排水最不理想。主要原因在于均布入口排水过程中,排水气体的动能迅速转化为液体的动能,造成排水罩内激振情况也最剧烈,促进了液体的排出,而切向入口的排水气体的动能转化成液体动能的过程要相对迟缓一些。总体而言,随着排水气体的不断导入,四种圆柱形排水罩模型中的液体很快被完全排出。
对于长方形排水罩模型,图3所示为三种不同
进气方式模型在排水末期(排水时间约为5 s时)的相分布,可见均布入口模型排水速度更快一些,顶部斜交入口模型排水速度最慢。同样,随着排水气体的导入,所有长方形排水罩模型中的液体将完全被排出。

图2 圆柱形排水罩模型的相分布

图3 长方形排水罩模型的相分布
由上述数值模拟可知,圆柱形排水罩模型排水速度要快于长方形排水罩模型,但差别不大。对于两种形状的排水罩模型,均布入口进气方式排水速度最快,其原因是同时有四路气流对称进入排水罩,作用范围较为均匀,能够快速在罩内顶端形成排水气层,并向下推进,因此排水速度更快,其他进气方式的排水速度虽然低于均布入口进气方式,但差别不大。
2.2.2 排水后工件表面的流体状态
将排水罩内水流排出后,排水气体仍然需要源源不断导入排水罩,确保罩外水流不会倒灌进罩内,此时焊接区域会受到工件表面的流体状态影响,流体速度越平缓,则对焊接过程的影响越小。因此对排水罩下工件表面的流体状态进行分析。
图4a为圆柱形排水罩模型排水后中轴面与工件表面交线沿线的流体速度分布,整体呈“U”字形。出口附近处(-0.072~-0.06 m和0.06~0.072 m)的流体速度急剧增大,甚至约达到工件表面中心区域的70倍。表明在出口区域气液混合流体的运动非常剧烈,使得该区域的流体速度极高,能够有效形成气体屏蔽。
图4b为将图4a中心区域(-0.06 m~0.06 m)局部放大,显示出四种不同进气方式模型在工件中心焊接区域(-0.02~0.02 m)的流体速度分布。其中环均模型的流体速度最低(0.0<v<0.002 m/s),且非常平稳,环径模型和环切模型的流体速度略大一些(0.0<v<0.03 m/s),而环顶模型在工件焊接区域出现了一定程度的湍流。所以,对于圆柱形排水罩模型,采用均布入口模式最有利于保证稳定的后续焊接环境。
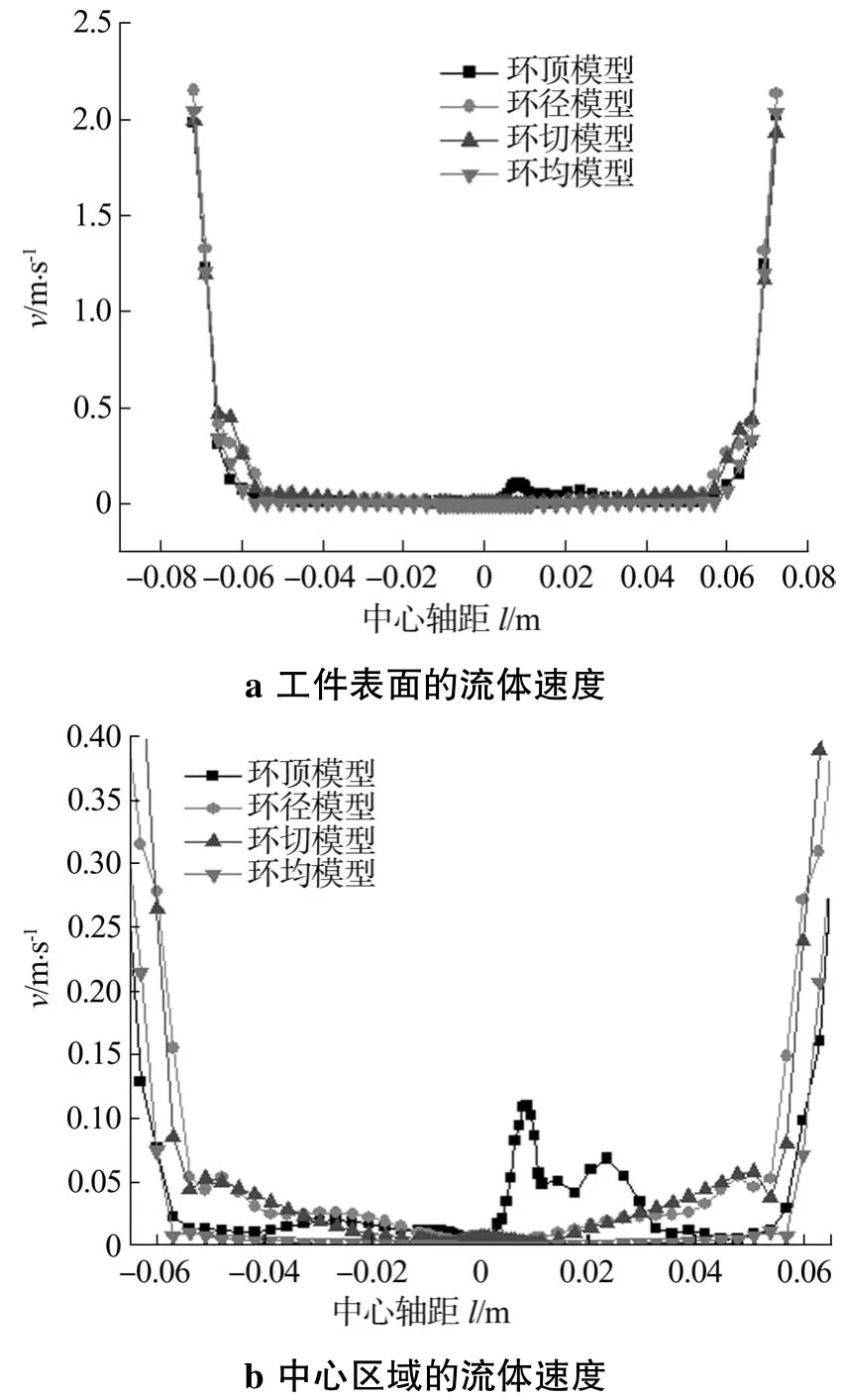
图4 圆柱形排水罩模型流体速度分布
图5a为三种不同进气方式长方形排水罩模型排水后,平行于长度方向的中轴面与工件表面交线沿线的流体速度分布,同样整体呈“U”字形。出口附近处(-0.075~-0.06 m和0.06~0.075 m)的流体速度同样急剧增大,约达到工件表面中心区域的12倍,表明排水出口区域同样能够阻止罩外水流进入。
图5b为将图5a中心区域(-0.06~0.06 m)局部放大后的流速分布图,三种模型在该区域的流体速度分布均为“V”字形,在工件中心焊接区域(-0.02~0.02 m)流体速度非常平稳(0.0<v<0.006 m/s)。
由上述数值模拟分析可知,长方形及圆柱形排水罩均可满足排出罩内水流、形成局部气相空间的要求,排水时间在秒量级;排水后排水罩内工件表面的气流速度分布均呈“U”形,出口区域流体运动
比较剧烈,工件中心焊接区域流体速度波动较小,其中圆柱形排水罩的环均模型、长方形排水罩的三种进气模型在该区域的流体速度更平稳一些。

图5 长方形排水罩模型流体速度分布
排水结束后罩内气体的湍流度可通过湍流动能体现,湍流动能小则说明罩内气体流动比较平稳,当后续焊接保护气进入时,两相气间不会产生剧烈的相互扩散和相互运动,从而避免焊接电弧受到两相气的冲击,有利于焊接过程的稳定。
图6为排水末期7种排水罩模型的内部湍流动能。顶部斜交排水罩的内部湍流动能最大,达到了0.002 kg·m2/s2以上,均布入口排水罩内部湍流动能最小,小于0.000 4 kg·m2/s2。可见,均布入口方式对排水罩内部整体气流保持稳定有利。

图6 排水罩内部湍流动能
3 数值模拟的实验验证
数值模拟中对于物理问题的数学表述中存在假设和近似,且采用的数学方程及其边界条件与实际情况存在偏差,因此在客观条件允许的情况下,通过实验来验证仿真过程的可靠性是确定仿真结果可信度的一个手段。构建与圆柱形及长方形排水罩模型相同尺寸的简易透明排水罩结构,结合空气压缩机、减压阀及流量计等气路元件进行排水实验,实验与数值模拟设定条件一致,排水罩置于玻璃水槽中,环境压力为0.102 MPa,进气压力为0.5 MPa,气体流速为50 m/s,记录排水过程。图7为长方形排水罩模型在5 s内的实验排水过程与数值模拟排水过程的对比,可见实验与数值模拟的排水过程基本一致。排水气进入瞬间只在进气口附近形成一个小气圈,后续气体进入而罩内的水没有及时排出,导致罩内气体压力较大,进入的排水气会有瞬间回弹,回弹后气相区域平稳。随着气体进入,气液两相的分界面扩大,整体气层慢慢形成,只是实验中气液分界面与仿真中水平分界面略有差别。针对圆柱形排水罩模型的实验排水过程与数值模拟排水过程对比与长方形排水罩模型类似,文中不再赘述。该实验在一定程度上表明了上述数值模拟结果的有效性。
4 结论
(1)长方形与圆柱形排水罩模型通过不同进气方式导入高压排水气体,都可有效排出罩内水流,形成局部气相空间。
(2)排水罩出口附近流体速度远大于罩内中心区域,能够有效阻止罩外水流倒灌;均布入口排水罩在工件中心焊接区域的流体速度最为平稳,罩内部湍流动能最小,更有利于后续焊接过程的稳定。
(3)对排水罩排水过程的数值模拟进行了实验验证,确定数值模拟与实验排水过程的基本趋势一致,数值模拟结果具有一定的可信度。
[1]吴伦发,王君民,郑晓光,等.低合金钢用湿法水下焊条
的研制及应用[J].热加工工艺,2006,35(11):65-67.
[2]林文清.水下焊接技术的开发与应用[J].造船技术,1993(3):34-36,45.
[3]李春旭.水下湿法焊接接头力学性能研究[D].哈尔滨:哈尔滨工业大学,2013.
[4]Akselsen O M,Fostervoll H,Ahlen C H.Hyperbaric GMA Welding of Duplex Stainless Steel at 12 and 35 bar[J]. Welding Journal,2009,88(2):21s-28s.
[5]HUANG Jiqiang,XUE Long,LV Tao.Arc characteristics of GMAW welding in high-pressure air condition[J].China Welding,2012,31(12):26-31.
[6]薛龙,焦向东,周灿丰,等.水下干式高压焊接试验系统研究[J].中国机械工程,2006,17(9):881-884.
[7]梁明,王国荣,钟继光.采用微型排水罩的药芯焊丝水下焊接焊缝自动跟踪系统[J].机械工程学报,2007,43(3):148-153.
[8]朱加雷.核电厂检修局部干法自动水下焊接技术研究[D].北京:北京化工大学,2010.
[9]贾剑平,陈建平,刘云龙,等.基于ANSYS的水下局部干法焊接过程温度场分析[J].电焊机,2012,42(11):1-5.
[10]王福军.计算流体动力学分析-CFD软件原理与应用[M].北京:清华大学出版社,2004:18-22.
[11]李启良,杨志刚.计算流体力学在气动-声学风洞设计中的应用[J].空气动力学学报,2009,27(3):373-376.
[12]赵楠,杨立新.CFD在换热器局部结构优化设计的应用[J].工程热物理学报,2009,30(6):1039-1041.
Analysis of fluid motion in drain cover for underwater local dry GMAW
HUANG Junfen1,HUANG Jiqiang1,XUE Long1,ZOU Yong1,LI Lan1,2
(1.Opto-Mechatronic Equipment Technology Beijing Area Major Laboratory,Beijing Institute of Petro-chemical Technology,Beijing 102617,China;2.College of Mechanical and Electrical Engineering,Beijing University of Chemical Technology,Beijing 100029,China)
For underwater local dry welding,a drain cover is used to create a local gas phase space for underwater welding operation by importing the high pressure gas in it.The welding process is affected by the drainage effect and the fluid state.The numerical simulations were carried out to analyze the fluid motion state in the cylindrical and rectangular drain covers with different air inlet modes.The numerical simulation results showed that the water flow could be effectively discharged and the local gas phase space was formed through the import of the high pressure gas into the drain cover.After drainage,the fluid velocity in the outlet area of the drain cover model was very high,which could form a gas shield.The fluid velocity distributions in the welding area of the workpiece for the uniform inlet model of the cylindrical drain cover and the rectangular drain cover models were relatively stable.The turbulent kinetic energy for the uniform inlet mode was lowest,which could ensure the stability of the welding environment.The drainage experiments were carried out based on the boundary conditions of the numerical simulation,and the actual drainage processes were the same with those from the numerical simulations.The results indicated that the numerical simulation results had a certain credibility,which could provide reference data for the design of the drain cover used in the underwater local dry welding.
underwater local dry welding;drain cover;numerical simulation;fluid state

图7 数值模拟与验证实验的排水过程
TG456.5
A
1001-2303(2016)08-0006-05
10.7512/j.issn.1001-2303.2016.08.02
2015-12-26;
2016-01-16
国家自然科学基金资助项目(51275051);北京市教育委员会2015年度创新能力提升计划项目(TJSHG201510017023)
黄军芬(1975—),女,讲师,博士,主要从事焊接装备及自动化方面的研究工作。
