海上钻井平台桩腿焊接工艺评定与分析
2016-12-06张文明
静 超,张文明
(沈阳大学,辽宁沈阳110044)
海上钻井平台桩腿焊接工艺评定与分析
静 超,张文明
(沈阳大学,辽宁沈阳110044)
对钻井平台桩腿材料690MPa淬火+回火细晶类高强钢的可焊性进行分析研究。拟定合理焊接工艺评定方案,通过工艺评定验证其合理性。确定了一套严格的焊接工艺参数,主要包括:焊前预热、道间温度控制、焊接线能量控制、道间清理要求、焊后消氢、无损检测等控制项目。
钻井平台桩腿;焊评工艺;焊接性;线能量;冲击功
0 前言
钻井平台腿桩用于支撑体积和质量庞大的采油船体,保证平台的平稳升降,是海上钻井平台的一个非常重要的部件。由于本钻井平台腿桩系采用S690QL1强度级别高达800 MPa的高强钢材料组焊而成,其使用条件苛刻,制造技术要求严格,尤其在焊接方面必须通过焊接工艺评定,检验企业的焊接技术及管理是否有能力完成此项任务。
该焊接工艺评定采用造船行业的焊接工艺评定标准即AWS D1.1及美国船级社ABS标准。评定涉及材料系高强调质钢,要求焊接接头的低温冲击功高于母材标准要求值。
1 焊接工艺评定依据及要求
1.1 产品结构
产品采用长8m、厚188mm锯齿板与四根长4m、厚82.5 mm的半圆管焊接而成,焊接坡口示意如图1和图2所示。
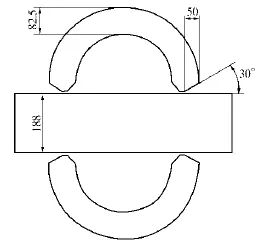
图1 产品坡口Fig.1Welding groove
1.2 焊接工艺评定项目
1.2.1 评定依据
根据产品结构及有关规范要求,提出两项评定项目。评定按AWS D1.1及ABS标准执行。一是针对半圆管与锯齿板的焊接,编号为1#;二是针对半圆管之间的焊接,编号为2#。其接头坡口简图如图3
和图4所示。
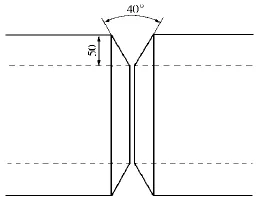
图2 产品坡口Fig.2Welding groove
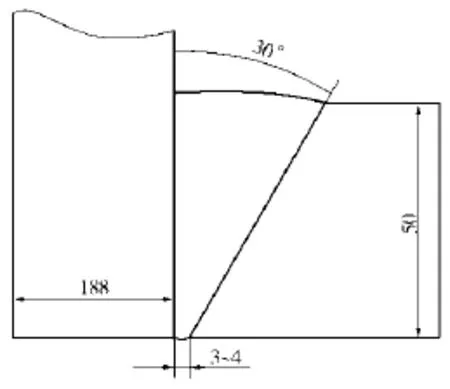
图3 1#焊评坡口示意Fig.31#welding groove
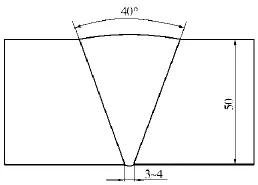
图4 2#焊评坡口Fig.42#welding groove
1.2.2 评定用材料
评定用材料与产品用材料相同。其中锯齿板为δ188 mm的DILLIMAX 690E,半圆管为δ82.5 mm的 Aldu700QL1,根据焊接评定计划书规定的检验要求,确定1#试板尺寸为δ188.8 mm×1 200 mm×150 mm锯齿板与δ50 mm×1200mm×150mm半圆管相焊,2#试板尺寸δ50 mm×600 mm×300 mm。焊接材料采用林肯电子生产的CONARC 80,符合AWS E11018-M。
1.2.3 焊接要求
为满足生产需要,1#评定试板第一层焊接的焊接位置为横焊,第二层~盖面焊层全部在平焊位置焊接;2#试板焊接位置为立焊。焊接预热温度及层间温度为120℃~220℃,焊后炉内消氢温度200℃/2 h,预热必须采用电加热[1]。
1.2.4 检验及验收要求
试件焊接完成并消氢出炉48 h后,需进行外观检验和UT无损检测。以上检测合格后,方可加工试样进行力学性能检测,试件的力学性能检测项目及验收要求见表1,取样位评定按AWS D1.1及ABS标准要求具体位置取样。

表1 力学性能检测项目Tab.1Mechanical property test item
2 焊接工艺方案
2.1 焊接工艺设计
由于桩腿项目和焊接评定试验采用的材料均为德国标准690QL1淬火+回火细晶类高强钢,成功焊接这类钢的关键是控制焊后冷却速度,即焊接接头从800℃~500℃的冷却时间。焊接研究和生产实践证明,当t8/5过长,焊接时若线能量过大,高温停留时间长引起奥氏体晶粒粗大,形成上贝氏体、M-A组元而引起HAZ脆化,HAZ冲击性能下降,尤其是HAZ过热区。所以焊接此类材料宜采用较小的焊接线能量。同时t8/5又不能过短,否则易导致淬硬裂纹,虽然690QL1钢含碳量较低,但这类钢在低碳钢的基础上加入了提高淬透性的合金元素易形成低碳马氏体和上贝氏体的混合组织,冷裂倾向比较大。同时结构刚性大,焊接时易产生较大的焊接应力,这些都增加了焊接接头产生冷裂纹的几率,
特别是产生氢致延迟裂纹,所以必须采取焊前预热和层间温度控制的工艺措施,以确保t8/5。钢厂推荐的t8/5为10~20 s,EN 1011-2推荐t8/5为5~15 s[1-4]①Dillinger Hutte GTS.Dillimax 690 and 890-High strength fine grained structural steels,Material Data Sheet,Edition April 2003,2003.。
2.2 工艺方案的制定
根据钢厂材料生产制造指南、焊材厂提供的CCT曲线、EN 1011-2推荐t8/5和板材厚度确定了一套温度控制方案,结合焊材的工艺性能编制焊接工艺评定方案。其要点如下:
(1)焊前(包括点焊)预热温度120℃~180℃,道间温度120℃~200℃,焊后立即进行消氢处理。考虑到评定试件相对产品来说拒束度小,控制温度时应偏下限。
(2)焊接时严格按照要求焊接工艺执行。1#试板首层采用φ3.2mm焊条打底(保证焊透),第二层采用φ4.0mm焊条单道施焊,第三层采用φ3.2 mm分道焊接,第四层采用φ4.0 mm焊条分道焊接。φ3.2mm焊条焊接电流为120~130A,φ4.0mm焊条焊接电流最大为170 A,焊接速度135~200 mm/min。焊接电压24~26 V,尽量压低电弧施焊,电弧摆动宽度不得超过焊芯直径2.5倍。2#试板全部采用φ3.2 mm焊条施焊,焊接电流110~120 A,电压22~ 26 V,焊接速度不得小于100 mm/min,尽量采用连续焊。尽量做到不摆动焊,摆动宽度不得超过焊芯直径2.5倍[1,4]。
每块试板进行第一层打底焊时,接头部位必须打磨,确保接头质量,保证背面熔合良好。每块试板尽量做到每道焊缝厚度不超过3 mm,焊接层数不低于17层。每层焊接完后,用砂轮打磨焊道清渣。
3 焊接工艺评定实施
根据焊接工艺方案的要求,实施焊接工艺评定工作,主要包括如下几方面。
3.1 下料与试件制备
试板预热80℃~90℃后切割进行加工[1]。半圆管将厚度加工到规定厚度后,先进行超声波检测。半圆管重点检测距原坡口50 mm范围母材缺陷;锯齿板两侧60 mm区域进行超声波检测。当锯齿板加工坡口时,坡口加工侧至少应切削加工掉25 mm。严格按图纸规定加工试板坡口尺寸。
3.2 试件的焊接
评定试件焊接的工艺参数如表2所示。

表2 评定试件焊接参数Tab.2Actual data record of welding Sspecimen
4 理化检测
经焊后UT无损检测后,根据ABS标准规定的试样尺寸加工所需拉伸、冲击、侧弯及金相硬度试验的试样。两块试板理化检测结果如表3所示。
5 结论
(1)通过上述评定试验,初步掌握了690QL1淬火+回火细晶类高强钢的焊接性,在本试验条件下,预热温度120℃~180℃,道间温度120℃~200℃,t8/5为5~20 s,焊后立即进行200℃/2 h消氢处理,焊接接头机械性能和-37℃冲击功完全满足工程标准的要求。
(2)1#评定平焊位置焊接线能量小于2#评定立焊位置焊接线能量,而冲击数据得出1#评定冲击性能好于2#评定。
(3)首次按AWS D1.1及美国船级社ABS标准进行焊接工艺评定,初步了解和掌握本标准焊接工艺评定程序,为完成美国海上石油钻井平台的桩腿项目的焊接提供了保证。
[1]汤锁庚.淬火回火高强度结构钢及其焊接[J].绿洲科技,
2000(1):1-5.
[2]张国九,周昭伟,蔡宏彬.T-1、StE690和Wel-ten80c钢焊接过热区精细结构及对性能的影响[J].焊接学报,1992,13(1):16-23.
[3]Ismar Hajro,Dipl.ing.ASSESSMENT OF QT STEEL'S WELDED JOINT TOUGHNESS BASED ON REAL AND SIMULATED SPECIMENS[C].Turkey:TMT 2013.
[4]EN 1011-2.Welding-Recommendations for welding of metallic ma terials.Arc welding of ferritic steels[S].European Committee for Standardization,2004.
Welding procedure qualification and analysis of offshore drilling platform leg
JING Chao,ZHANG Wenming
(Shenyang University,Shenyang 110044,China)
The drilling platformleg material690 MPa highstrength fine grained structuralsteelsweldabilityhadbeen analyzed.To formulate reasonable welding procedure specification plan,the procedure qualification would verify its rationality.Determined a set of strict welding process parameters,including preheating before welding,the inter-pass temperature control,welding heat input control,gouging method requirements,ahydrogeneliminationafterwelding,NDTetc.Controlproject.
drilling platform leg;welding process;weldability;weld heat input;impact
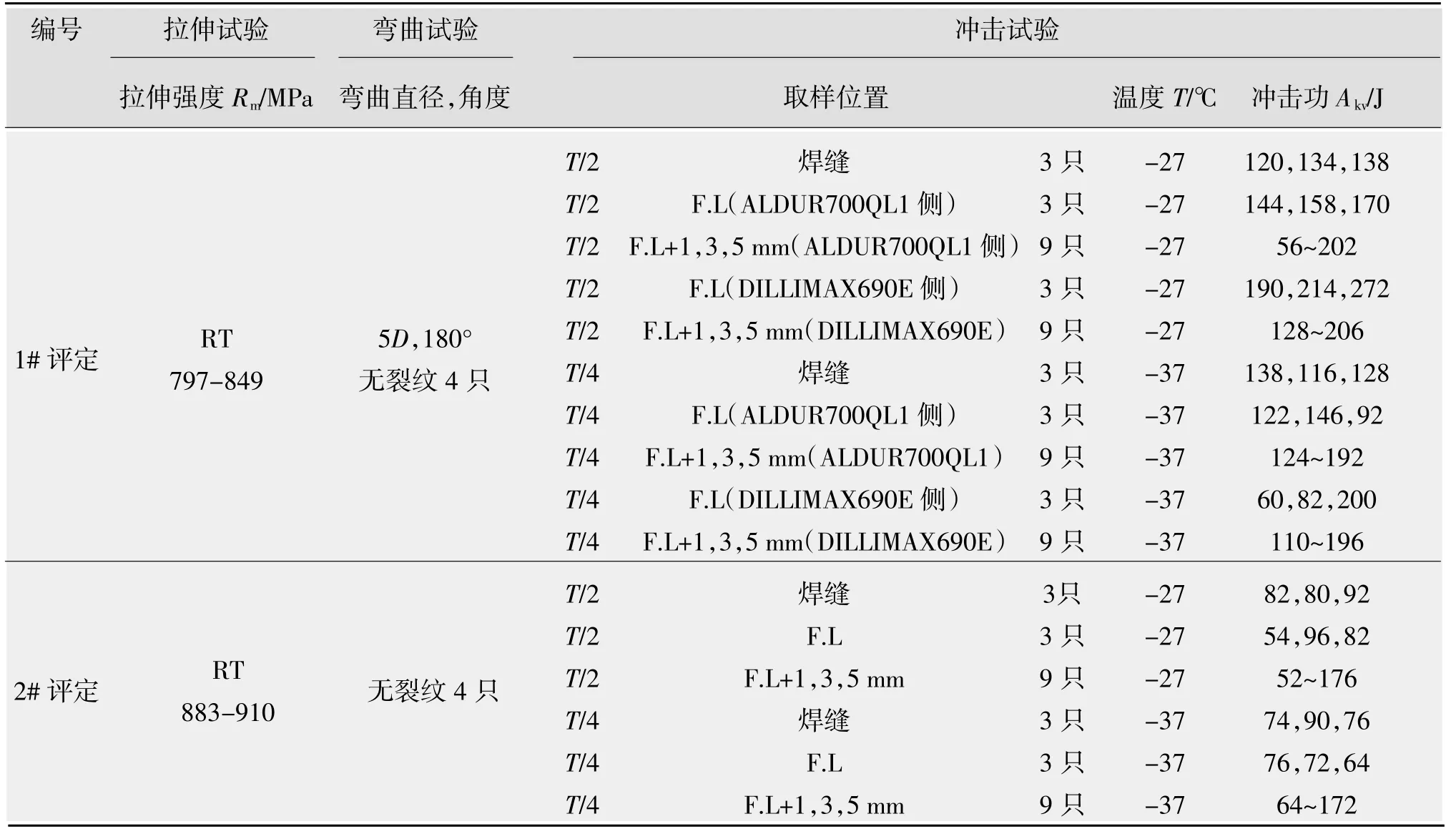
表3 力学性能检测记录Tab.3Record of mechanical test
TG406
A
1001-2303(2016)08-0048-04
10.7512/j.issn.1001-2303.2016.08.11
2016-04-28;
2016-07-17
静超(1988—),男,满族,辽宁锦州人,在读硕士,主要从事焊接技术及自动化的研究。
