基于模糊规则推理的船舶焊接工艺规划
2016-12-06裴大茗景旭文周宏根
裴大茗,任 帅,景旭文,周宏根,李 磊,汪 浩
(1.中国船舶工业综合技术经济研究院,北京100000;2.江苏科技大学机械工程学院,江苏镇江212000)
基于模糊规则推理的船舶焊接工艺规划
裴大茗1,任帅2,景旭文2,周宏根2,李磊2,汪浩1
(1.中国船舶工业综合技术经济研究院,北京100000;2.江苏科技大学机械工程学院,江苏镇江212000)
针对船体焊接工艺设计和制定效率较低,且缺乏设计过程知识的积累和继承等问题,提出基于模糊知识推理的船体焊接工艺设计方法。该方法将传统的船体焊接工艺知识归纳整理形成专家经验,存储到知识库中,并采用三角形隶属度函数对工艺推理条件进行模糊化处理,进而基于模糊逻辑建立焊接工艺规划流程,最终匹配专家经验获取相关的焊接工艺参数。设计和开发了船体焊接工艺设计专家系统,验证了基于模糊规则推理的有效性和合理性。
船舶;焊接工艺;模糊知识;规则推理
0 前言
焊接是船舶建造重要的工艺过程,焊接工艺制定是其中最为关键的设计内容。目前,大多数工艺设计人员利用图文计算工具(Word、CAD设计、计算器)结合工艺数据的检索进行焊接工艺设计。由于工艺文档数据管理不规范和查找效率低,导致工艺设计质量参差不齐,标准化与规范化程度不高,难以满足船体焊接设计高质量、短周期、高效率及信息化的要求[1]。
随着计算机技术的飞速发展,专家系统已经在焊接工程中获得越来越广泛的应用。国外焊接专家系统多采用面向对象与技术结合的表示方法。Mostafa Jafarian,S.Ebrahim Vahdat以知识为基础,采用模糊层次分析法对熔化焊焊接工艺的十个选择因素进行研究[2];T.W.Liao提出基于模糊规则的不同类型的焊接缺陷诊断专家系统[3]。国内的焊接工艺设计专家系统研究与开发着重于焊接知识表示和焊接工艺推理两部分。焊接知识的表示多采用一阶谓词、产生式、框架式知识表示方式[4-5],其中产生式知识表示既包括焊接工艺事实类知识,又包括焊接规则和过程性知识;焊接工艺推理研究中基于实例的模糊规则推理技术,能从事实出发进行规则匹配,高效地完成焊接工艺的制定[6-7]。
本研究在分析焊接工艺数据及工艺流程的基础上,提出基于模糊规则推理的船体焊接工艺设计方法。首先,实现焊接工艺的模糊知识表达与数据库存储,并采用三角形隶属度函数对推理条件进行模糊预处理;其次,设计工艺规则推理的模糊逻辑,获取焊接工艺参数;最后,设计和开发船舶焊接工艺计算机辅助规划系统,实现了典型船体焊接工艺的设计。
1 基于模糊规则推理的典型船体焊接工艺流程设计
模糊规则推理技术的原理是:通过定义语言变量、语言值及相应的隶属函数,采用一组“If-Then”形式的模糊规则来描述系统输入与输出之间的对应关系。本研究提出基于模糊规则推理的船舶焊接工艺辅助规划技术,其中焊接工艺的知识可以看作是推理的前提,而方法则是如何运用知识得出结论。主要技术流程如图1所示,包括数据模糊化预处理、模糊推理、结果评价。

图1 模糊知识推理流程
具体过程如下:将知识存储到SQL中的知识库中,当系统输入初始条件参考值后,采用三角形隶属度函数对输入值进行模糊化预处理,同时结合知识库中的焊接知识进行模糊推理,获得第一步推理结果,再进行模糊评价,若结果符合约束条件则输出,否则重新进行模糊规则推理。获取的第一步推理结果作为下一步的输入参考,重复上述步骤,直至推理出所有焊接工艺。
对船体焊接工艺而言,主要工艺包括焊接方法、坡口形式、焊材与直径、焊接参数。其推理流程如图2所示。将母材厚度、焊缝长度、焊接位置、坡口有无等作为初始条件,根据模糊知识推理原理可获取焊接方法;再结合接头形式,作为第二步推理的初始条件便可推断出坡口形式;同理结合母材材料可推理出焊丝材料和焊丝直径;最后以上述结论为输入参考值,可推理出焊接参数(焊接电流、焊接电压、焊接速度、气体流量等)。
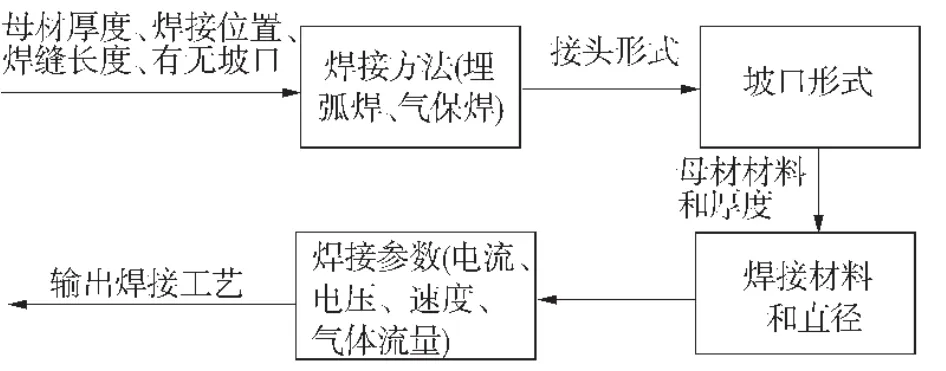
图2 船体典型焊接工艺推理流程
2 焊接工艺知识的模糊化预处理
焊接知识不仅包含了大量的简单事实,而且包含了规则和过程性知识,因此采用关系模型表示产生式系统中的大规模知识,并建立焊接工艺知识库。焊接工艺知识库主要包括焊接母材库、焊接接头库、焊接设备库、焊接材料库、焊接规则库。其中焊接规则库相对复杂,重点对焊接规则库进行研究,将其分为五部分,分别为焊接材料推理规则、焊接材料直径推理规则、焊接方式推理规则、焊接坡口推理规则、焊接参数推理规则。以焊接材料推理为例,知识库中存储的焊接材料推理规则如表1所示。

表1 焊材直径推理规则
例如,SAW焊接工艺的焊材直径的选用与母材板厚、焊接方法、有无坡口和接头形式有关。其中焊接方法可以穷举,坡口有无只分为有(1)或无(0)两种状态,接头形式分为对接(Butt,简记为B)、角接(Fillet,简记为F),但母材厚度论域相对较大,因此根据上述焊接知识模糊预处理原理将母材厚度进行模糊预处理。
模糊化预处理即将输入的精确量转化为模糊量,主要步骤为:
(1)对输入量进行处理变成模糊控制器要求的输入量。
(2)对处理过的输入量进行尺度变换,使其符合论域范围。
(3)进行模糊处理,使精确的输入量变成模糊量。
本研究采用三角形隶属度函数对焊接工艺数据进行模糊化处理,即用为一模糊样本,U为其论域,对U作一次序分割{Pi}ri=1且其相对应的语言变数为{Li}ri=1,设mi为其分割集合Pi的中间值,若xj介于mi和mi+1之间,则其属于语言变数Li之隶属度为根据隶属度的大小,将xj划分为特定论域Pi。
当板厚h=17 mm时,根据表1可得:此厚度满足规则1、2、7、8,采用三角形隶属度函数对焊接工艺数据进行模糊化处理,选择隶属度大的一条规则:通过计算可得,该板厚在16~32模糊量之间,即规则2的隶属度大,因此选择规则2。
3 基于模糊逻辑的船体焊接工艺规则推理
模糊推理(模糊推理机)是模糊控制器的核心,其基于模糊逻辑中的蕴含关系及推理规则,具有模拟人的基本模糊概念的推理能力。典型的模糊推理法主要有Min-Max重心法、代数积加法-重心法、关系合成推理法。本研究采用Min-Max重心模糊推理方法,其模糊规则推理形式如下[8]:
Rule 1∶If A1and B1Then C1
Rule 2∶If A2and B2Then C2
……
Rule n∶If Anand BnThen Cn
Case∶x0and y0
Conclusion∶C'
其中,An,Bn,Cn,C'分别是经典集合X,Y,Z的模糊集合,x0∈X,y0∈Y。
推理流程如图3所示,其中k为数据库中的规则条数。用户提供一些事实内容,存放于动态数据库中,从表示事实的条件出发,对于每个表示事实的条件考虑其所适用的规则,并与规则的前提进行匹配,如果匹配,把得到的结论添加到动态数据库中,完成该步推理[9]。即由前提“x0and y0”和模糊规则“Aiand BiCi(i=1,2,…,n)”可得规则i推理结果C'i

继续重复上述过程,用更新后的数据库中所有事实与规则库中另一条规则进行匹配,并用其结论再次修改动态数据库的内容,直至规则库中无匹配的规则,结束整个推理过程。其最终结果C'为

在焊接工艺推理过程中,根据表1焊材直径推理规则,当接头形式为角接且焊接方法为SAW时,Rule1、2、3、4满足要求。当x0=17 mm,y0=1时,仅Rule1、2满足要求。首先判断这两条规则的真度(Trust,简称T)大小,一般选择真度值大的,但这两条规则的真度均为0.8。在此情况下则采用三角形隶属度函数对x0进行模糊化处理,根据小节2可得规则2的隶属度大,因此选规则2作为推理选用规则,即推理出焊材直径为3.2mm。

图3 规则推理流程
4 船体焊接工艺模糊推理结果评价及实现
4.1船体焊接工艺模糊推理结果评价
本研究将改进传统的产生式规则,采用加权模糊法来处理焊接规则。设式(3)为n个(n≥2)加权命题,其真度分别为
若实数w1,w2,…,wn为满足且wi≥0的权系数,则得出

也是个加权命题式,并称其为“xi的加权合取式”,其真度为

即合取式的真度为各子式真度的加权和。当T(x)≥τ时则表示该规则正确,其中τ为规则的使用阈值。
Rule1的真度T=0.8,若假设其权系数wi=0.9,则真度的加权为wi·T=0.8×0.9=0.72。同理可计算其他焊接规则下的真度的加权,并进行相加,若各子式真度的加权和大于用户给定的使用阈值τ,则推理工艺可信,否则需要对原匹配条件进行修改或添加新规则重新进行焊接工艺推理。
4.2船体焊接工艺模糊推理实例
基于上述推理技术,设计和开发了典型船舶焊接工艺计算机辅助规划系统。基本焊接条件输入界面如图4a所示,焊接工艺结果以表格的形式表达,如图4b所示。按照焊接工艺推理制定的流程,采用人机交互的方式,系统对用户提出一些选择性的条件,根据用户或推理机制的选择控制推理的流程,直至生成结果。若满足使用阈值,则导出成EXCEL格式,方便工艺的保存与打印。
该方法使得推理更具有针对性,完善了对推理过程中某些细节分支的流程控制。同时交互式的推理策略可以使用户对推理过程有一个把握,增强用户对专家系统的信任,从另一个方面来说也实现了对推理过程的监控,并且在推理失败时有助于用户对原匹配条件进行修改或添加推理新规则。

图4 焊接工艺推理界面
5 结论
提出了基于产生式知识表示和模糊规则推理的焊接专家系统。该系统既具有很强的知识表达和处理能力,为知识库的维护和更新、工艺推理及问题求解提供了良好的基础,又具有利用专家经验知识制定合理焊接工艺的能力。
[1]钱晓军,沈春龙,王克鸿,等.压力容器工艺评定规则组织与推导流程设计[J].焊接,2007(11):49-52.
[2]Mostafa Jafarian,Ebrahim Vahdat S.A fuzzy multi-attribute approachtoselecttheweldingprocessathighpressurevessel manufacturing[J].Journal of Manufacturing Processes,2012(14):250-256.
[3]Liao T.W.Classification of welding flaw types with fuzzy expert systems[J].ExpertSystemswithApplications,2003(25):101-111.
[4]郝刚,朱志明,陈丙森,等.弧焊工艺制定专家系统中的知识库组织与推理技术[J].焊接学报,2004,25(05):109-112,116.
[5]田爱芬,陈小艺,张建勋.焊接工艺设计专家系统中的知识表示与推理[J].电焊机,2003,33(12):35-38.
[6]侯廷红.焊接工艺智能数据库系统的研究[D].重庆:重庆大学,2003.
[7]张康华.基于软件工程的高速列车铝合金焊接专家系统的研究[D].江苏:南京航空航天大学,2014.
[8]白一鸣.基于数据挖掘技术的模糊推理系统设计[D].辽宁:大连海事大学,2013.
[9]肖金枝.基于知识工程的高速机车车辆焊接专家系统研究[D].江苏:南京航空航天大学,2013.
Welding process planning of ship based on fuzzy rule reasoning
PEI Daming1,REN Shuai2,JING Xuwen2,ZHOU Honggen2,LI Lei2,WANG Hao1
(1.ChinaShipbuildingIndustryComprehensive Technical and Economic Research Institute,Beijing 100000,China;2.JiangsuUniversity of Science and Technology,Zhenjiang212000,China)
As the design ofship welding process is lowefficiency and lack of accumulation and inheritance of knowledge,a method based on fuzzy rule reasoning is proposed in this paper to design ship welding process.The traditional welding process knowledge is organized and stored into the repository as the form of expert experience for reasoning in this method.The reasoning condition is done fuzzy pretreatment byusing the triangle membership function,and then welding technology planning process is established based on fuzzy logic,eventually the relevant welding parameters are obtained through matching expert experience.Finally,expert system for welding process design ofship is designed and developed toverifythe validityand rationalityofrule-based fuzzyreasoning.
ships;welding process;fuzzy knowledge;rule reasoning
TG409
A
1001-2303(2016)05-0063-04
10.7512/j.issn.1001-2303.2016.05.14
2015-09-07;
2015-09-17
某部委基础科研项目(JCKY2013414C001,JCKY 2013206C004)
裴大茗(1978—),男,北京人,高级工程师,硕士,主要从事主要从事舰船数字化设计制造技术、国防科技管理等研究工作。
