20控铬钢焊接工艺试验与应用
2016-12-06邵小剑
邵小剑
(宁德核电项目部,福建宁德355100)
20控铬钢焊接工艺试验与应用
邵小剑
(宁德核电项目部,福建宁德355100)
20控铬钢是CPR1000型核电机组设计开发的新钢种,能够提高管道抗流体加速腐蚀性能。详细分析钢材的焊接性能,通过焊接工艺试验和多台核电机组给水系统20控铬钢管道的焊接实践,总结20控铬钢焊材选择的合理性及焊接要点,可供同行借鉴。
20控铬钢;CPR1000型核电机组;焊接;FAC性能
0 前言
20控铬钢是CPR1000压水堆核电站国产化过程中开发的新钢种,在碳素钢中加入一定含量的铬元素提高管道的抗流体加速腐蚀性能(即抗FAC性能),是CPR1000型核电站常规岛主要使用钢材之一,应用量大,每台机组用量约160 t。
20控铬钢焊接接头性能影响到核电站管道系统的安全性能和寿命,是CPR核电站焊接施工的重要技术课题。本研究通过岭澳二期和宁德一期等多台CPR型核电机组的焊接实践,逐步探索和研发国产专用焊接材料,制定了合适的焊接工艺,对20控铬钢的焊接施工人员、核电站检修人员和焊材研究人员具有参考意义,对核电站类似的P280GH等含铬钢种的焊接也有借鉴意义。
1 钢材简介
核电站管道处于紊流状态时,因流体的高速流动、温度、化学环境的相互影响,使管壁变薄、钢基变差,严重时造成爆管,产生FAC(流体加速腐蚀)现象。根据国外“相对减薄率-钢中Cr%关系”研究的相关试验结果,随着钢中Cr含量的增加,相对减薄率降低,当Cr含量接近0.2%时,相对减薄率下降到0.1%。基于以上研究,CP1000核电站设计中与给水相关的系统都采用控制Cr含量的优质碳钢。
20控铬钢(或称为20+Cr钢)是在此研究基础上设计生产的新钢种,在碳钢中加入0.2%~0.3%铬元素以提高钢材的抗FAC性能,化学成分和力学性能如表1所示。
2 焊接材料要求
20控铬钢管道最重要的用途是提高管道的抗FAC性能,选择焊接材料(焊丝、焊条)时除了化学成分和机械性能与母材相当外,必须具有一定含量的Cr元素,这是确保焊接接头质量的关键,也是20控铬钢焊接的重要特点。
为了使焊缝金属具有抗FAC性,焊接含有0.20%~ 0.30%Cr设备时,所用填充金属必须含有0.10%~0.30%Cr。

表1 20控铬钢的化学成分和力学性能
3焊接性能分析及工艺试验
为了制定合理的焊接工艺,焊前对20控铬钢进行了可焊性分析和工艺性能试验。
3.1可焊性分析
(1)工艺性能。20控铬钢在国标(GB3087)20钢的基础上增加了一定的铬含量,按照电力行业标准DL/T868可划分为低碳钢,其焊接工艺性能良好,裂纹倾向小,中薄壁管道常温下焊接时不需要进行预热和焊后热处理。
(2)碳当量法估算焊接性。根据碳当量公式Ce= C+Mn/6+1/5(Cr+Mo+V)+1/15(Ni+Cu)粗略估算,当各元素同时为上限和下限时,20控铬钢的碳当量为0.302%~0.442%,实际产品通常低于0.4%(如攀钢供货的φ89×4和φ219×8.5管道,碳当量分别为0.335%和0.317%)。通常,当碳当量低于0.5%时焊接性良好,不需预热,在常温下焊接时淬硬倾向不明显,裂纹倾向性较小。
3.2焊接工艺性能试验
20控铬钢焊前采用φ114×7和φ406×13管道进行工艺试验,焊接材料选择伯合乐焊材ER70SG/E7018-G,焊接方法为GTAW+SMAW,评定标准为DL/T868。机械性能主要进行拉伸试验和弯曲试验(试验标准分别为GB/T2651和GB/T2653),试验温度为常温,试验过程进行见证,试验结果合格。
(1)焊接材料。伯合乐焊材ER70S-G/E7018-G化学成分和力学性能见表2。焊条使用前在350℃烘焙2 h,焊丝表面无铁锈、油污等杂质。

表2 伯合乐焊材化学成分和力学性能
(2)焊接工艺参数记录和机械性能试验。焊接时选派优秀的焊工、按照拟定的工艺操作,机械性能试验进行拉伸和弯曲两个项目(工艺参数记录和试验数据见表3、表4)。焊接时严格按拟定工艺操作,焊件外观检查和射线检验合格,弯曲和拉伸试样的焊缝和热影响区没有出现裂纹。
(3)焊接接头光谱分析。焊接接头采用直读式光谱进行光谱分析,焊缝金属的Cr含量与母材铬含量相当,且在要求的0.10%~0.30%内(见表5)。
3.3工艺性能评价
综合分析淬硬性和工艺评定试验结果可知:(1)20控铬钢的焊接性能良好,中薄壁管道常温下焊接时不需要进行预热和焊后热处理;(2)适用于全位置焊,对焊接电源无特殊要求;(3)适用于手工氩弧焊、焊条电弧焊和埋弧焊等多种焊接方法,方便安装和预制施工。
4 焊接工艺及应用
20控铬钢首先在岭澳二期核电机组中使用,通过多台机组的经验总结和实践应用,选择与母材综合性能匹配的焊接材料,形成了完善的施工工艺和成熟的插套焊技术,并推动了20控铬钢国产焊材的研究和生产。
4.1焊接材料的选择
焊接材料对焊接质量起决定性作用,是影响核电站安全运行的最重要因素之一。目前与20控铬钢成分性能接近的焊材主要有奥林康和伯合乐焊材公司生产的ER70S-G焊丝/E7018-G焊条、上海电力修造厂的PP-J50KG焊丝/PP-J507KG焊条等。选择的焊材应跟母材综合性能完全匹配、焊材工艺性能好。
岭澳二期和宁德项目1、2号机组20控铬钢焊接时由于没有国产专用焊条,先后采用了CHW-40CNH/CHE507CrNi和ER70S-G/E5015等措施,这些权宜之计存在焊材不完全匹配、工艺性能差、易产生夹珠缺陷等问题。通过多次实践及熔敷金属试验,最终选择伯合乐焊材ER70S-G/E7018-G,其焊接工艺性能良好、机械性能满足质保书的要求。
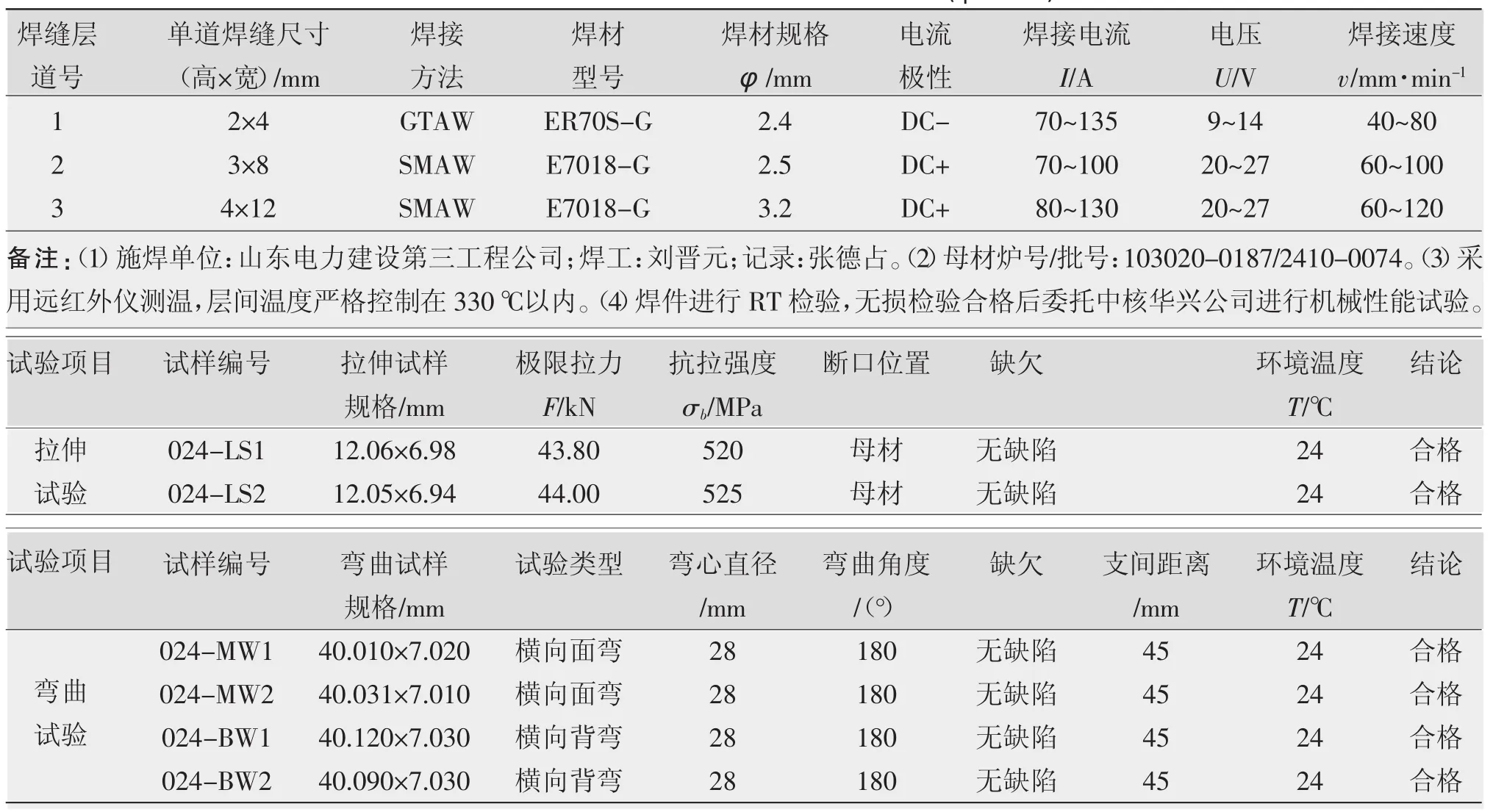
表3 20控铬钢6G位置焊接工艺性能试验(φ114×7)
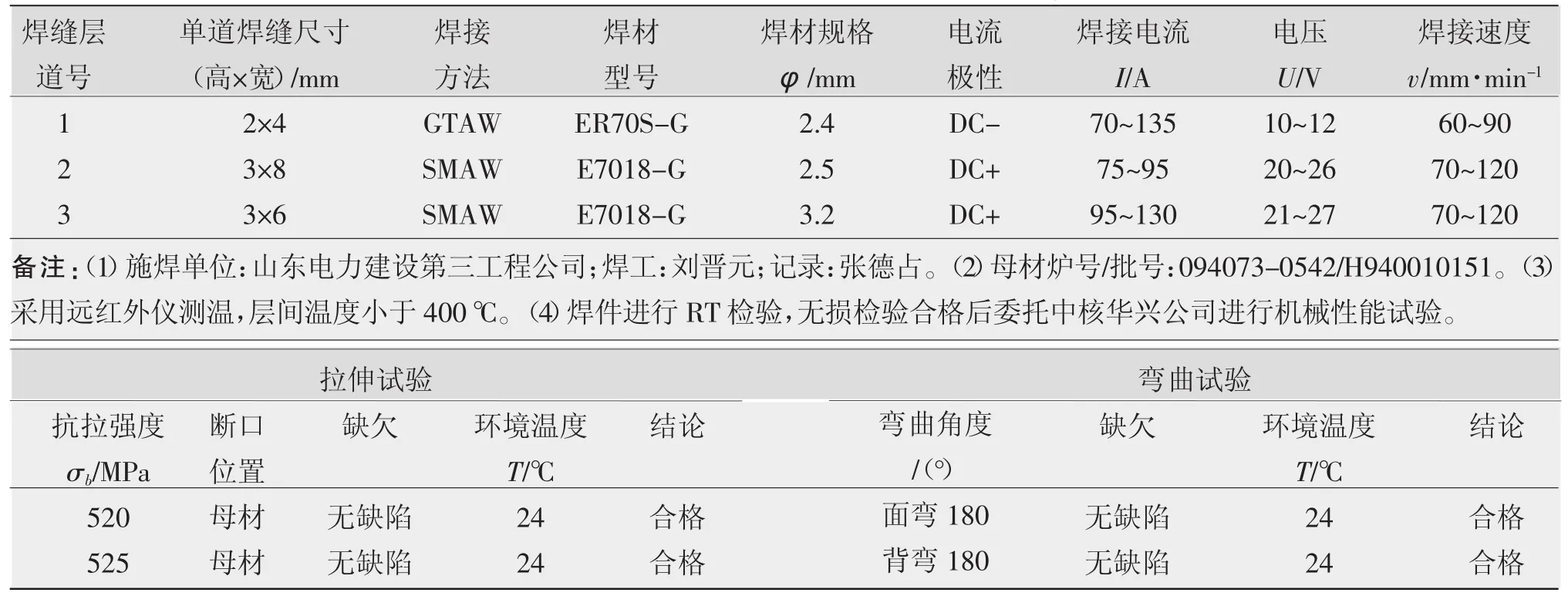
表4 20控铬钢6G位置焊接工艺性能试验(φ406×13)
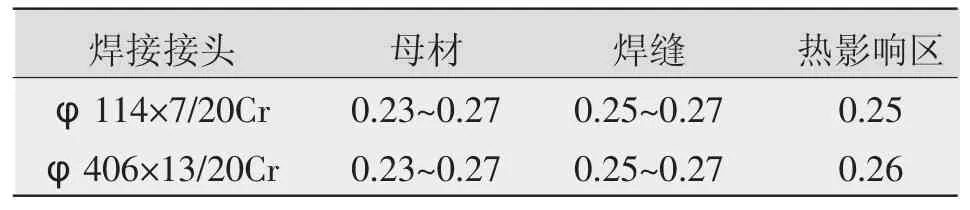
表5 焊接接头Cr含量%
4.2工艺措施
4.2.1组对及焊接
坡口加工后应打磨去除淬硬层、裂纹、毛刺、重皮等缺陷,修补后应进行磁粉检验或着色渗透检验。承压设备的对接焊缝或者角焊缝至少焊接两层。
4.2.2预热和焊后热处理
CPR1000核电站国产化20控铬钢管道规格通常为φ(60.3~711)mm×(6.5~20)mm,主要采用手工钨极氩弧焊、焊条弧焊和埋弧焊等方法。由于钢材碳当量低、管道壁厚薄(最大20 mm),裂纹倾向小,常温下焊接时不需要进行预热和焊后热处理,其他规格20控铬钢管道的热处理可参照20号钢确定。
4.2.3焊接规范
20控铬钢焊接性能良好,焊接规范根据工艺评定确定,施工中严格按评定的参数施焊。
4.2.4光谱分析
20控铬钢种含有一定的Cr元素,其焊材、母材和焊接接头应进行光谱分析复查。焊接接头光谱分析包括母材、焊缝和热影响区,由两名焊工完成的焊接接头应分别进行光谱分析。
4.2.5插套焊技术
CPR1000型核电站中的部分20控铬钢小管采用插套焊,焊接要求较高,焊接时不能熔化管道边缘,焊完后管子跟插套管件不能顶死。组对时通常把管子插入管件再拔出约2~3 mm并划线标记,组对过程中管子保持平行。对于母材厚度小于5mm的管子应进行附加工艺评定和焊工考试。插套接头型式如图1所示。
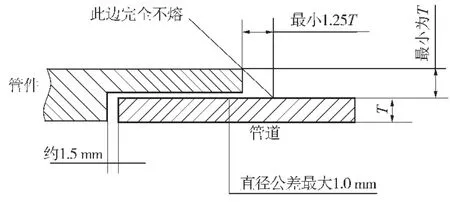
图1 插套焊接头型式
5 结论
20控铬钢是CPR1000型核电机组应用的新钢种,其焊接质量直接关系到设备安全和运行,20控铬钢的焊接技术研究不仅推动了钢材和焊材的发展,也是核电机组批量化建设的需要。通过多台机组的焊接实践和设备运行考验,20控铬钢的焊接技术已逐步完善,其焊接要点如下:
(1)CPR1000型核电站给水系统20控铬钢管道焊接时,整个焊接接头的焊缝金属中必须含有0.10%~0.30%Cr,以确保焊接接头中具有抗FAC性能。
(2)国产化20控铬钢属于优质碳钢,焊接性能和操作性能良好,常温下焊接时无需预热和焊后热处理。
(3)20控铬钢插套焊小管根部不能顶死,保持1~4 mm间隙为宜。
(4)20控铬钢焊接技术已经过了多台机组的运行和考验,但20控铬钢的抗流体腐蚀性能尚处于试验研究阶段。
(5)通过20控铬钢核电工程的实践,选择与母材综合性能完全匹配的焊材,对后续核电机组焊接施工具有借鉴意义。
[1]广东电力设计研究院.常规岛安装焊接技术规范书[S].
[2]张文钺.焊接冶金学(基本原理)[M].北京:机械工业出版社,2004.
[3]王宗杰.熔焊方法及设备[M].北京:机械工业出版社,2007.
Welding technology test and application for 20+Cr steel in CPR1000 nuclear power plant
SHAO Xiaojian
(Ningde Nuclear Power Project Department,Ningde 355100,China)
20+Cr is a newtype of stell designed and used in CPR1000 nuclear power plant,and it can improve the corrosion resistance of fluid for pipeline.Through the welding technology test and welding practice of multi nuclear power units water supply systems,the rationalityofchoice ofweldingmaterials and keypoints ofweldingfor 20+Cr steel are summarized,which is vailable for reference.
20+Cr;CPR 1000 nuclear power plant;welding;FAC property
TG457.19
B
1001-2303(2016)05-0093-04
10.7512/j.issn.1001-2303.2016.05.20
2015-04-02;
2015-12-01
邵小剑(1977—),男,云南人,工程师,学士,主要从事核电焊接和无损检验工作。
